Clear Sky Science · sv
Experimentell och numerisk analys av kallsmide av kommersiellt rent aluminium
Formning av metalldelar med mindre spill
Från bilaxlar till flygplansfästen börjar många vardagsprodukter livet som bitar av metall som pressas till form. Denna pressning, kallad smide, kan vara slösaktig om stora mängder material måste bearbetas bort efteråt. Studien som beskrivs här undersöker hur man kan utforma aluminiumdetaljer så att de smids till former som redan ligger mycket nära slutmåttet, vilket minskar spill, energianvändning och kostnader.
Komma nära slutformen
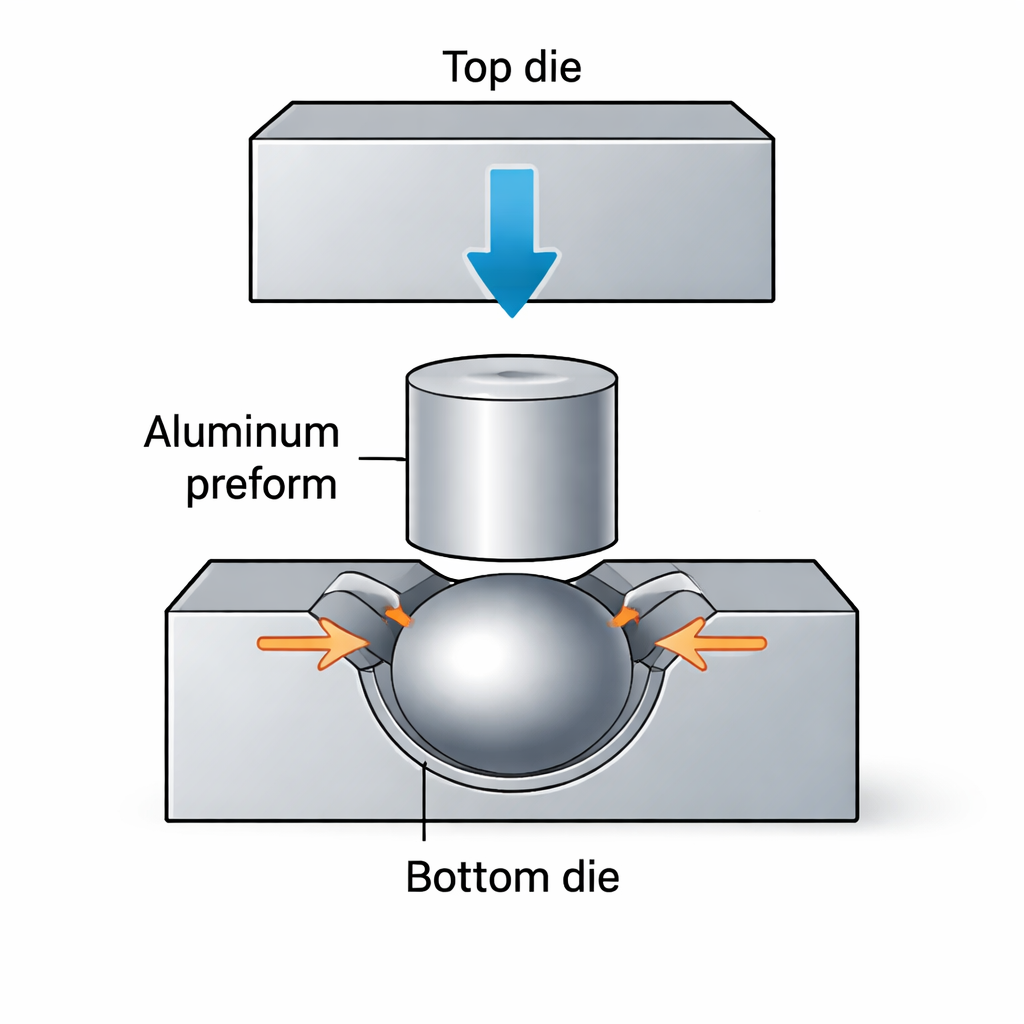
Forsningen fokuserar på "near net shape"-smide, där en metallkomponent kommer ut ur pressen nästan färdig att använda. Författarna arbetade med kommersiellt rent aluminium, en lätt metall som är vanlig i fordon, flyg och marin utrustning. Deras måldel var en metallkula med 40 millimeters diameter, formad i en matchande sfärisk hålighet i ett stålverktyg kallat ett slutet stämpelverktyg. Istället för försök-och-fel i verkstaden använde de datorbaserade simuleringar för att utforma startstycket av metall—kallat förform—så att det skulle fylla den sfäriska håligheten jämnt utan att skapa onödig flash, de tunna flikarna av överflödig metall som senare måste trimmas bort.
