Clear Sky Science · sv
Optimering av friktionsomrörningssvetsningsparametrar för olika aluminiumlegeringar AA2014 och AA5052
Starkare lättmetaller för bilar och flygplan
Från elbilar till flygplan och fartyg vill tillverkare ha metalldelar som både är lätta och starka. Aluminium uppfyller detta behov väl, men att sammanfoga olika aluminiumkvaliteter utan att försvaga dem är förvånansvärt svårt. Denna studie visar hur ingenjörer kan finjustera en fasttillståndsprocess kallad friktionsomrörningssvetsning så att två mycket olika aluminiumlegeringar, AA2014 och AA5052, bildar en stark och pålitlig fog lämpad för krävande konstruktioner.
Hur ett snurrande verktyg förenar metall utan att smälta den
Friktionsomrörningssvetsning fungerar mer som att knåda än traditionell smält- och fogningssvetsning. Ett hårt roterande verktyg pressas ner i skarven mellan två metallplåtar och förs längs foglinjen. Friktionen mjukar upp, men smälter inte, metallen så att den kan röras om och smidas ihop till en solid fog. Detta undviker många av problemen med vanlig svetsning, såsom porer, sprickor och deformation. I denna studie fokuserade författarna på fyra nyckelinställningar: verktygets rotationshastighet, form på stiftet (triangel, cirkel eller fyrkant), det axiella trycket och hur snabbt verktyget förflyttas längs skarven. De ville se hur dessa reglage påverkar fogens slutliga styrka, töjbarhet och hårdhet mellan en höghållfast, värmebehandlingsbar legering (AA2014) och en mer korrosionsbeständig legering (AA5052).
Användning av smart statistik för att hitta bästa inställningarna
Att testa varje möjlig kombination av svetsinställningar vore långsamt och dyrt. Istället använde teamet en statistisk strategi kallad responsytmetodik i kombination med en Box–Behnken-design. Detta ledde dem till 29 noga utvalda experiment som effektivt kartlade hur de fyra processparametrarna påverkar fyra viktiga utfall: brottgräns (hur stor last skarven tål innan den går av), flytgräns (när den börjar deformeras permanent), förlängning (hur mycket den kan töjas) och mikrohårdhet (motstånd mot intryckning). De använde sedan en "desirability"-funktion för att söka efter en kompromissuppsättning parametrar som håller styrka och hårdhet höga utan att offra alltför mycket duktilitet.
Hur den optimerade svetsen ser ut inuti
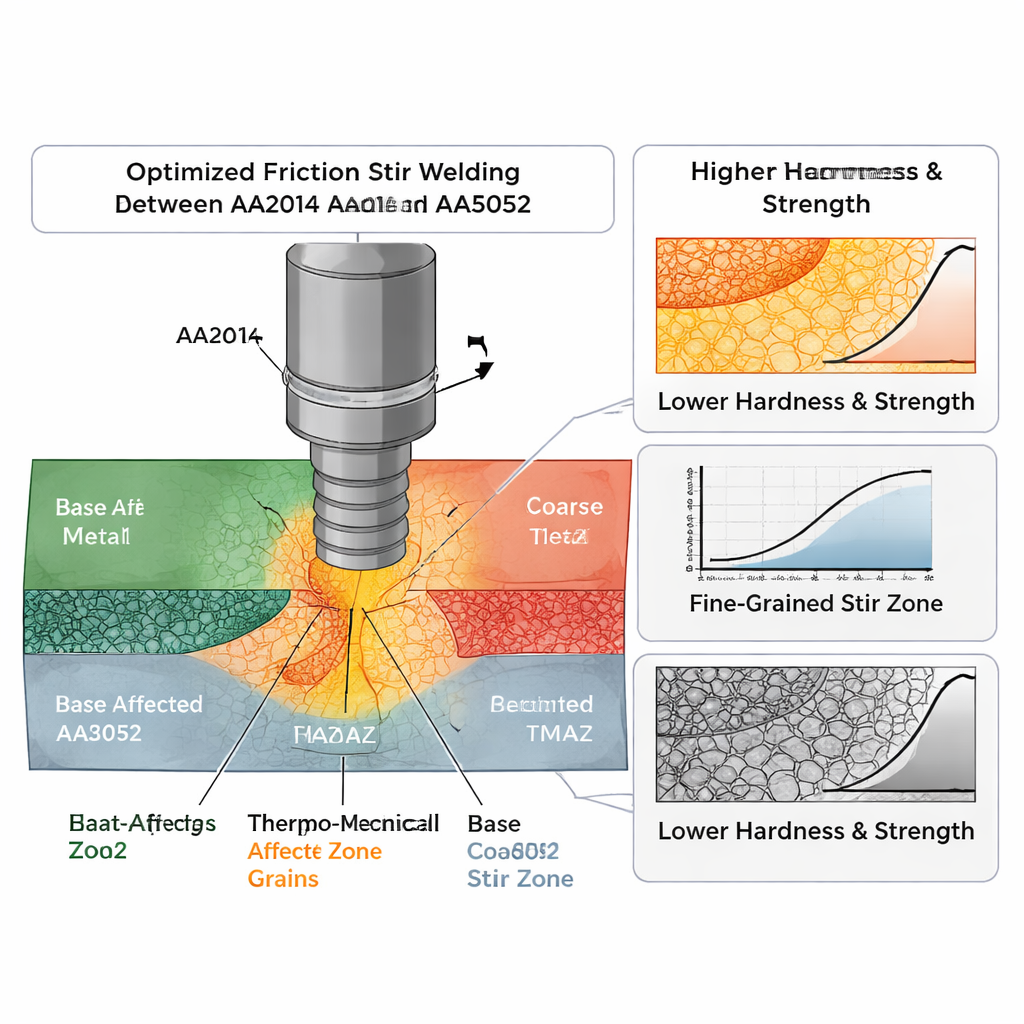
