Clear Sky Science · ru
Сварка лучом мощного диодного лазера сплавов алюминия AA8011 для улучшения механических свойств в легких конструкциях
Более прочные соединения для более легких изделий
От автомобильных панелей до упаковки пищевых продуктов — тонкие алюминиевые листы помогают делать изделия легче, повышать топливную экономичность и облегчать переработку. Но надежно соединить такие листы оказывается непросто: традиционные способы сварки могут деформировать металл, ослаблять его или приводить к появлению мельчайших дефектов. В этом исследовании рассматривается более современный подход — сварка лучом мощного диодного лазера — с целью выяснить, может ли он давать более чистые и прочные швы в широко используемом алюминиевом сплаве AA8011 и как настроить процесс для достижения максимально хороших результатов.
Почему сварка алюминия так проблематична
Сплав AA8011 популярен благодаря малому весу, коррозионной стойкости и удобству формовки в тонкие листы и фольгу. Вместе с тем эти же листы трудно приваривать. Алюминий быстро проводит тепло, на его поверхности образуется прочная оксидная пленка, и при воздействии высоких температур он склонен к образованию пор, деформаций и трещин. Обычные методы, такие как TIG и MIG, часто перегревают металл, тогда как более продвинутые процессы в твердом состоянии требуют сложного оборудования и не всегда подходят для автоматизированных производственных линий. Производителям поэтому нужен способ соединения, способный быстро работать с тонкими листами при минимальном тепловом повреждении и количестве дефектов.
Сфокусированный лазер как точный источник тепла
Исследователи испытали сварку лучом мощного диодного лазера (HPDLBW) на листах AA8011 толщиной 2 мм. В этой схеме концентрированный лазерный пятно перемещается вдоль стыка, расплавляя узкую дорожку металла, которая затем затвердевает и образует шов. Изменяя лишь несколько ключевых параметров — мощность лазера, скорость сварки и диаметр пучка — можно существенно влиять на глубину проплавления и качество соединения. Для эффективного охвата сочетаний параметров был использован план Тагучи L9 — структурированный подход, позволяющий провести много комбинаций всего в девяти тщательно подобранных испытаниях. Для каждого шва измеряли твердость, предел прочности при растяжении и ударную вязкость, а также изучали микроструктуру и дефекты, такие как поры или хрупкие фазы. 
Поиск оптимума настроек
С помощью математических моделей команда связала параметры сварки с механическим поведением шва. Показано, что мощность лазера и скорость перемещения в основном определяют, сколько тепла поступает в металл: меньшая скорость или большая мощность дают больше тепла, более глубокий проплав и большую зону расплава, тогда как высокая скорость рискует привести к мелким, неполным швам. Размер пучка влияет на распределение этого тепла. Аппроксимируя поверхность отклика — «изогнутую карту» процесса — исследователи искали сочетание, которое максимизирует прочность и вязкость при отсутствии перегрева листа. Лучшей комбинацией оказалось: мощность 3,3 кВт, скорость 17 мм/с и диаметр пучка 3,5 мм. При этих условиях прочность швов достигала примерно 69 Н/мм², ударная вязкость около 110 Дж, а твердость — близко к 33 HV, что превосходило другие проверенные настройки.
