Clear Sky Science · sv
Optimering av ultrakort pulserande laserborttagning av rostfritt stål i burst-läge baserat på experimentellt validerade simuleringar och analytisk modellering
Skarpare skärning med mindre värme
Från medicinska implantat till precisionsverktyg bygger många vardagsteknologier på detaljerade mönster som fräses i metall. Ultrakortpulslaser—pulser som varar en miljarddel av en miljarddel av en sekund—kan skulptera metall med extraordinär precision men kämpar ofta med att nå industrins hastighetskrav. Denna studie undersöker ett smartare sätt att avfyra dessa pulser, kallat ”burst-läge”, för att avlägsna rostfritt stål mer effektivt samtidigt som den fina kontrollen som gör ultrakortpulslasrar attraktiva bevaras.
Att bryta en stor blinkning i många små
I stället för att skicka en enda kraftig laserpuls mot en stalyta delar burst-läget upp den energin i ett snabbt tåg av mindre subpulser som anländer med bara miljarddels sekunders mellanrum. 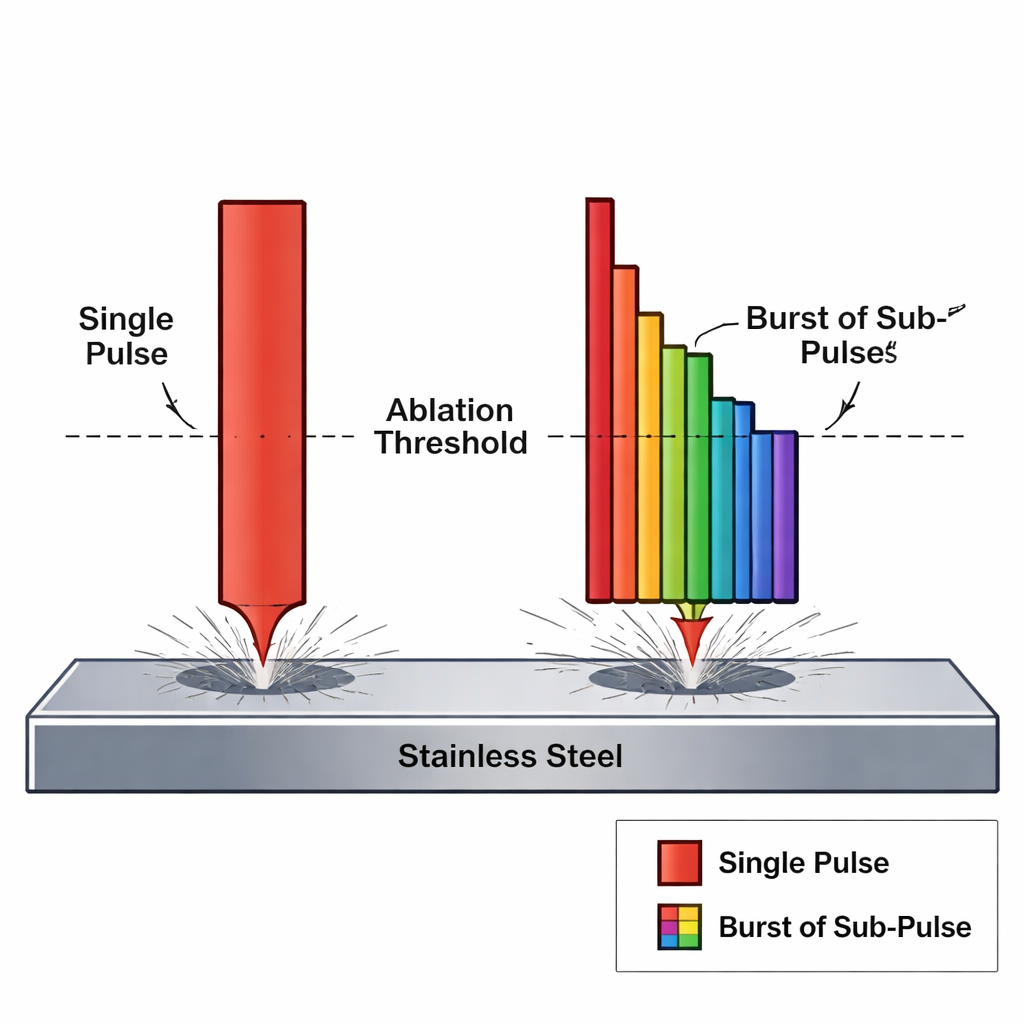
Följa värmen inne i metallen
För att svara på det använder och utvidgar teamet en väl etablerad ”tvåtemperaturmodell”. Enkelt uttryckt, när en ultrakort puls träffar metall värms elektronerna upp först och överför sedan snabbt energi till det atomära gitteret. Forskarna simulerar denna tvåstegsuppvärmning och växlar sedan till en mer konventionell värmeledningsmodell när elektroner och atomer når samma temperatur. Denna smarta överlämning mellan modeller gör långa simuleringar praktiska, även när dussintals subpulser anländer i snabb följd. Beräkningarna följer hur temperaturen byggs upp, hur material erupterar bort och hur ytans form utvecklas när varje subpuls träffar.
