Clear Sky Science · sv
Jämförande analys av koppar- och grafitelektroder i EDM av Al–SiC metallmatriskompositer
Varför detta spelar roll för högteknologiska maskiner
Från vindkraftverk till rymdfarkoster förlitar sig många moderna maskiner på lätta metalldelar som måste klara intensiv värme och belastning. Aluminium–kiseldioxidkarbid (Al–SiC) metallmatriskompositer uppfyller dessa krav, men är svåra att forma med traditionella skärverktyg. Denna artikel undersöker hur en avancerad gnistbaserad process, elektrisk urladdningsbearbetning (EDM), kan forma dessa tuffa kompositer effektivare och ställer en praktisk fråga: är koppar eller grafit det bättre verktygsmaterialet för uppgiften?
Formning med gnistor istället för blad
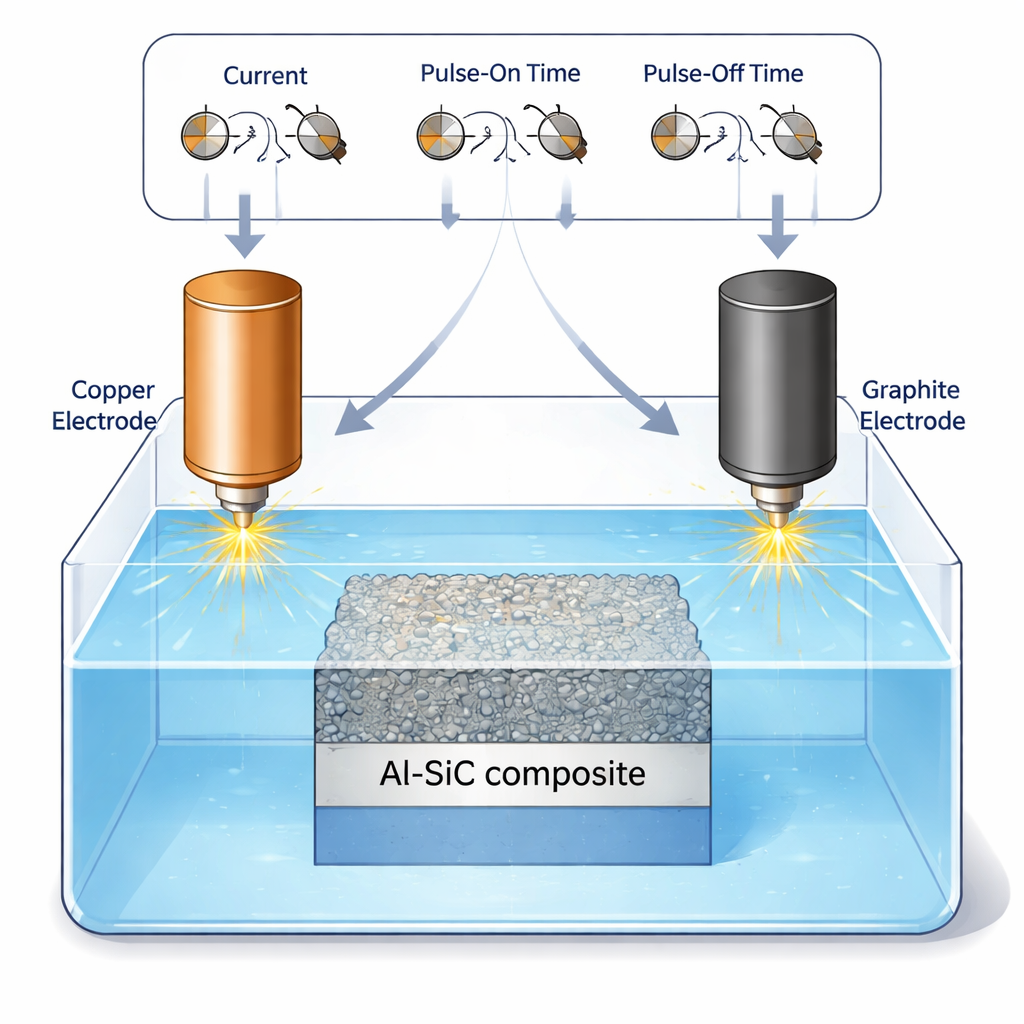
EDM fungerar mycket annorlunda än fräsning eller borrning. I en nedsänkt EDM-maskin ligger både ett fast verktygselektrod och arbetsstycket i ett bad av isolerande vätska, vanligtvis fotogen. När en kontrollerad spänning appliceras och gapet mellan verktyg och arbetsstycke är mycket litet, hoppar en serie små elektriska gnistor över gapet. Varje gnista värmer lokalt upp metallen till flera tusen grader Celsius och smälter och förångar mikroskopiska materialpartiklar. Genom att skanna och pulsera dessa gnistor kan tillverkare karva precisa håligheter i material som snabbt skulle slita ut konventionella verktyg.
