Clear Sky Science · sv
Modellering och experimentell studie av skärkrafter hos en variabelstigning-kuländfräs vid femaxlig fräsning
Varför jämnare metallbearbetning spelar roll
Från jetmotorer till rymdfarkoster är många moderna maskiner beroende av metalldelar med flytande, böjda former och tunna väggar. Dessa delar måste skäras ur hårda legeringar, men varje liten vibration eller överdriven kraft under bearbetningen kan lämna märken, försvaga materialet eller förkorta dess livslängd. Denna studie tar sig an en praktisk fråga i centrum av avancerad tillverkning: hur kan vi förutsäga de krafter som verkar på en speciell typ av skärverktyg — en variabelstignings kuländfräs — så att dessa komplexa delar kan fräsas snabbare, mer exakt och med mindre risk för skadlig kolvning (chatter)?
En ny syn på ett bekant verktyg
Kuländfräsar är vanliga verktyg vars rundade spetsar kan spåra ut jämna ytor som plana verktyg inte enkelt når. Men denna runda form gör också deras beteende svårt att förutsäga. Skärhastigheten varierar från noll vid själva spetsen till ett maximum vid sidorna, och i fleraxliga maskiner lutar och svänger verktyget ständigt. Utöver detta fokuserar studien på ”variabelstigning”-verktyg, där avståndet mellan intilliggande skärkantar medvetet görs oregelbundet. Denna oregelbundna fördelning hjälper till att bryta upp vibrationer, men komplicerar också hur krafterna byggs upp under skärningen. För att hantera detta bygger författarna en detaljerad matematisk modell som kopplar verktygets geometri och rörelse till de krafter det genererar vid verklig bearbetning.
Kartläggning av den osynliga kontakten mellan verktyg och metall
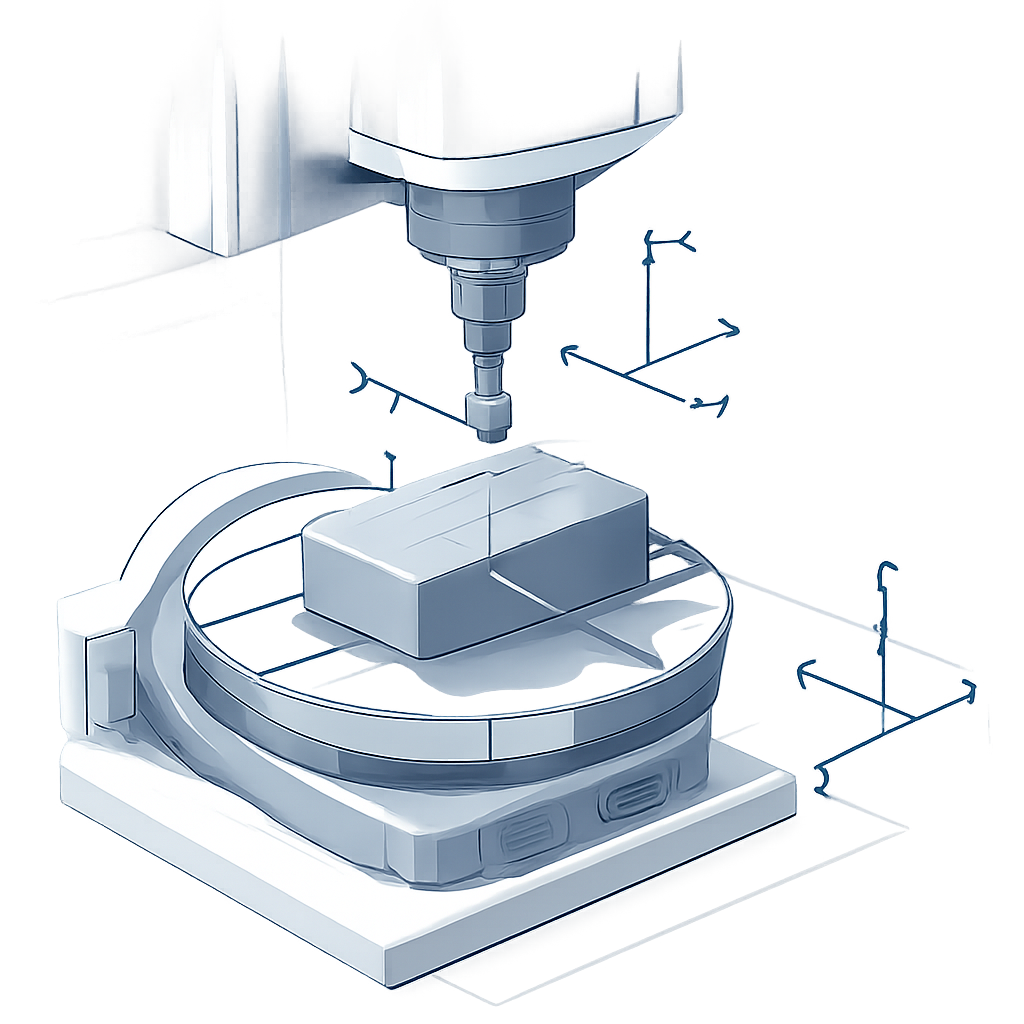