Experiment som testar beräkningarna
Simuleringar räcker inte ensamma, så författarna genomför kontrollerade experiment med ett kommersiellt femtosekundlasersystem som körs i burst-läge. De polerar rostfritt stål till en mycket slät yta och avfyrar enskilda bursts vid olika totalenergier och med olika antal subpulser för att sedan mäta de små groparna med högupplöst optisk profilometri. Över många upprepade skott analyserar de statistiskt djupet och diametern på de ablaterade punkterna. De uppmätta trenderna—hur djupet växer, mättas eller försvinner när fluenser och antal subpulser förändras—jämförs sedan direkt med modellens förutsägelser.
Hitta den optimala nivån för varje liten puls
De kombinerade resultaten avslöjar ett tydligt mönster. När varje subpuls är för svag avlägsnas inget material: energin ligger under den ”tröskelfluens” som krävs för att lyfta bort material. När energin per subpuls ökar förbi denna tröskel ökar ablationsdjupet och når ett maximum vid en väl definierad ”optimal” fluens per subpuls. Om subpulserna däremot blir för starka faller effektiviteten—extra energi överhettar bara redan borttaget material istället för att skära djupare. 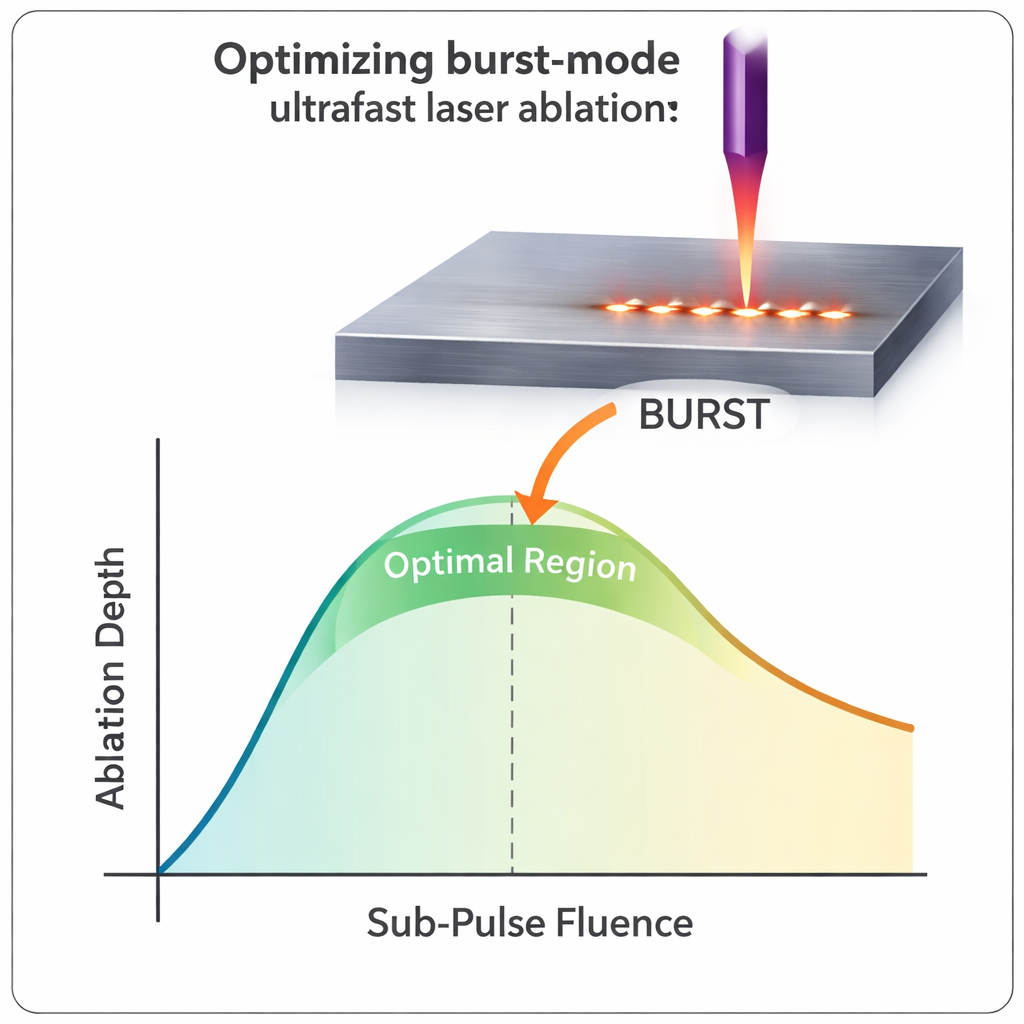
Enkla formler för snabba industriella val
