Clear Sky Science · ru
Дизайн ультразвукового мета-буферного стержня в форме кукурузы для онлайн-мониторинга температуры при аддитивном производстве
Поддержание температуры 3D-принтеров под контролем
Аддитивное производство — более известное как 3D‑печать — вышло из лабораторий в фабрики, больницы и даже дома. Но одна настойчивая проблема остаётся: на удивление трудно точно знать, насколько горячий пластик, когда он плавится и течёт через сопло принтера. При колебаниях температуры напечатанные детали могут деформироваться, трескаться или терять прочность. В этой работе предложен компактный металлический вставной элемент в форме кукурузного початка, который позволяет инженерам в реальном времени отслеживать эти температуры даже в суровой горячей зоне рядом с соплом, не повреждая чувствительную электронику.
Почему контроль тепла важен при повседневной 3D‑печати
Многие популярные 3D‑принтеры используют технологию FDM, где твёрдая нить проталкивается через нагретое сопло, плавится и укладывается слой за слоем. Если расплавленный филамент слишком холодный, он может плохо сцепляться между слоями; если слишком горячий, он может провисать или забивать сопло. Обычные датчики температуры, такие как термопары или встроенные термисторы, измеряют только в точке на металлическом блоке, а не внутри движущегося потока пластика. Камеры, которые выводят температуру по инфракрасному излучению, испытывают трудности из‑за отражений и меняющихся свойств поверхности. По мере того как принтеры становятся быстрее и начинают комбинировать несколько материалов в одной детали, отсутствие надёжной информации о температуре в процессе превращается в серьёзное препятствие для качества и безопасности.
Металлический стержень, вдохновлённый кукурузой, выполняет две задачи
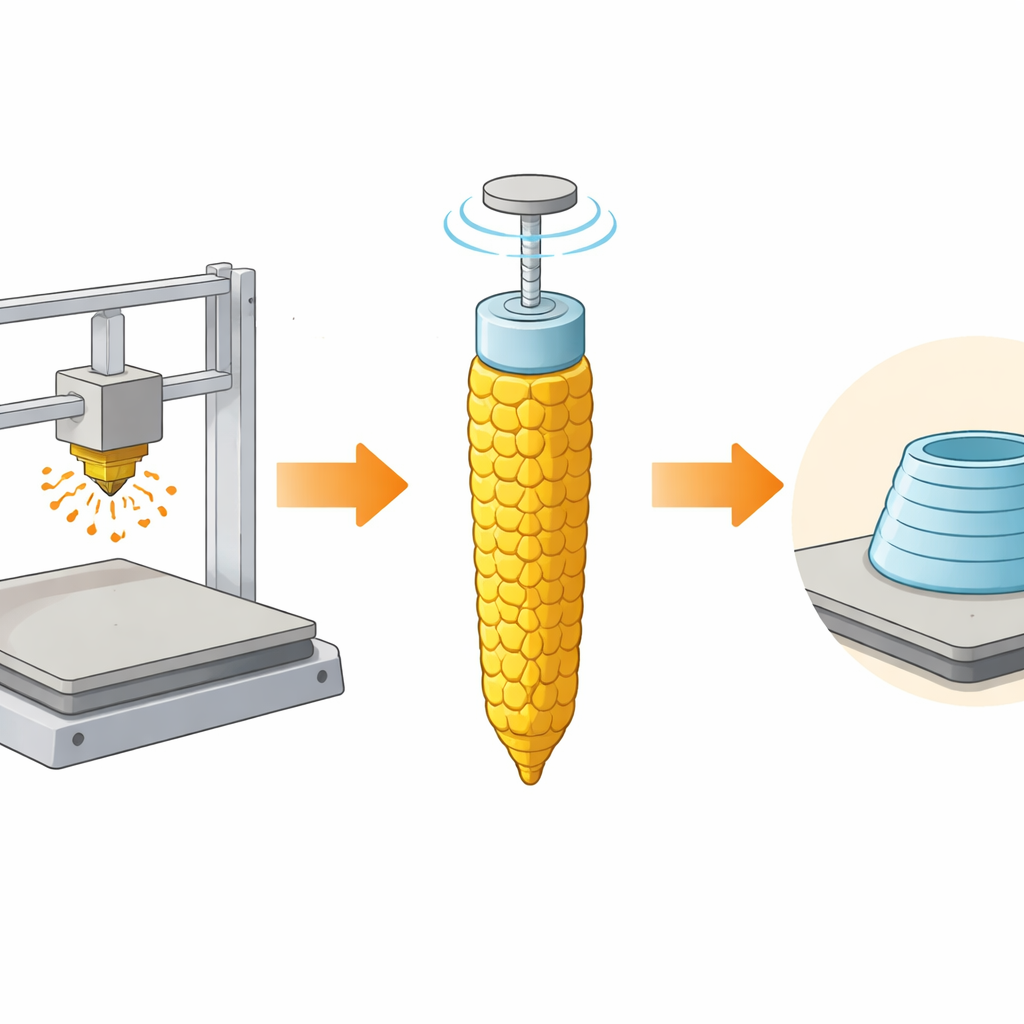
Авторы предлагают «мета‑буферный стержень» — короткий металлический цилиндр в форме початка кукурузы, который размещается между горячим блоком сопла и ультразвуковым датчиком. Стержень заимствует идею повторяющихся зерен кукурузы: его внешняя область вырезана в регулярный губчатый паттерн, направляющий тепло, а внутренняя область образует канал для звуковых волн. У этого