Clear Sky Science · ru
Тонкоплёночная DLP-печать многоматериальных деталей с замкнутыми внутренними полостями
Создание более лёгких 3D-изделий с скрытыми пустотами
Многие из самых интересных объектов, напечатанных на 3D‑принтере — например искусственные кости, мягкие роботы и крошечные каналы для жидкости — требуют пустот, скрытых внутри. Современные популярные принтеры для фотополимерных смол испытывают трудности с такими конструкциями, потому что жидкая смола застревает в герметичных карманах и её трудно удалить. В этой статье представлен новый способ 3D‑печати светочувствительной жидкостью под названием «тонкоплёночная DLP», который позволяет сохранять внутренние полости действительно пустыми и одновременно упрощает комбинирование нескольких материалов в одной детали.
Почему застрявшая жидкость — серьёзная проблема
Большинство настольных и промышленных принтеров для смол работают по принципу опускания платформы в ванну с жидкостью и последующего облучения слоёв узорами света для их отверждения. Эта классическая схема превосходна для получения гладких поверхностей и тонкой деталировки, но у неё есть скрытый недостаток: когда в проекте присутствуют замкнутые внутренние полости, эти камеры заполняются жидкой смолой, которой некуда деваться. Лишняя смола делает деталь тяжелее, может исказить её механические свойства и со временем даже привести к протечкам или вытеканию. Инженеры частично обходят эту проблему с помощью дренажных отверстий или частичных разрезов, но это часто вынуждает идти на компромисс с исходной задумкой.
Новый способ нанесения жидкости
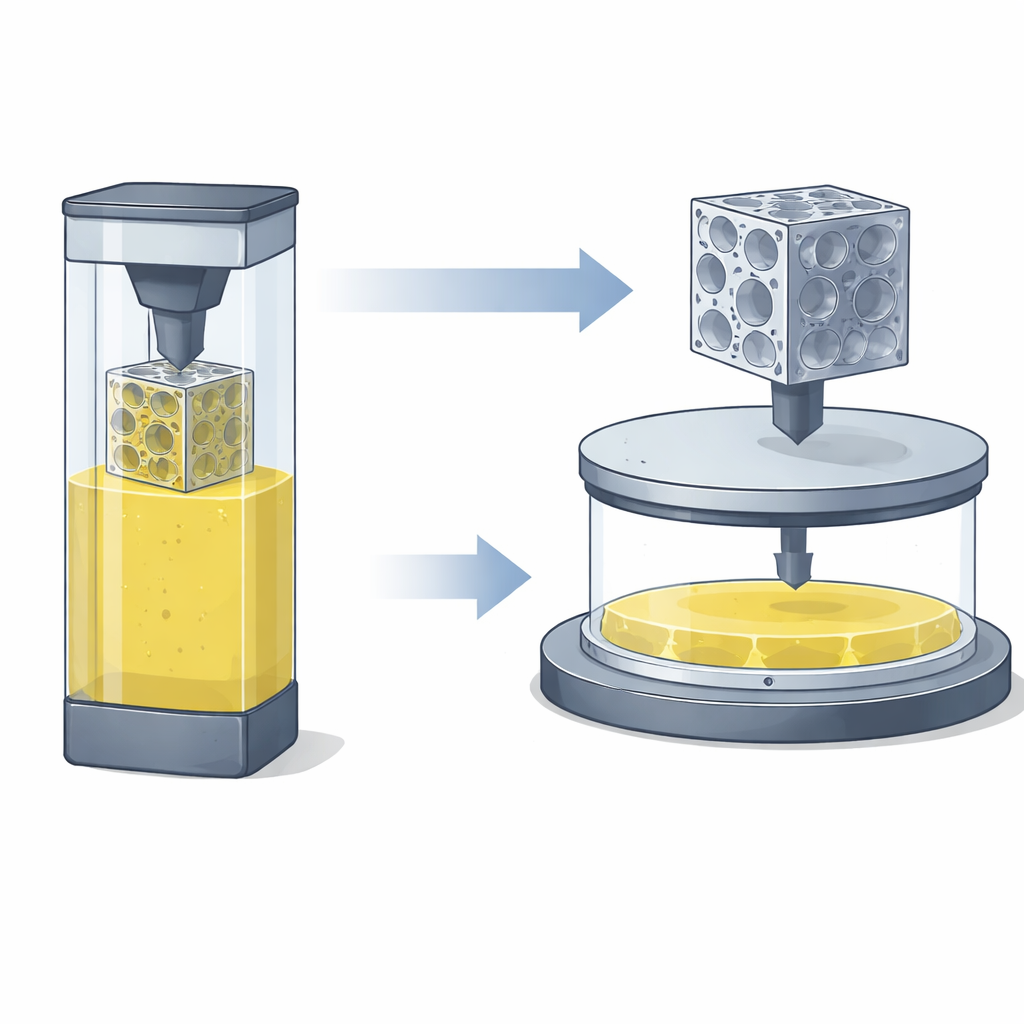
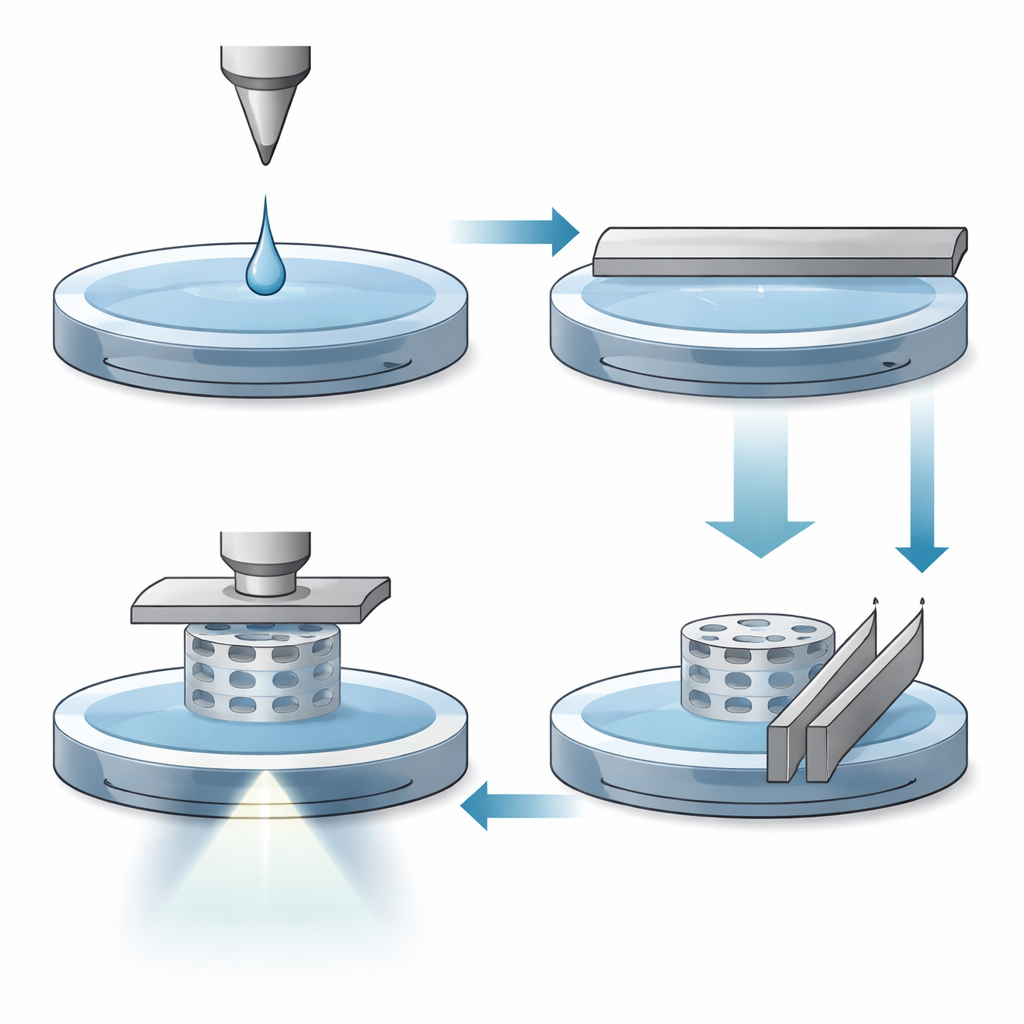
Метод тонкоплёночной DLP устраняет необходимость в ванне. Вместо погружения растущей детали в глубокий резервуар со смолой система распределяет очень тонкий, точно контролируемый слой жидкости по прозрачной пластиковой плёнке. Вращающаяся платформа затем прижимает деталь к этой тонкой плёнке, а цифровой проектор с нижней стороны направляет ультрафиолетовый свет, отверждая только те области, которые нужны для данного слоя. Поскольку каждый слой начинается с минимального количества смолы на плёнке, внутри замкнутых полостей остаётся очень мало жидкости после отделения затвердевшего слоя. Набор мягких скребков и, при необходимости, кратковременное промывание в мягком растворителе удаляют оставшиеся капли перед формированием следующего слоя.
