Clear Sky Science · sv
Optimering av processparametrar för alumania-keramiska delar tillverkade med fused deposition modelling
Varför starkare 3D‑utskrivna delar spelar roll
När 3D‑utskrift går från hobbynivå till riktiga industrikomponenter vill tillverkarna ha delar som inte bara är lätta att forma utan också starka, värmetåliga och hållbara. Keramer, såsom aluminiumoxid (alumina), är redan oumbärliga i motorer, elektronik och medicinska verktyg, men de är notoriskt svåra att bearbeta. Denna studie undersöker hur man på ett pålitligt sätt 3D‑skrivert aluminiadelar med en vanlig skrivare i desktop‑stil och lägger fram ett steg‑för‑steg‑recept som andra kan följa och jämföra, ungefär som en standardiserad bakmetod för mycket krävande ingredienser.
Att göra om en plastskrivare till ett keramiskt verktyg
Forskarna arbetar med fused deposition modelling (FDM), samma grundläggande teknik som många konsumentorienterade skrivare använder när de smälter en plastfilament och lägger ut den i tunna strängar. Istället för ren plast matar de skrivaren med en kompositfilament som blandar aluminiumoxidpulver med en avtagbar polymerbindemedel. Efter utskrift måste plasten tvättas bort och brännas ut, vilket lämnar en tät keramisk del. Eftersom små förändringar i temperatur, hastighet eller lagertjocklek kan få det utskrivna objektet att deformeras, spricka eller förlora detaljer är teamets huvudmål att bygga ett strukturerat förfarande som hittar pålitliga inställningar för detta svårhanterliga material och dokumenterar hur delarna beter sig.
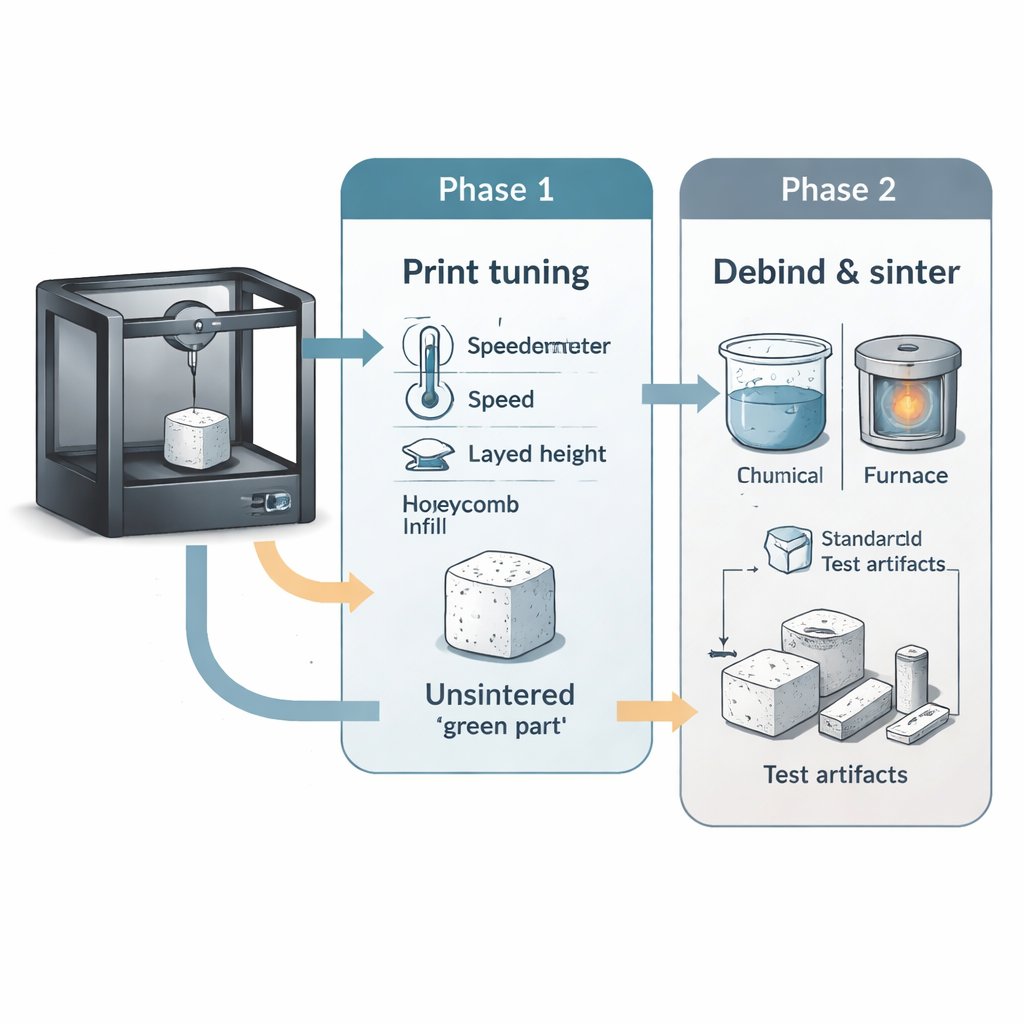
En tvåfasig metod för bättre utskrifter