решения две цели одновременно: сохранить датчик достаточно холодным, чтобы он не вышел из строя, и передавать ультразвуковые сигналы, чувствительные к изменениям температуры вдоль стержня. Тщательно формируя внутреннюю часть с помощью специальной повторяющейся поверхности и сверляя множество крошечных отверстий в звуковом канале, устройство становится одновременно элементом управления теплом и высокопроизводительным термометром.
Умный дизайн для настройки тепла и массы
Для формирования внешнего «теплового канала» команда использовала математическую поверхность, известную своей высокой эффективностью теплообмена, превратив её в 3D‑паттерн, а затем опиралась на модель машинного обучения для тонкой настройки деталей. Они варьировали параметры, контролирующие размер пор, размер ячеек и толщину стенок, и обучили нейросеть предсказывать, как каждая комбинация повлияет на температуру на холодном конце стержня и на его общую массу. Алгоритм оптимизации исследовал это виртуальное пространство дизайна и нашёл конфигурацию, которая удерживала температуру контакта с датчиком около 51 °C, сокращая при этом массу стержня примерно на 61 % по сравнению с исходной моделью — что важно для крепления на лёгких каретках принтеров, быстро движущихся в пространстве.
Слушая тепло через рассеянные звуковые волны
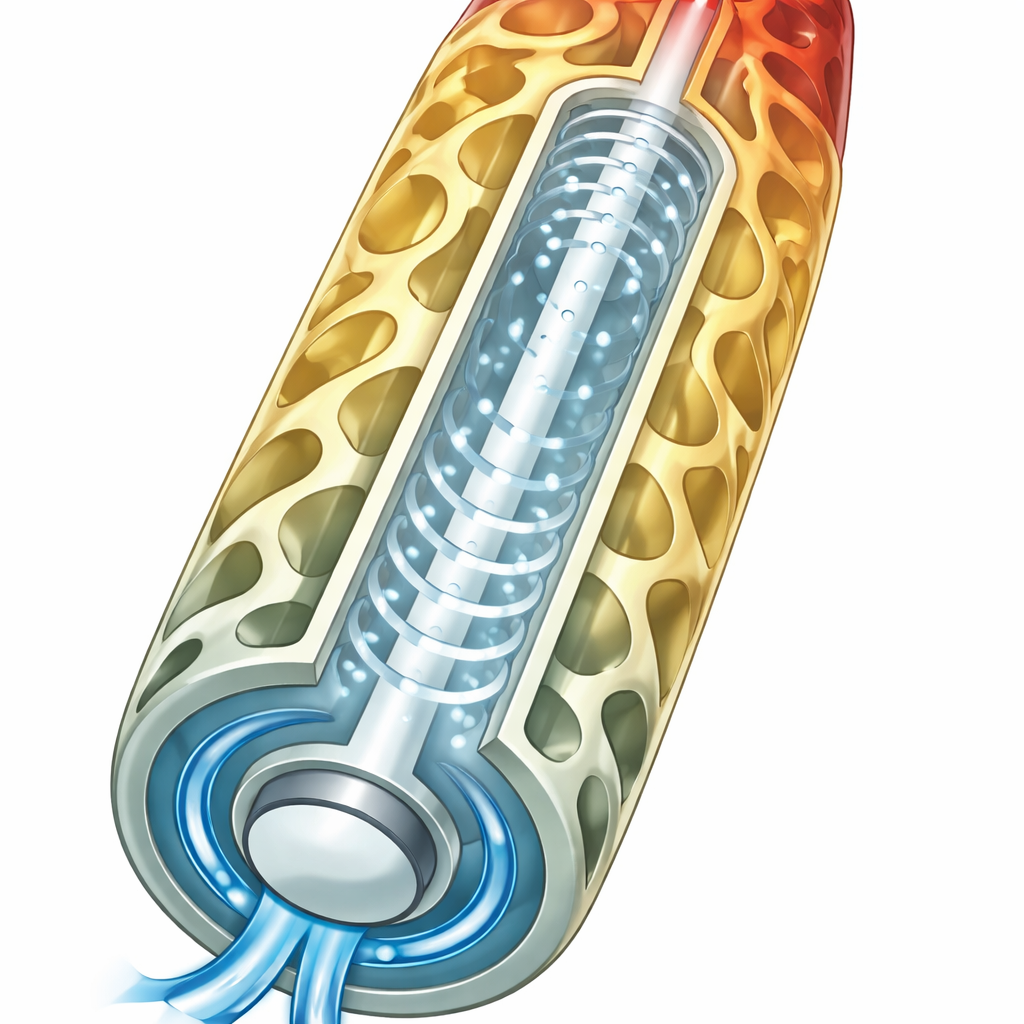
Во внутреннем «ультразвуковом канале» авторы просверлили почти сто небольших отверстий в металле. Когда ультразвуковой импульс проходит по этому перфорированному пути, он многократно рассеивается, отскакивая между полостями и стенками, создавая богатую, долго сохраняющуюся структуру волн. По мере того как стержень нагревается и остывает, его материальные свойства и размеры слегка меняются, что сдвигает временные характеристики этих рассеянных эхо. Сравнивая входящую форму волны с предыдущими с использованием отработанных методов сопоставления сигналов, исследователи могут вывести среднюю температуру внутри стержня. Они также разработали стратегии коррекции для медленных и быстрых колебаний температуры, регулируя частоту сброса эталонных сигналов и выбирая части волновой формы, которые игнорируют, когда искажения становятся слишком значительными.
