Clear Sky Science · sv
Kvalitetsprognos med multiskaliga konvolutionella VAE:er för tunna plåtdetaljer
Varför det är viktigt att tunna metalldelar håller formen
Från flygplansribbor till karosseramarar, förlitar sig många moderna maskiner på tunna metalldelar som måste skäras till extremt snäva mått. Om dessa delar blir skeva eller hamnar ens en hårsmån utanför toleransen kan de vibrera, slitas ut eller gå sönder mycket tidigare än förväntat. Att tillverka sådana detaljer med hög precision är ändå förvånansvärt svårt: materialet böjer sig under skärkrafterna och de signaler som ingenjörer kan mäta under bearbetningen är korta, brusiga och komplexa. Denna studie undersöker hur en AI-modell kan övervaka dessa krafter i realtid och tillförlitligt förutsäga om varje liten egenskap på en tunn plåt kommer att uppfylla dimensionstoleranserna, vilket potentiellt kan minska inspektionstid och skrot.
Tunna plåtar som böjer sig medan du skär
Tunnväggiga komponenter är attraktiva eftersom de är lätta men starka, vilket är idealiskt för flyg- och bilindustrin. Nackdelen är att de beter sig lite som stämgafflar vid bearbetning: när skärverktyget avlägsnar material flexar de lågstyva väggarna och återfjädrar, vilket leder till subtila dimensionsfel. Traditionella datorsimuleringar kan uppskatta dessa deformationer men har svårt med snabbt föränderliga skärkrafter och variationer mellan delar. Direktmätningar med högprecisionsmätinstrument efter bearbetning är exakta men långsamma och kan inte förhindra att felen uppstår i första hand. Som ett resultat har tillverkare vänt sig till datadrivna metoder som försöker lära sig den komplexa kopplingen mellan skärvillkor, sensorsignaler och slutlig detaljkvalitet.
Lära ett neuralt nät att läsa skärkrafter
Författarna föreslår ett specialiserat neuralt nät, kallat Multi-SPP-VAE, som omvandlar råa skärkraftssignaler till prognoser av dimensionella fel för varje liten spår eller hål på en tunn aluminiumplåt. Under experimenten bearbetade de 25 plåtar av aluminium 6061, vardera med ett runt hål och fem rektangulära spår, under dussintals kombinationer av varvtal, matningshastighet och spåndjup. Medan en precisiondynamometer registrerade tredimensionella skärkrafter i hög takt fångade en koordinatmätmaskin senare de verkliga måtten på varje funktion. Utmaningen för modellen är att lära sig, från många korta utsnitt av brusig kraftdata, hur mycket varje funktion i slutändan blir för lång, för kort, för bred eller för smal.
Granska signaler på många tidsskalor
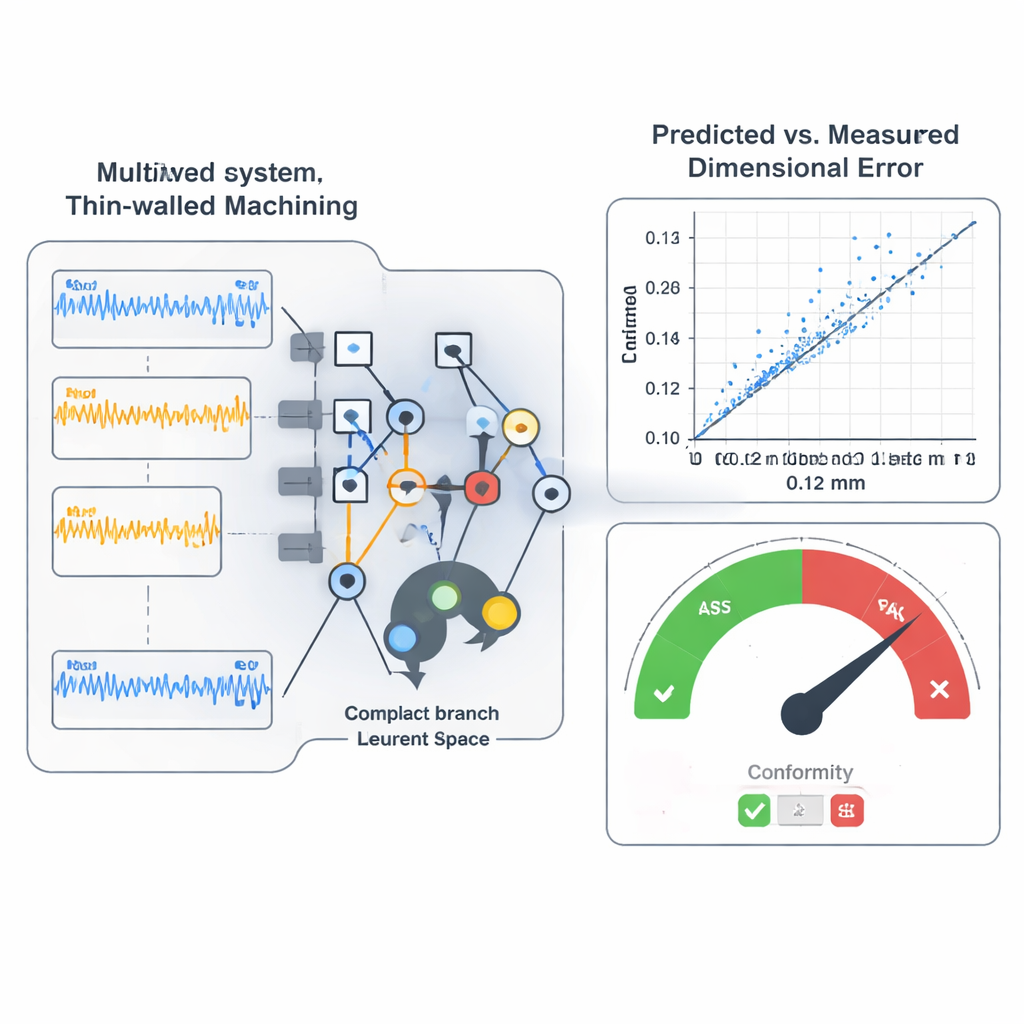
I kärnan av systemet finns en multiskalig funktionsextraherar. Istället för att betrakta kraftsignalen genom ett enda ”objektiv” bearbetar nätverket varje tidsfönster genom flera parallella grenar: en fokuserar på fina, högfrekventa detaljer (som plötsliga stötar vid verktygsingång), medan andra fångar långsammare trender när verktyget sveper längs en vägg. Dessa grenar kombineras till en kompakt intern kod som bevarar de mest informativa mönstren och undertrycker låg-nivå-brus. Viktigt är att denna kod inte bara används för att återskapa ingången; den tränas direkt för att förutsäga det uppmätta dimensionsfelet, vilket hjälper modellen att fokusera på mönster som faktiskt är viktiga för noggrannheten.