Optimeringen är uppdelad i två faser. I första fasen fokuserar teamet uteslutande på utskriftssteget och arbetar med så kallade ”green” delar som ännu inte har genomgått kemisk eller termisk behandling. De skriver ut enkla testformer och justerar munstyckets temperatur, byggplattans temperatur, utskriftshastighet, lagertjocklek, väggtjocklek och infyllnadsmönster genom flera iterationer. Att sänka utskriftshastigheten långt under vad som används för vanliga plaster och välja en måttlig lagertjocklek (0,15 mm) visar sig vara avgörande för konsekventa väggar och plana bottnar. De finjusterar också avståndet mellan munstycket och byggplattan för att undvika glipor eller tilltryckta lager i bottenytan.
Justera för krympning och värme
I andra fasen förs de utskrivna delarna igenom den fullständiga keramiska processen: först ett kemiskt bad i aceton för att lösa upp en del av bindemedlet och därefter en lång, noggrant kontrollerad värmebehandling i en ugn för att avlägsna resten och sintra aluminiumoxiden vid cirka 1550 °C. Dessa steg får delarna att krympa med ungefär en femtedel i varje riktning och kan introducera deformeringar eller sprickor. För att hantera detta varierar teamet systematiskt skalfaktorer i designen, antalet solida botten‑ och toppskikt, antalet vägglinjer samt den interna infyllnadstätheten och mönstret. Därifrån härleder de en uppsättning skala‑ och strukturella inställningar som ger delar tillräckligt tjocka och robusta för att klara efterbearbetningen utan att kollapsa, men inte så täta att lösningsmedel eller gaser blir instängda.
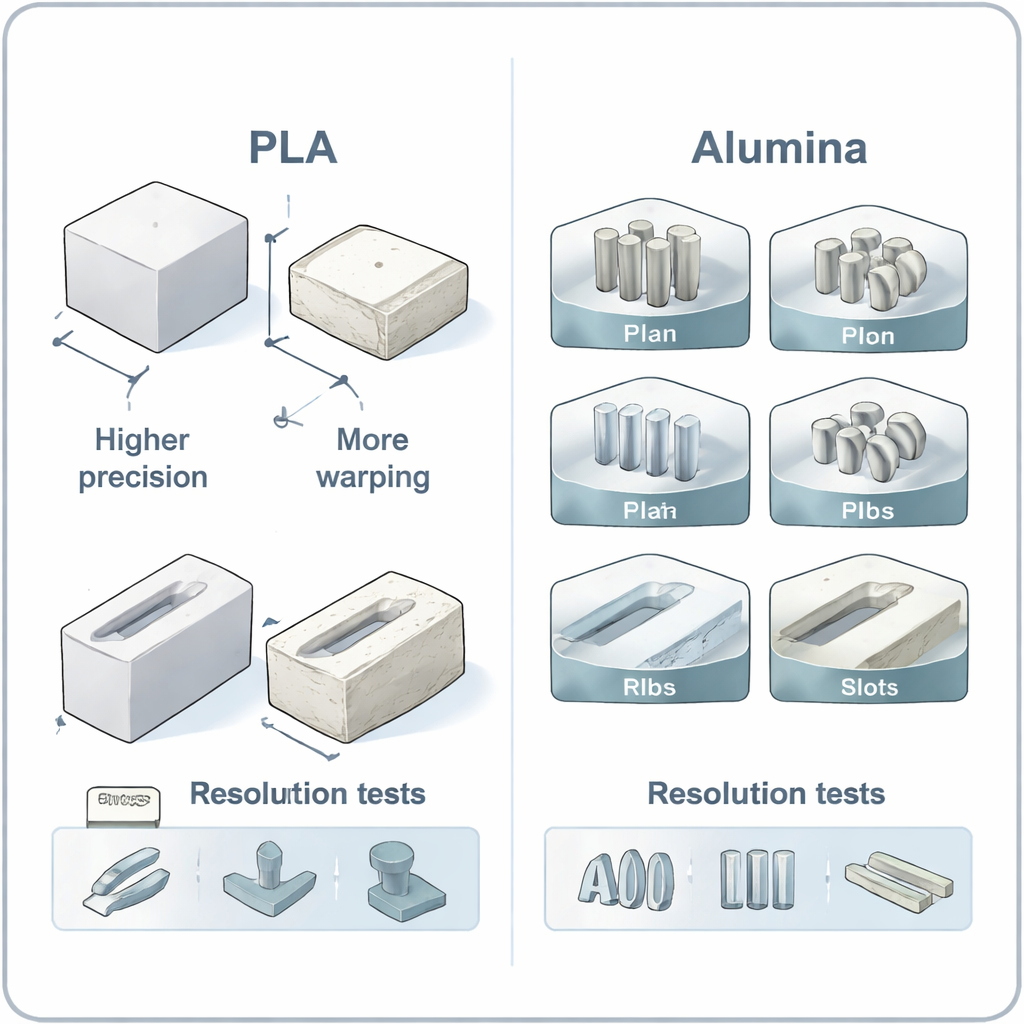
Testning av processen