Test av olika startformer
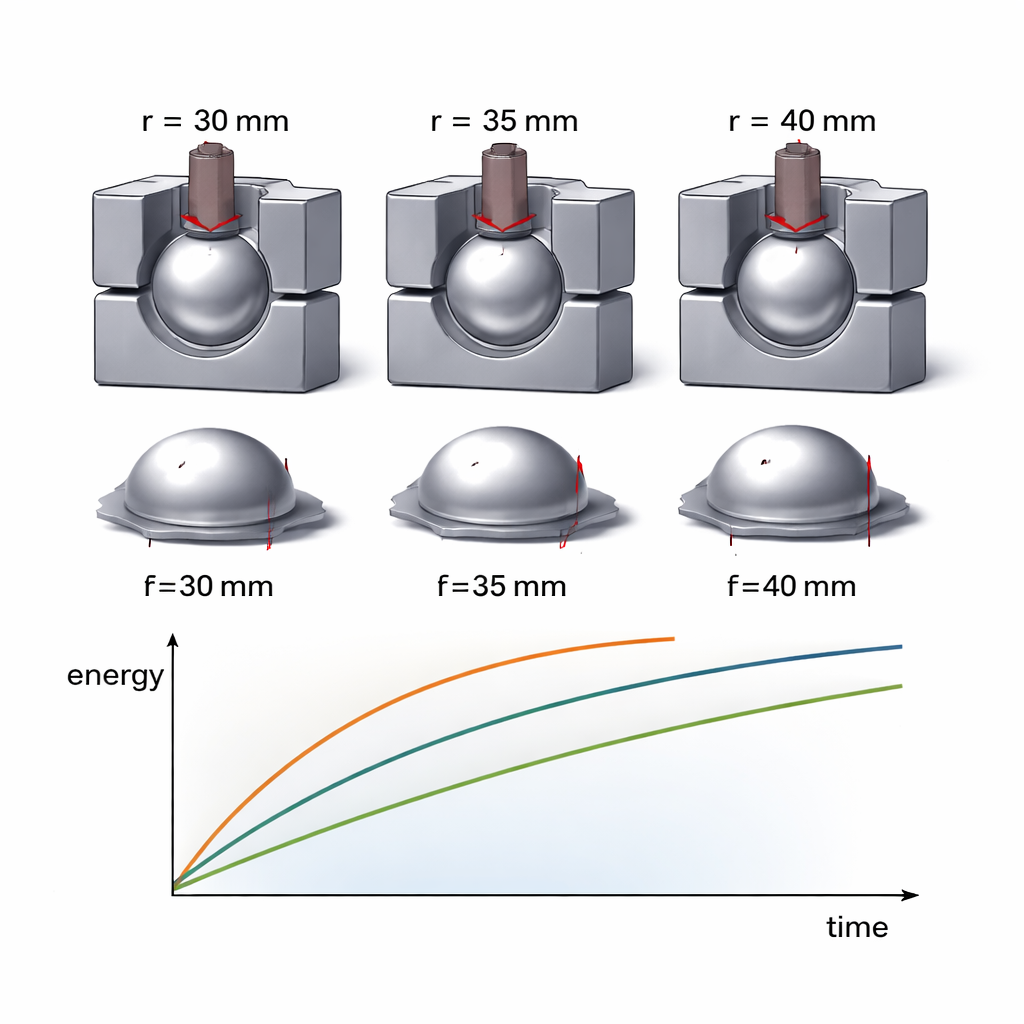
Teamet jämförde flera förformsdesigner som alla använde samma mängd aluminium. Först undersökte de enkla rektangulära och cylindriska block. Simuleringen visade snabbt att det rektangulära blocket pressade material in i verktygshörnen och skapade kraftig flash och en missformad slutprodukt. Den enkla cylindern klarade sig bättre, men lämnade fortfarande platta ytor istället för en mjuk sfär. För att förbättra resultatet gav forskarna cylindern en rundad ände. De testade sedan tre versioner av denna design, vardera med olika krökning i änden—motsvarande sfäriska radier på 40, 35 och 30 millimeter—samtidigt som volymen hölls konstant. Med hjälp av programvara för ändliga element följde de hur metallen flöt utåt och in i håligheten när överstämplen pressade ner.
Följa metallen och energin
Datorprogrammen visade att under smidet sprids aluminiumet först lätt utåt, för att sedan möta ökande motstånd när håligheten fylls och inre bakkrafter byggs upp. För varje förform steg den energi som krävdes för att fortsätta pressningen stadigt över tid, till stor del på grund av friktion mellan metall och stämpel samt för att metallen hårdnar när den pressas samman. Bland de tre rundade cylindrarna fyllde den med minsta ändradie, 30 millimeter, den sfäriska håligheten mest jämnt och krävde minst energi. Dess begränsade kontaktarea minskade friktionen och den volym som behövde tvingas in i trånga hörn, vilket förbättrade formningseffektiviteten.
Kontroll av datorn mot verkligheten
För att se om simuleringarna stämde med verkligt beteende genomförde forskarna kallsmidestester i rumstemperatur med en testpress på 100 ton och härdade stålsmatriser. De svarvade aluminiumämnen till de förformsdimensioner som presterat bäst och smidde dem in i den sfäriska håligheten. De smidda delarna blev nästan sfäriska, utan flash och med ren yta, vilket bekräftade att förformsdesignen var välgrundad. Processen behövde dock ungefär 13 % mer energi i verkligheten än vad som förutsagts, och de slutliga kulorna var något mer ovala än modellen antydde. Dessa skillnader härleddes främst till starkare friktion och mer uttalad härdning i verklig metall än vad de förenklade inställningarna i programvaran antagit.
Varför detta betyder något för tillverkning
Sammanfattningsvis visar studien att noggrant utformade förformer, vägledda av detaljerade datorbaserade simuleringar, kan hjälpa tillverkare att smida aluminiumdelar som ligger närmare slutformen, använder mindre energi och genererar mindre skrot. Även om simuleringar inte fångar varje nyans av friktion och materialbeteende visade de sig vara tillräckligt precisa för att vägleda förformsdesign och undvika många kostsamma försök. För läsaren är huvudsaklig slutsats att smart virtuell testning kan göra formningsprocesser renare, billigare och mer precisa—vilket banar väg för bättre, mer effektiv produktion av komponenter i bilar, flygplan och andra krävande tillämpningar.
Citering: Sahu, K., Singh, M., Choudhary, H. et al. Experimental and numerical analysis on cold forging of commercially pure aluminum. Sci Rep 16, 6961 (2026). https://doi.org/10.1038/s41598-026-37220-8
Nyckelord: kallsmide, aluminium, närmaste färdigform, metod med ändliga element, verktygsdesign