Clear Sky Science · sv
Integrerad bedömning av verktygsslitage, spånmorfologi, ytintegritet och energiförbrukning vid hållbar fräsning av Inconel 718
Varför kylning spelar roll vid skärning av svårbearbetade metaller
Från jetmotorer till kraftverk tillverkas många kritiska komponenter av en extremt seg metall kallad Inconel 718. Dess styrka vid mycket höga temperaturer gör den idealisk i krävande miljöer, men gör den också ökänd för att vara svår och dyr att bearbeta. Denna studie ställer en praktisk fråga för industrin och miljön: kan vi skära denna svårbearbetade metall på ett sätt som använder mindre energi, sliter mindre på verktygen och ändå ger en jämn, pålitlig yta — samtidigt som mängden skärvätska, som kan skada arbetare och miljö, minskas?

En envis metall som används på extrema platser
Inconel 718 är en nickelbaserad superlegering som behåller sin styrka från djupfrysningstemperaturer upp till nära 1000 °C. Det gör den perfekt för flygmotorer, högtrycksledningar och försvarsapplikationer där fel inte är ett alternativ. Men dess fördelar orsakar problem i verkstaden. Vid bearbetning utsätts skärverktyget för enorma krafter och värme som kan överstiga 1100 °C. Metallen leder inte värme väl och tenderar att fastna på verktyget, så verktyg slits snabbt, ytor blir grova och produktionskostnaderna stiger. Samtidigt kan traditionella flytande kylmedel som används för att dämpa denna värme skapa hälsomässiga och miljömässiga problem när de används i stora mängder.
Fyra sätt att kyla och smörja skärområdet
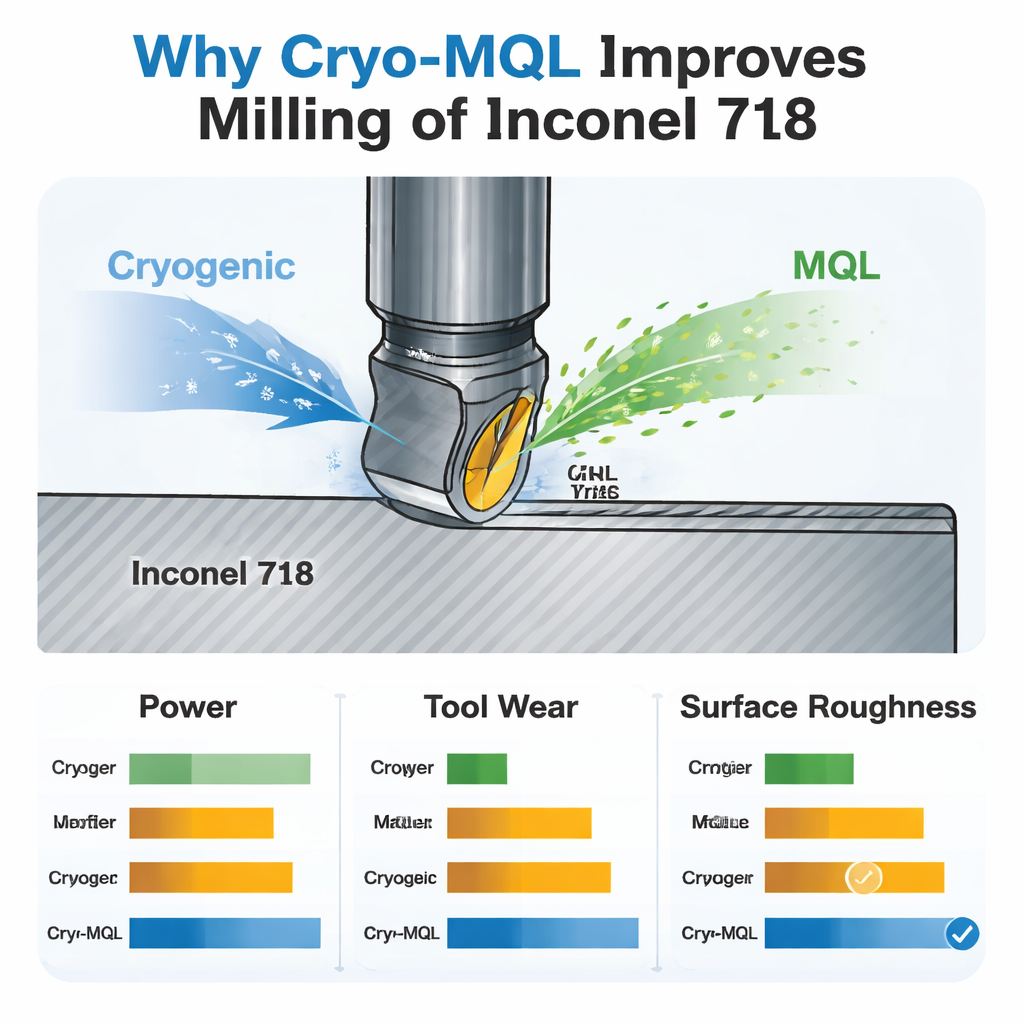
Forskarna jämförde fyra olika sätt att kyla och smörja skärområdet vid fräsning av Inconel 718 på en CNC-maskin. Vid torrbearbetning används ingen vätska alls. MQL (Minimum Quantity Lubrication) sprutar endast en fin oljedimma och använder avsevärt mindre vätska än konventionell översköljning. Kryogen kylning levererar en mycket kall gas eller vätska, till exempel flytande kväve, för att kyla skärområdet. Slutligen kombinerar en hybridmetod kallad Cryo-MQL både den kalla strålen och oljedimman. För dessa fyra metoder körde teamet tester vid tre skärhastigheter medan matningshastighet och skärdjup hölls konstant. De mätte hur mycket elektrisk effekt maskinen drog, hur snabbt verktygen slits, hur jämna de färdiga ytorna blev och hur de små curlade spånen förändrade form.
Energianvändning, ytjämnhet och verktygslivslängd