För att göra dessa insikter användbara på fabriksnivå destillerar författarna sina detaljerade simuleringar till två kompakta analytiska modeller. Den ena använder en enkel logaritmisk formel för att uppskatta djup utifrån fluens och antal subpulser, lämplig för snabba, tumregelbaserade optimeringar. Den andra kombinerar en linjär beskrivning vid låga energier med en logaritmisk vid högre energier för att bättre matcha data över ett bredare intervall. Båda modellerna identifierar i huvudsak samma optimala energiintervall per subpuls och förklarar varför det, vid hög total effekt, är mer effektivt att dela upp energin i många väl valda subpulser än att enbart öka laserns effekt.
Vad detta betyder för verklig tillverkning
Enkelt uttryckt visar studien att hur du levererar laserenergi spelar lika stor roll som hur mycket du levererar. För ultrakort bearbetning av rostfritt stål kan uppdelning av en kraftig puls i en burst av mindre, noggrant inställda subpulser avlägsna mer material per energienhet, hålla detaljer smala och undvika överdriven uppvärmning. De validerade datormodellerna och de enkla formlerna utgör ett verktygspaket som maskinbyggare och processingenjörer kan använda för att ställa in burst-parametrar för snabbare, renare och mer tillförlitlig laserbearbetning i framtida industriella tillämpningar.
Citering: Omeñaca, L., Olaizola, S.M., Rodríguez, A. et al. Optimization of ultrafast laser ablation of stainless steel in burst mode based on experimentally validated simulations and analytical modelling. Sci Rep 16, 6295 (2026). https://doi.org/10.1038/s41598-026-37443-9
Nyckelord: ultrakort laserborttagning, burst-läge bearbetning, mikrobearbetning av rostfritt stål, tvåtemperaturmodell, optimering av lasertillverkning