I arbetets kärna finns en noggrann beskrivning av hur skärkanten faktiskt möter metallen. Författarna definierar flera koordinatsystem: ett fäst vid maskinen, ett vid arbetsstycket, ett vid verktyget och ett som följer matningsriktningen. Med dessa referensramar beskriver de exakt var varje litet segment av skärkanten befinner sig i rummet vid varje ögonblick. Istället för att försöka spåra en fullt tredimensionell, rörlig kontaktzon direkt — vilket skulle vara extremt komplext — projicerar de engageringsområdet på ett plant plan vinkelrätt mot verktygets axel. Denna kloka förenkling låter dem för varje mikroskopiskt stycke av skärkanten bestämma vid vilka vinklar det går in och ut ur materialet och hur djupt det biter.
Bygga upp krafter från små delar
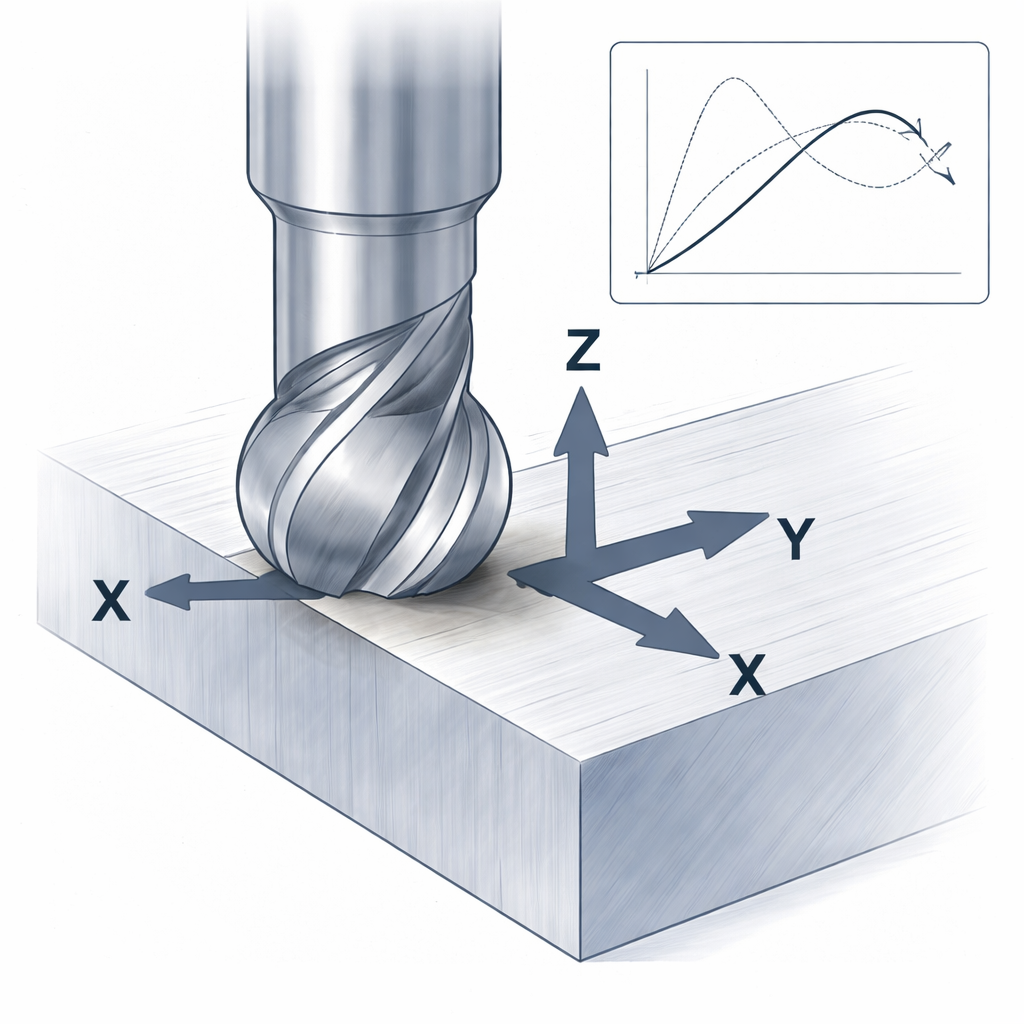
När kontakten är känd behandlar studien skärkanten som en stapel av mycket små element längs verktygets axel. För varje element räknar modellen ut hur tjockt spånet blir och hur långt det stycket av kanten är. Den lokala skärkraften delas sedan upp i två komponenter: en från skjuvning av materialet och en mindre ”ploughing”-effekt när kanten gnider och trycker. Dessa elementära krafter uttrycks längs tre riktningar — tangentiell, radiell och axiell — och omräknas sedan till verktygets egna X-, Y- och Z-riktningar och summeras över hela skärkanten. Eftersom variabelstigningsverktyg inte delar samma matningsförhållanden på varje tand justerar modellen också spåntjockleken tand för tand, vilket fångar hur oregelbunden fördelning omformar kraftmönstret och hjälper till att dämpa vibrationer.
Från ekvationer till verkliga titanspån
En modell är bara användbar om den stämmer med verkligheten, så teamet genomförde kontrollerade frästester på titanlegeringsplåtar — ett material som är mycket använt i flygindustrin för sin styrka och värmebeständighet. Med en fyrtandad variabelstignings kuländfräs på en femaxlig maskin mätte de krafter i tre riktningar med en precisionskraftsensor samtidigt som de varierade skärdjup och matning per tand. Istället för de vanliga fullspårssnitten använde de grunda pass som liknar verkliga efterbearbetningsoperationer, där ofta bara en tand skär åt gången. Från dessa mätningar extraherades genomsnittliga krafter för varje enskild tand och användes för att kalibrera de okända skärkraftskoefficienterna i deras ekvationer, vilket gjorde att modellen kunde anpassas till verktygets och materialets verkliga beteende.