Resultaten visar att valet av kylmetod starkt påverkar bearbetningsbeteendet. Torrbearbetning förbrukade alltid mest effekt och gav det mest allvarliga verktygsslitet, inklusive flisning i skärkanten och djupa skador på verktygsytan. MQL minskade friktionen och hjälpte verktygen att hålla längre än vid torrbearbetning, men dess begränsade kylförmåga blev ett problem vid högre hastigheter. Ren kryogen kylning gjorde ett bra jobb med att skydda ytjämnheten vid låga hastigheter och sänkte verktygstemperaturerna vid höga hastigheter, men kunde också orsaka plötsliga temperaturskiften som lämnade små kratrar på verktyget. Hybridmetoden Cryo-MQL erbjöd konsekvent den bästa balansen: vid låga hastigheter reducerade den energianvändningen med ungefär 10 procent jämfört med torrbearbetning, och vid alla hastigheter höll den verktygsslitet på lägsta nivå genom både att kyla verktyget och skapa en stabil smörjfilm mellan verktyg och spån.
Vad de små metalspånen avslöjar
Studien undersökte också formen och sönderfallet hos metalspånen, som fungerar som fingeravtryck för vad som sker i skärområdet. När skärhastigheten ökade tenderade spånen att bilda sågtooth-mönster, ett tecken på att materialet deformeras i pulser längs smala zoner med intensivt skjuv och värme. Under torra och enkla MQL-förhållanden blev dessa spån ofta starkt taggiga och oregelbundna, vilket signalerade instabil skärning och höga termiska belastningar. Kryogen kylning gjorde sågtooth-tänderna skarpare eftersom metallen blev mer spröd i kylan. Under Cryo-MQL blev spånen däremot generellt mer regelbundna och lättare att kontrollera, vilket indikerar en stabilare balans mellan temperatur, friktion och materials mjukhet. Detta spånbeteende ekade mätningarna av verktygsslitage och effektförbrukning och förstärkte slutsatsen att hybridmetoden dämpar skärprocessen.
Vad detta innebär för renare, billigare bearbetning
För fabriker som måste bearbeta Inconel 718 pekar dessa fynd på en praktisk väg framåt. Att köra verktyg under hybrida Cryo-MQL-förhållanden kan sänka energibehovet, förlänga verktygens livslängd och bibehålla god ytkvalitet — allt medan endast en liten mängd smörjmedel används. Det innebär färre verktygsbyten, mindre spill och minskat beroende av stora volymer konventionella skärvätskor. I enkla termer gör kombinationen av mycket kall kylning och en fin oljedimma det möjligt för tillverkare att skära denna envisa metall mer skonsamt och effektivt, vilket stöder både kostnadsbesparingar och renare, mer hållbar produktion.
Citering: Yurtkuran, H. Integrated assessment of tool wear, chip morphology, surface ıntegrity and energy consumption in sustainable milling of Inconel 718. Sci Rep 16, 6967 (2026). https://doi.org/10.1038/s41598-026-37624-6
Nyckelord: bearbetning av Inconel 718, kryogen kylning, minsta mängd smörjning, verktygsslitage, hållbar tillverkning