Varför Al–SiC-kompositer är både användbara och problematiska
Al–SiC-kompositer kombinerar en välkänd aluminiumlegering med hårda kiseldioxidkarbidpartiklar. Aluminium håller materialet lätt, korrosionsbeständigt och relativt enkelt att gjuta, medan de keramiska partiklarna kraftigt ökar hårdhet, slitstyrka och styrka. Dessa egenskaper gör Al–SiC attraktivt för rörliga delar i högfartsystem som flygkomponenter, högprestandabilar och obemannade luftfarkoster. Nackdelen är att samma abrasiva partiklar som gör kompositen tuff även sliter ned skärverktyg, vilket ökar kostnaderna och begränsar vilka former som kan produceras. EDM kringgår detta problem eftersom gnistorna avlägsnar material utan att verktyget fysiskt slipar mot ytan.
När koppar och grafitverktyg ställs på prov
Forskarna jämförde två vanliga EDM-verktygsmaterial: mycket ledande koppar och värmetåligt grafit. Med en statistiskt planerad uppsättning experiment (en Box–Behnken-design) varierade de tre huvudinställningar i maskinen—elektrisk ström, längden på varje gnistpuls (pulse-on-tid) och pausen mellan pulserna (pulse-off-tid). För varje kombination mätte de hur snabbt material togs bort från Al–SiC-arbetsstycket (materialavverkningstakt, eller MRR) och hur snabbt verktyget själv slits bort (verktygsslitage, eller TWR). De använde sedan standardstatistiska metoder för att skilja verkliga trender från slumpmässigt brus och för att bygga matematiska samband mellan inställningarna och bearbetningsresultaten.
Vad gnistorna avslöjade om prestanda
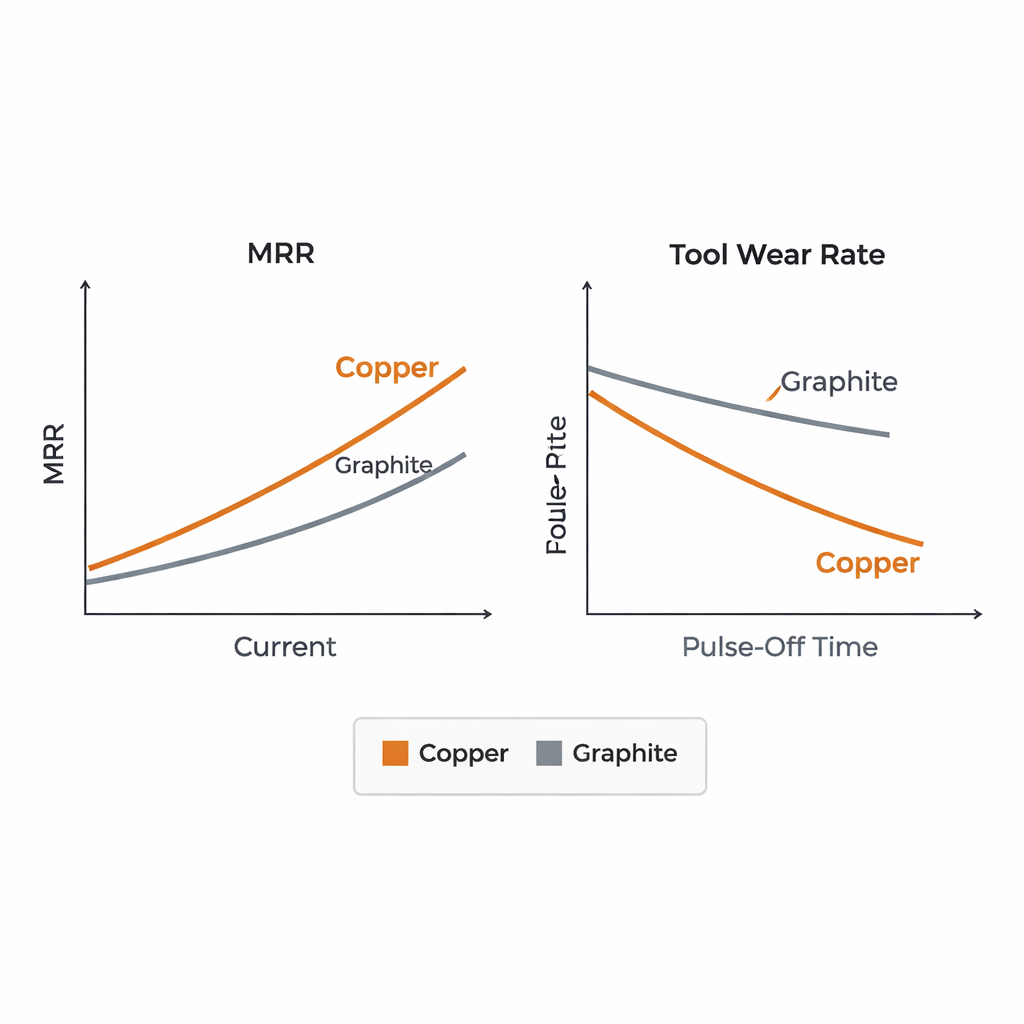
För båda verktygsmaterialen gav högre ström och längre pulse-on-tider mer energirika gnistor, vilket ökade hur snabbt kompositen bearbetades—men tenderade också att öka verktygsslitage. Längre pulse-off-tider fungerade däremot som vilopauser mellan gnistorna. Dessa pauser lät verktyget svalna och det smälta skräpet sköljas bort, vilket konsekvent minskade verktygsslitage för både koppar och grafit. När de två elektroderna jämfördes direkt presterade koppar tydligt bättre: det levererade upp till cirka 18 % högre materialavverkning samtidigt som det led ungefär 25 % mindre slitage. Mikroskopiska bilder stödde dessa siffror och visade jämnare, mindre skadade ytor på kopparverktyg än på grafit efter bearbetning.