För att bedöma hur väl deras optimerade inställningar fungerar skriver författarna ut standardiserade ”testobjekt” definierade i en internationell ISO‑standard. Dessa former undersöker tre praktiska egenskaper: övergripande dimensionsnoggrannhet, de minsta detaljer skrivaren fortfarande kan återge (upplösning) och ytfinish, inklusive på sluttande överhäng. De tillverkar kompletta uppsättningar både i aluminiumoxid och i det välkända plastmaterialet PLA, med respektive materials välkända bästa inställningar. Noggranna mätningar visar att aluminiumoxiddelar generellt krymper och vrider sig mer, särskilt efter högtemperaturbehandlingen i ugnen, vilket försämrar noggrannheten i alla tre axlar. Fina stift och små hål som är möjliga i PLA kan deformeras, försvinna under lösningsmedels‑ och värmebehandlingarna eller smälta igen i aluminiumoxid.
Vad detta innebär för verklig användning
För en icke‑specialist är huvudslutsatsen att man faktiskt kan producera funktionella aluminiumoxidkeramiska delar på en FDM‑stil 3D‑skrivare, men de når ännu inte upp till precisionen och ytjämnheten hos välutskriftade plastdelar. Arbetet ger en tydlig, reproducerbar väg för att ställa in temperaturer, hastigheter, vägg‑ och infyllnadsinställningar samt skalningskorrigeringar, och det visar var dagens begränsningar finns: deformering under uppvärmning, förlust av mycket små detaljer och grövre ytor vid branta överhäng. Genom att formalisera detta optimeringsarbetsflöde och lyfta fram kvarvarande svaga punkter i avbindnings‑ och sintringsstegen ger studien industrin och forskare en konkret utgångspunkt för att förvandla lågkostnadsskrivare till mer kapabla keramiska tillverkningsverktyg.
Citering: Meana, V., Meana, L., Cuesta, E. et al. Process parameter optimization for alumina ceramic parts manufactured by fused deposition modelling. Sci Rep 16, 6072 (2026). https://doi.org/10.1038/s41598-026-36153-6
Nyckelord: keramisk 3D-utskrift, fused deposition modeling, aluminiumoxid, processor-optimering, additiv tillverkning