Clear Sky Science · sv
Testning av fräsverktyg med konforma kylkanaler tillverkade med selektiv lasersmältning
Kyligare verktyg för jämnare bearbetning
Moderna fabriker förlitar sig på metallsvarvnings- och fräsverktyg som måste tåla stora krafter och intensiv värme. Denna studie visar hur 3D‑utskrift kan skapa en smartare fräs med små böjda kanaler inuti som leder kylmedel ända fram till skärkanten. Genom att designa om verktyget inifrån och ut och noggrant testa metallen det tillverkas av skapade författarna en fräs som håller sina skär insatser kallare och mer hållbara än ett standardverktyg.
Varför verktygstemperatur spelar roll
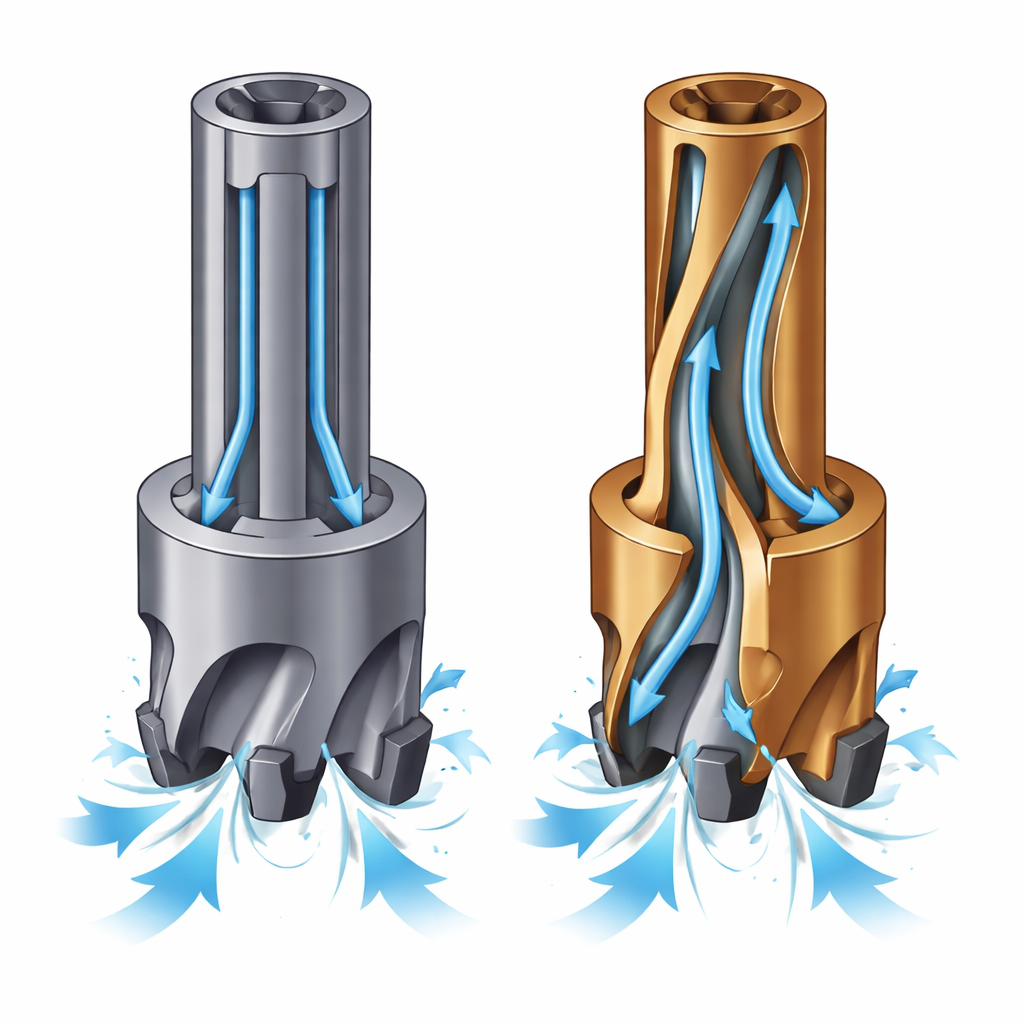
När en roterande fräs bearbetar stål eller aluminium värms kontaktzonen mellan insatsen och arbetsstycket snabbt upp. Om denna värme inte avlägsnas mjuknar skärkanten, slits snabbare och kan till och med flisa eller gå av. Konventionella fräsverktyg har raka borrade hål som för kylmedel någonstans i närheten av insatserna, men inte exakt där det behövs mest. När bearbetningshastigheter och produktivitetskrav ökar blir detta äldre sätt att kyla en begränsande faktor, som förkortar verktygslivslängden och ökar kostnaderna.