Den bästa kompromiss de fann använde en måttligt hög verktygsrotation (ungefär 1880 varv per minut), ett fyrkantigt stift, ett relativt högt axiellt tryck på 10 kN och en medel-hög svetshastighet på omkring 17,6 mm/min. Under dessa förhållanden uppnådde skarven cirka 258 MPa i draghållfasthet och 197 MPa i flytgräns, med en hårdhet strax över 100 på Vickers-skalan och en förlängning på cirka 4,4 %. Noggranna mikroskopstudier visade varför: i den centrala "rörzonen" är aluminiumkristallernas korn mycket fina och nästan ekvidimensionella, och små härdningspartiklar är jämt fördelade överallt. Denna fina, homogena struktur är typisk för fullständig dynamisk rekristallisering — metallen har effektivt omformats på mikroskopisk nivå under omrörningen.
Vad som händer när inställningarna är fel
För att visa nackdelen med dåliga inställningar jämförde forskarna en underoptimerad svets gjord vid lägre verktygshastighet med ett cirkulärt stift och lägre axiellt tryck. Den fogen visade grövre korn, klumpar av hårda partiklar och till och med tunnel-liknande håligheter där materialet inte fyllde ut bakom verktyget. Inte förvånande var dess styrka och hårdhet lägre, och brottytor från dragprov visade större, ojämna fördjupningar och tecken på tidigt brott. I kontrast bröts den optimerade fogen med många små, jämna fördjupningar — ett tecken på ett mer duktilt, energiabsorberande brott som hänger direkt ihop med dess förfinade, defektfria mikrostruktur och en mer gynnsam hårdhetsprofil över svetsen.
Varför detta spelar roll för verkliga konstruktioner
För konstruktörer av bilar, flygplan och fartyg är budskapet klart: friktionsomrörningssvetsning kan tillförlitligt sammanfoga olika aluminiumlegeringar, men bara om processen ställs in noggrant. Genom att kombinera planerade experiment med statistisk modellering identifierar denna studie ett specifikt recept av verktygshastighet, form, tryck och förflyttningshastighet som ger en stark, hård men fortfarande rimligt duktil fog mellan AA2014 och AA5052. Den optimerade svetsen undviker interna defekter och uppnår en balanserad egenskapsuppsättning utan någon efterföljande värmebehandling, vilket erbjuder en praktisk väg till lättare, mer effektiva konstruktioner som bättre utnyttjar blandade legeringsdesigner.
Citering: Soundararjan, S., Jeevakarunya, C., Raj Kumar, P. et al. Friction stir welding parameter optimization for dissimilar AA2014 and AA5052 aluminium alloys. Sci Rep 16, 7138 (2026). https://doi.org/10.1038/s41598-026-37562-3
Nyckelord: friktionsomrörningssvetsning, aluminiumlegeringar, svetsningsoptimering, lättviktsstrukturer, mikrostruktur