Hur väl förutsägelserna håller
Med de kalibrerade koefficienterna i hand körde författarna simuleringar med samma skärförhållanden som experimenten och jämförde direkt förutsagda och uppmätta krafter. Vågor, toppar och dalar i alla tre riktningar stämde väl överens, och en detaljerad felanalys visade att avvikelsen var högst 6,74 procent. Denna noggrannhet är tillräckligt hög för att stödja praktiska uppgifter som att välja säkra skärparametrar, undvika chatter och optimera verktygsdesign. Studien visar också hur förändrade lutningsvinklar hos verktyget omformar kontaktområdet och flyttar var längs kuländan lasten bärs, vilket ger en mer intuitiv bild för processplanerare.
Vad detta betyder för framtidens bearbetning
För icke-specialister är slutsatsen att detta arbete erbjuder ett vetenskapsbaserat sätt att förutsäga vad ett komplext skärverktyg kommer att göra innan metall faktiskt skärs. Genom att kombinera geometrisk insikt, fysiken bakom spånbildning och målinriktade experiment skapade författarna en kraftmodell anpassad för variabelstignings kuländfräsar vid fleraxlig efterbearbetning. Detta kan hjälpa tillverkare att pressa maskiner hårdare utan att offra ytfinish, förkorta försöks-och-fel-uppsättning och utforma verktyg och verktygsvägar som håller vibrationerna i schack. I längden stöder sådana modeller mer pålitlig produktion av lätta, högpresterande delar som används i flygplan, turbiner och andra krävande teknologier.
Citering: Tian, W., Zhou, J., Ren, J. et al. Modeling and experimental study of cutting forces of a variable pitch ball-end cutter in five-axis milling. Sci Rep 16, 6541 (2026). https://doi.org/10.1038/s41598-026-36982-5
Nyckelord: femaxlig fräsning, variabelstigningsverktyg, kuländfräsning, modellering av skärkrafter, titanbearbetning