Att bygga en ny typ av fräs
Teamet använde metall‑3D‑utskrift, specifikt selektiv lasersmältning, för att tillverka kroppen till en 25‑millimeters fräs av ett högdragigt maragingstål känt som M300. Innan de litade på detta material i ett krävande verktyg skrev de ut och värmebehandlade provbitar, undersökte deras inre struktur och mätte styrka och hårdhet. Mikroskop visade ett tätt stål med endast små porer och många nanoskala partiklar som bildats under värmebehandlingen, vilket avsevärt ökade hårdheten och motståndet mot deformation. Dessa kontroller bekräftade att det utskrivna stålet säkert kunde hantera de tunga laster som uppstår vid skärning.
Att forma kylbanor som följer eggen
När materialet var kvalificerat designade författarna en ny fräskropp vars dolda kanaler böjer sig så att kylmedlet lämnar precis bakom varje insats skärkant. Datorsimuleringar användes för att säkerställa att dessa kanaler och den övergripande formen inte skulle försvaga verktyget under belastning. Finita element‑analyser visade att spänningarna i den 3D‑utskrivna konstruktionen höll sig långt under stålets hållfasthet och till och med var lägre än i ett konventionellt verktyg, delvis eftersom den nya geometrin undvek skarpa hörn som koncentrerar spänning. Efter utskrift bearbetades endast de viktigaste kontaktytorna och gängorna till precision så att standardiserade kommersiella insatser kunde monteras exakt.

Sätta det utskrivna verktyget på prov
Forskarna jämförde sedan den 3D‑utskrivna fräsen med en traditionell helkropp i en serie verkliga bearbetningstest. De utförde planfräsning, spårsvarvning och axelfräsning på aluminium och konstruktionstål, och körde senare långtids hållbarhetstester på verktygsstål, både i mjukt tillstånd och efter härdning. De mätte skärkrafter med en dynamometer och ytjämnhet med högupplöst optisk utrustning, och följde hur snabbt insatserna slits under både torra skärningar och vid intern kylning. I nästan alla skäroperationer krävde det utskrivna verktyget lägre skärkrafter, vilket innebar att det skar lättare. Ytkvaliteten var ibland något sämre för den utskrivna kroppen, ett resultat de spårade till mindre obalans eftersom inte alla yttre ytor var fullständigt efterbearbetade.
Kylfokuserad design förlänger verktygsliv
Den tydligaste fördelen med de konforma kylkanalerna framträdde i hållbarhetstesterna. När kylmedel matades genom verktyget höll insatser monterade i den 3D‑utskrivna kroppen ungefär 20 procent längre än de i den konventionella fräsen, tack vare mer direkt kylning av skärkanten och bättre spåntransport. Vid torrskärning, där inget kylmedel användes, presterade båda verktygen likartat, vilket bekräftar att huvudvinsten kom från den förbättrade kylvägen snarare än någon annan designdetalj. Sammanfattningsvis visar resultaten att metall‑3D‑utskrift kan leverera täta, starka verktygskroppar med inbyggda böjda kanaler som traditionell borrning inte kan åstadkomma, vilket öppnar dörren för mer hållbara och effektiva fräsar, särskilt för svårbearbetade material.
Citering: Kolomy, S., Slany, M., Sedlak, J. et al. Testing of milling cutter with the conformal cooling channels produced by the selective laser melting technology. Sci Rep 16, 9599 (2026). https://doi.org/10.1038/s41598-025-31338-x
Nyckelord: 3D‑utskrivna skärverktyg, konforma kylkanaler, maragingstål M300, fräshållbarhet, selektiv lasersmältning