Blanda processinställningar med sensordata
Bearbetningskvaliteten beror inte enbart på krafterna utan också på hur maskinen är inställd. För att fånga detta smälter modellen samman den inlärda kraftbaserade koden med nyckelparametrarna för processen: varvtal, matning och spåndjup. Dessa värden matas in i nätverkets inre representation snarare än att behandlas som en eftertanke. Detta gör att en enda modell kan hantera en mängd olika skärförhållanden utan att bli "övertränad" på ett enda favoritrecept. Ett ytterligare optimeringssteg använder en sökmetod inspirerad av gråvargars jaktbeteende för att automatiskt finjustera inlärningshastor och regulariseringsinställningar. Denna automation gör modellen mer repeterbar och lättare att distribuera, vilket skonar ingenjörer från tidsödande parameterjusteringar genom försök och fel.
Hur precisa och tillförlitliga är prognoserna?
För att testa robustheten skapade författarna flera dataset genom att dela upp kraftspåren i överlappande fönster på olika sätt, och jämförde sedan sin modell med välkända alternativ som konventionella konvolutionella och rekurrenta neurala nät. I samtliga dataset uppnådde Multi-SPP-VAE lägre prognosfel och mer stabila resultat mellan körningar. I praktiska termer reproducerade den godkänna/icke-godkänna-besluten från koordinatmätmaskiner för ungefär 93 % av funktionerna inom ett toleransband på ±0,02 mm. De flesta avvikelserna uppstod precis vid toleransgränsen, där även små avvikelser på några mikrometer kan vända beslutet. Viktigt är att det valda nätverksstorleken kan köras i realtid på en standardarbetsstation med ett mellanklass-grafikkort, vilket gör det gångbart för processnära övervakning snarare än enbart för offlineanalys.
Vad detta betyder för framtidens smarta fabriker
För icke-specialister är huvudbudskapet att detta arbete visar hur noggrant utformad AI kan fungera som en realtids kvalitetsinspektör för känsliga bearbetade detaljer. Genom att kombinera rika vyer av skärkraftsignaler på flera tidsskalor med kunskap om aktuella maskininställningar förutsäger den föreslagna modellen om varje funktion på en tunn plåt sannolikt ligger inom eller utanför tolerans, med prestanda verifierad mot rigorösa laboratoriemätningar. Även om studien fokuserar på aluminiumplåtar med specifika spår och hål, pekar tillvägagångssättet mot smartare bearbetningssystem som kan justera skärförhållanden i realtid, minska belastningen på efterföljande inspektion och upptäcka gränsfall innan de orsakar problem i bruk.
Citering: Su, X., Liu, Y. & Li, J. Quality prediction using multiscale convolutional VAEs for thin plate parts. Sci Rep 16, 5499 (2026). https://doi.org/10.1038/s41598-026-35186-1
Nyckelord: tunnväggsfräsning, dimensionsnoggrannhet, skärkraftsignaler, djupinlärningsprognoser, intelligent tillverkning