Clear Sky Science · ru
Максимизация загрузки твердой фазы в водных шликерах для робокастинга карбида кремния
Создание прочных деталей для суровых условий
От авиационных двигателей до термоядерных реакторов — многие продвинутые машины требуют деталей, способных выдерживать экстремальную жару, резкие перепады температур и агрессивные химические среды. Карбид кремния — керамика, известная своей твердостью и термостойкостью — является идеальным кандидатом, но её сложно формовать и уплотнять. В этом исследовании показано, как тонко настроить специальное «чернило» из частиц карбида кремния в воде, чтобы его можно было 3D-печатать в сложные формы, а затем обжигать до прочных, почти полностью плотных деталей — что открывает путь к изготовлению надёжных компонентов для экстремальных условий.
Почему карбид кремния так привлекателен
Карбид кремния сочетает ряд желаемых инженерами свойств: он очень твёрдый, легче металлов по плотности, устойчив к химическому воздействию и сохраняет стабильность при температурах значительно выше 1400 °C. Эти качества делают его привлекательным для теплообменников, авиационных компонентов, энергосистем и точных оптических зеркал. Однако обработка карбида кремния в сложные формы трудна и дорога. Аддитивное производство — послойное создание объектов — предлагает обходной путь, но только если исходный материал можно плавно печатать и затем уплотнить достаточно, чтобы получить плотные, безтрещинные детали после обжига.
Преображение порошка в печатаемое чернило
В этой работе исследователи сосредоточились на методе печати под названием direct ink writing, где густая паста выдавливается через сопло, подобно глазури из кондитерского мешка. Их цель состояла в том, чтобы упаковать как можно больше карбида кремния в водную суспензию, не доводя её до чрезмерной вязкости, препятствующей потоку. Сначала они охарактеризовали порошок — частицы субмикронного размера, выбранные для обеспечения плотного спекания. Затем по измерениям поверхностного заряда (зета-потенциала) изучали взаимодействия частиц в воде. Добавив небольшое количество (2 процента по объёму) полимера полиэтиленимина, они окрасили поверхности частиц таким образом, что те отталкивались друг от друга в меру — достаточно, чтобы оставаться хорошо диспергированными, но без изменения кислотности жидкости. Такой баланс помогал сохранять суспензию текучей во время печати и при этом достаточно стабильной, чтобы удерживать форму после отложения. 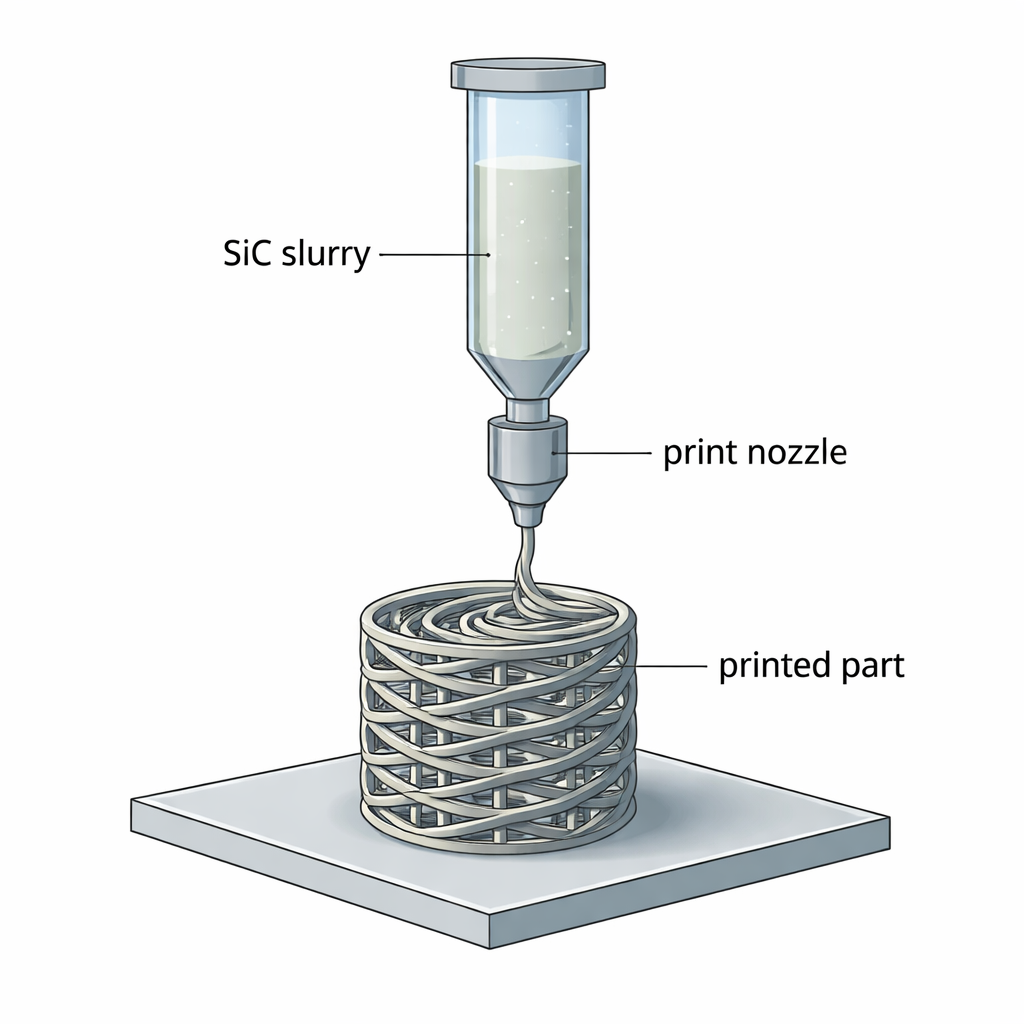
Поиск оптимального поведения потока