Чистые пустоты и регулируемая жёсткость
Используя этот процесс, исследователи смогли напечатать сферы и другие полые формы, чья итоговая масса почти точно соответствовала ожидаемой при условии, что их внутренности действительно пусты — менее одного процента дополнительной массы от оставшейся смолы, по сравнению с более чем двукратным превышением идеального веса при традиционной ванночной печати. Рентгеновские сканы тестовых блоков с внутренними пузырьками показали, что полости диаметром всего три четверти миллиметра могут формироваться надёжно при добавлении быстрого промывания растворителем между слоями. Размещая эти мелкие герметичные пузыри в упорядоченной структуре внутри маленьких кубов, команда могла задавать жёсткость или упругость куба просто изменяя размер пузырей. В некоторых материалах достигаемо изменение жёсткости до 25 раз без изменения внешней формы.
Смешение материалов в одной печати
Поскольку система обрабатывает лишь тонкие слои жидкости за раз, она также снижает нежелательное смешивание, которое обычно происходит при переключении между разными смолами. Авторы использовали подачу нескольких смол для печати деталей, комбинирующих жёсткий пластик, мягкие резиноподобные материалы и специальную водорастворимую поддерживающую смолу. Они получили решетчатую «кривую Хилберта», полностью поддерживаемую растворимым материалом, который исчезал в обычной воде, оставляя чистую самонесущую структуру. Также была продемонстрирована модель зубного протеза с жёсткими зубами, мягкими дёснами и расходуемыми опорами, напечатанная как единое целое, а не собранная впоследствии. В другом примере проводящая смола была напечатана встроенными дорожками внутри изолирующего корпуса для формирования датчика приближения, способного обнаруживать металлический объект на расстоянии до четырёх сантиметров.
К чему это может привести дальше
Подход тонкоплёночной DLP показывает, что печать смолами не обязательно должна ограничиваться проблемами с застрявшей жидкостью или неудобным удалением опор. Тщательно дозируя количество смолы в каждом слое и сметая избыток, этот метод позволяет создавать лёгкие объекты с герметичными полостями, регулировать их жёсткость изнутри и интегрировать функциональные материалы, такие как проводники и мягкие поддержки, в одном и том же изделии. Для непрофессионалов главный вывод прост: будущие 3D‑напечатанные устройства — от медицинских имплантатов до мягких роботов и встроенной электроники — могут стать легче, умнее и сложнее внутри, при этом не теряя гладкой и точной поверхности, которую ценят при печати смолами.
Цитирование: Sun, B., Diaco, N.S., Chen, X. et al. Thin-film DLP 3D printing of multi-material parts with closed-cell internal voids. npj Adv. Manuf. 3, 15 (2026). https://doi.org/10.1038/s44334-026-00076-x
Ключевые слова: 3D-печать, цифровая обработка света, тонкоплёночное покрытие, многоматериальное изготовление, легкие конструкции