Clear Sky Science · sv
Polymerverktyg för plåtformning via additiv tillverkning: en kombinerad simulations- och experimentstudie
Varför plastverktyg för metall kan vara viktiga för dig
Moderna produkter, från bilar till hushållsmaskiner, bygger på plåt som skärs och formas till komponenter. Traditionellt är de tunga verktyg som pressar och böjer dessa plåtar gjorda av stål, vilket är dyrt och tidskrävande att bearbeta. Denna studie utforskar en annan väg: att använda starka plastverktyg som framställts med 3D-skrivare för att forma verklig stål- och aluminiumplåt. Om sådana verktyg visar sig vara tillräckligt precisa och hållbara för små serier, kan tillverkare prototypa nya konstruktioner snabbare, billigare och med mindre spill—fördelar som i slutändan kommer konsumenterna till godo genom billigare och mer anpassade produkter. 
Från digital design till plastformverktyg
Forskarna koncentrerade sig på två vanliga formningssteg: att dra ett grunt bägarmontering och att böja en plåstremsa till en V-form. Istället för konventionella stålverktyg 3D-printade de stansar och dorn i två konstruktionsplastmaterial. För bägardragning användes en seg variant av polylaktid (PLA Pro); för V-böjning printades verktyg i ABS, en plast som ofta förekommer i hållbara konsumentprodukter. Med industrimaskiner för fused deposition modeling finjusterade de inställningar som lagertjocklek, infill-mönster och temperatur så att de utskrivna verktygen blev styva, dimensionellt stabila och tillräckligt starka för att tåla upprepat lastning i en press.
Testa plåtformning i den virtuella världen
Innan de gick till verkstaden byggde teamet detaljerade datormodeller av båda processerna. De använde elementsimulering (finite element analysis) för att förutsäga hur två vanligt använda plåtmaterial—rostfritt stål SS304 och aluminiumlegering AA6061—skulle deformeras, tunnas ut eller gå sönder under olika stansradier, platttjocklekar och krafter. Simulationerna kontrollerade också hur mycket spänning och utslag de plastiska verktygen själva skulle utsättas för. För bägardragning visade digitala experiment att en stansradie på 6 mm och en plåttjocklek på 1 mm gav en bra balans: metallen flöt jämnt in i dornet, ut tunnningen hölls under allmänt accepterade säkerhetsgränser och den plastiska stansen och dornet förblev väl inom sina hållfasthetsmarginaler.
Sätta 3D-utskrivna verktyg i arbete