Проверка работоспособности на реальном 3D‑принтере
Мета‑буферный стержень напечатали на металлическом 3D‑принтере из титанового сплава и испытали сначала на простом нагреваемом стенде, а затем на реальном FDM‑принтере. В обоих случаях термопары, размещённые вдоль стержня, обеспечивали опорные измерения. После применения их коррекций ультразвуковые показания совпадали со средней температурой термопар с точностью примерно до одного градуса Цельсия на медленном стенде и примерно до полутора градусов при быстром нагреве и охлаждении на принтере. Важный момент: стержень позволил исследователям оценить истинную «температуру экструзии» вблизи потока пластика до примерно 190 °C, в то время как сам ультразвуковой датчик оставался значительно холоднее и не пострадал. Устройство также оставалось достаточно лёгким, чтобы не мешать типичным скоростям печати.
Что это значит для улучшения 3D‑печатных деталей
Проще говоря, исследование показывает, что небольшой, продуманно структурированный металлический вставной элемент может одновременно выступать теплоизоляцией и объёмным термометром для 3D‑принтеров. Комбинируя продвинутую геометрию, металлическую 3D‑печать и ультразвуковое датирование, оно даёт операторам непрерывный отчёт о том, насколько горяч материал там, где это действительно важно — внутри сопла, а не только на нагревательном блоке. Это может привести к более надёжным отпечаткам, упростить настройку многоматериальных процессов и в будущем позволить создавать системы, в которых массивы таких стержней картируют температуру по сложным головкам принтеров. Мета‑буферный стержень в форме кукурузного початка — шаг к более умным, самоконтролируемым 3D‑принтерам, которые автоматически поддерживают зону плавления в оптимальном диапазоне для прочных и однородных деталей.
Цитирование: Zhu, Q., Li, H., Zhang, H. et al. A corn shaped ultrasonic meta-buffer rod design for online temperature monitoring in additive manufacturing. npj Metamaterials 2, 12 (2026). https://doi.org/10.1038/s44455-026-00024-x
Ключевые слова: 3D-печать, моделирование послойным наплавлением (FDM), ультразвуковое датирование, мониторинг температуры, метаматериалы