Что происходит внутри металла
Микроскопические исследования объяснили, почему оптимизированные швы ведут себя лучше. При лучших настройках зона сплавления содержала мелкие изометричные зерна алюминия размером всего в несколько микрометров, а окрестная зона термического влияния демонстрировала ограниченное укрупнение зерен. Распределение легирующих элементов, таких как кремний, железо, медь и магний, было достаточно равномерным, и присутствовали лишь небольшие количества хрупких интерметаллических фаз и пор. Напротив, при чрезмерном тепловом вводе образовывались более грубые, неравномерные структуры и повышался риск локальной хрупкости. Исследователи также прямо связали размер зерна с прочностью: меньшие зерна повышали предел текучести в соответствии с известным законом укрепления за счет измельчения зерен. Ударные испытания и изображения поверхности излома показали, что оптимизированные швы поглощали больше энергии перед разрушением и разрушались более пластично, с большей способностью к восприятию повреждений. 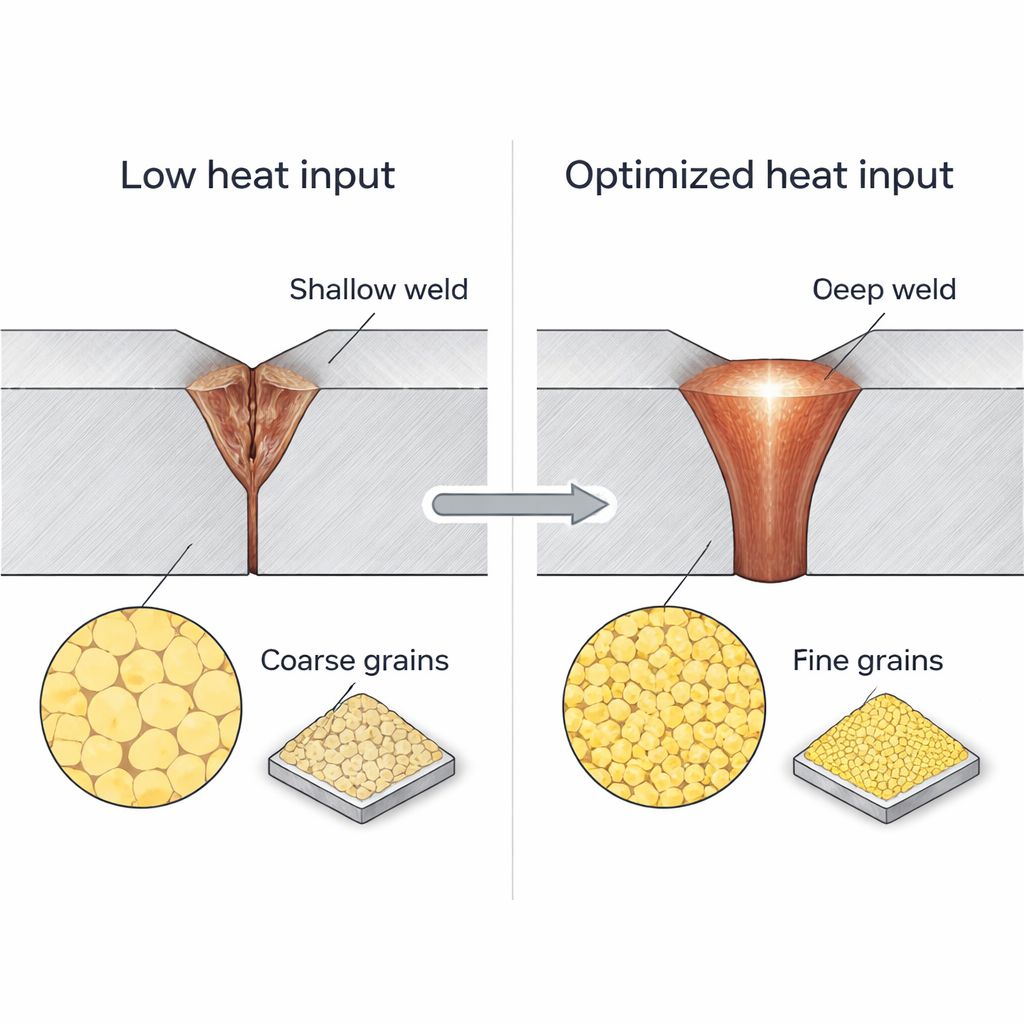
Последствия для повседневных технологий
Для неспециализированной аудитории главный вывод таков: аккуратное управление мощностью лазера, скоростью и размером пятна позволяет соединять тонкие алюминиевые листы с меньшим ущербом и более предсказуемой прочностью, чем многие традиционные методы. Это исследование предлагает основанный на данных рецепт и предиктивную модель, которые инженеры могут использовать при настройке диодной лазерной сварки AA8011 на реальных производственных линиях — например, в корпусах батарей электромобилей, компонентах систем отопления и вентиляции или в упаковочной промышленности. Поддерживая тепловой ввод на уровне, достаточном для полного сплавления металла, но низком настолько, чтобы избежать деформаций и хрупких фаз, сварка мощным диодным лазером проявляет себя как масштабируемая, пригодная для автоматизации технология для создания более легких и эффективных изделий.
Цитирование: Patil, R., Löfstrand, M. High power diode laser beam welding of AA8011 aluminum alloy for enhanced mechanical performance in lightweight structures. Sci Rep 16, 7738 (2026). https://doi.org/10.1038/s41598-026-41272-1
Ключевые слова: лазерная сварка, алюминиевый сплав, легкие конструкции, микроструктура, механические свойства