Команда систематически меняла количество полимера и его молекулярную массу, наблюдая, как меняется сопротивление потоку суспензии. Они обнаружили, что 2 процента полимера средней молекулярной массы дают минимальную вязкость — суспензия легче деформируется под нагрузкой — тогда как и недостаток, и избыток полимера приводили к загущению чернил. Изменение кислотности или щелочности жидкости также ухудшало реологию. Имея оптимальную рецептуру, они постепенно увеличивали содержание твёрдой фазы с 35 до 56 процентов по объёму. Как и следовало ожидать, суспензия становилась гуще, а предел текучести — стресс, необходимый для начала потока — резко возрастал при больших загрузках. Выше примерно 49 процентов их печатное оборудование уже не могло надежно выдавливать чернило через сопло, поэтому самые густые смеси формовали литьём в формы. 
От зелёных тел к плотной керамике
После формования детали сушили медленно во влажной среде, чтобы при выходе воды из структуры избежать растрескивания. Высушенные «зелёные» тела затем нагревали для удаления полимерных добавок и окончательно спекали при примерно 2200 °C в инертной атмосфере, чтобы керамические частицы слиплись. Измерения по методу Архимеда — по сути взвешивание в воздухе и воде — показали, что более высокое начальное содержание твёрдой фазы давало более плотные готовые изделия. Образцы, изготовленные при 45 процентах содержания твёрдой фазы, достигали около 88 процентов теоретической плотности, тогда как при 56 процентах — примерно 93,5 процента. Оптическая и электронная микроскопия подтвердили, что поры и пустоты значительно уменьшались с ростом загрузки, что приводило к более однородной микроструктуре. Рентгеновская дифракция показала также преобразование карбида кремния из кубической в более устойчивую гексагональную кристаллическую форму во время высокотемпературного обжига.
Что это значит для будущих устройств
Для неспециалистов главный вывод таков: тщательная настройка нескольких ключевых ингредиентов в густом, заполненном частицами «черниле» может определить успех или неудачу качества 3D-печатной керамики. Используя поверхностную химию и измерения течения в качестве ориентиров, авторы довели содержание карбида кремния в водной суспензии, пригодной для печати или литья, до наивысших уровней, сообщённых для этого типа порошка, при этом получив прочные, почти полностью плотные детали после спекания — без добавления дополнительного кремния или полимер-производных фаз. Эта методика может быть адаптирована к другим керамическим системам и установкам печати, приближая промышленность к производству по требованию сложных, высокопроизводительных компонентов, выдерживающих одни из самых суровых условий, с которыми сталкивается техника.
Цитирование: Feldbauer, J., Cramer, C.L. & Gilmer, D. Maximizing solids loading for aqueous slurry robocasting of silicon carbide. npj Adv. Manuf. 3, 10 (2026). https://doi.org/10.1038/s44334-026-00070-3
Ключевые слова: 3D-печать карбида кремния, прямое напыление чернил (direct ink writing), керамические суспензии, материалы для высоких температур, аддитивное производство