Varför koppar kommer ut i framkant
Koppars överlägsna beteende beror främst på dess utmärkta förmåga att leda värme och elektricitet. Koppar sprider snabbt den intensiva värmen från varje gnista, vilket minskar lokal skada och gör gnistbildningen mer stabil. Grafit tål höga temperaturer, men leder inte bort värme lika effektivt, så det utsätts för mer lokal bränning och kratering. För en hetta-känslig komposit som Al–SiC spelar denna skillnad roll: koppar möjliggör snabbare, stabilare bearbetning med mindre sidoeffekter på både verktyg och arbetsstycke. Studien pekar också ut ett praktiskt recept för hög produktivitet: för kopparverktyg gav 9 A ström med måttliga pulse-on- och pulse-off-tider högst materialavverkning.
Vad detta betyder för tillverkning i praktiken
För ingenjörer och tillverkare är budskapet enkelt. Vid användning av EDM för att forma Al–SiC metallmatriskompositer är kopparelektroder i allmänhet det bättre valet och erbjuder snabbare skärning och längre verktygsliv än grafit. Genom att noggrant justera strömmen och tidpunkten för de elektriska pulserna—och tillåta tillräcklig paus mellan gnistorna för att begränsa värmeuppbyggnad—kan verkstäder bearbeta komplexa kompositdelar mer effektivt och med mindre spill. Denna vägledning hjälper till att överbrygga klyftan mellan laboratoriestudier och fabrikspraxis och stöder en bredare användning av avancerade lätta material i krävande teknologier.
Citering: Shahapur, B., Barik, D., Majumder, H. et al. Comparative analysis of copper and graphite electrodes in EDM of Al–SiC metal matrix composites. Sci Rep 16, 6729 (2026). https://doi.org/10.1038/s41598-026-37162-1
Nyckelord: elektrisk urladdningsbearbetning, aluminium kiseldioxidkarbidkomposit, kopparelektrod, grafitelektrod, verktygsslitage