Med dessa optimerade inställningar genomförde teamet systematiska försök på hydrauliska pressar. PLA Pro-verktyg användes för att dra bägare ur 1 mm tjocka stål- och aluminiumskivor, både med och utan en blank holder-ring för att kontrollera veckning. Parallellt böjde ABS-V-dorn och stansar remsor av samma metaller till vinklar på 30°, 45° och 60°. Över flera dussin prover mätte de krafter, slutliga former, väggtjocklek och vanliga formningsfel som veck, sprickor eller rivningar. Dessa mätningar jämfördes sedan med datorprognoserna för att se hur väl verkliga last–förskjutningskurvor och formade geometrier överensstämde med de virtuella motsvarigheterna. 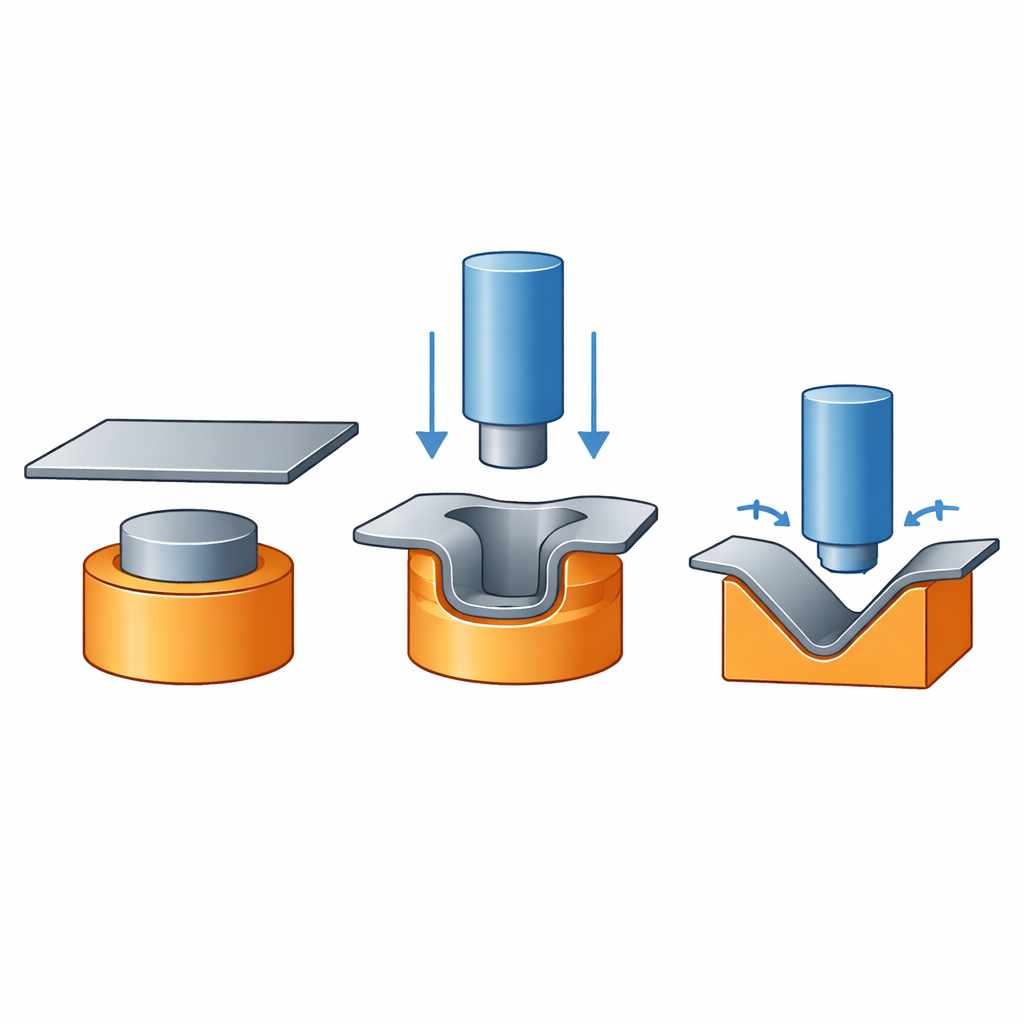
Hur väl höll plastverktygen?
Resultaten var lovande. Vid bägardragning gick båda metallerna att forma utan synliga sprickor eller allvarliga ytfel, och maximal ut tunnning i väggarna hölls inom det allmänt accepterade säkra intervallet. Rostfritt stål krävde högre krafter men uppvisade mer enhetlig tjocklek och en större säkerhetsmarginal före brott, medan aluminium krävde mindre kraft men tunnades mer där stansen böjde plåten. För V-böjning producerade de plastiska verktygen vinklar och böjlängder som skilde sig från teori och simulering med endast några hundradels procent—tillräckligt litet för att vara försumbar i de flesta prototyp- eller småseriesammanhang. Slitage på de 3D-printade verktygen var måttligt: ABS-dorn visade endast mindre polering och skovmärken efter partiella böjserier, och PLA-bägardorna degraderades främst efter intensivare användning, vilket författarna kopplade till verktygslivets begränsningar snarare än enkelfel.
Spara tid och pengar samtidigt som noggrannheten bibehålls
Eftersom plast är lättare och enklare att forma än stål, granskade teamet även kostnaderna. För bägardragningsverktygen var 3D-utskrivna PLA Pro-set något billigare än motsvarande stålverktyg och avsevärt snabbare att producera, särskilt när bearbetning och ytbehandling för metalldorn beaktades. I V-böjning var ABS-verktyg ungefär hälften så kostsamma som stålverktyg för partistorlekar upp till cirka 60 delar; bortom det blev stål mer ekonomiskt tack vare sin längre livslängd. Sammantaget visar arbetet att även om 3D-utskrivna polymerverktyg inte kommer att ersätta härdat stål i storskalig produktion, erbjuder de ett övertygande alternativ för tidig prototypframtagning, experimentella studier och korta serier. I praktiska termer innebär det att tillverkare kan iterera fler konstruktioner snabbare och med mindre spill—vilket hjälper till att få bättre, mer anpassade produkter ut på marknaden snabbare.
Citering: Bhatia, C.V., Patel, D., Vats, R. et al. Polymer additive manufacturing tools for sheet metal forming: a combined simulation and experimental study. Sci Rep 16, 9293 (2026). https://doi.org/10.1038/s41598-025-30841-5
Nyckelord: additiv tillverkning, 3D-utskrivna verktyg, plåtformning, snabb prototypframställning, polymerstansar och dorn