Clear Sky Science · ru
Влияние криогенного охлаждения на температуру резания и шероховатость поверхности при точении алюминиевого сплава AA7075
Почему охлаждение важно при резке металла
При изготовлении автомобилей, самолетов или даже велосипедов многие металлические детали получают форму методом удаления материала на станках — токарных или фрезерных. Этот процесс генерирует большое количество тепла и может оставлять микрорельеф и дефекты на поверхности, что снижает долговечность детали. В работе рассматривается, как применение экстремального холода в виде жидкого азота влияет на охлаждение процесса резания высокопрочного алюминиевого сплава, широко используемого в авиации и автопроме, и как это охлаждение меняет как температуру, так и гладкость получаемой поверхности.
Прочный, но чувствительный алюминий
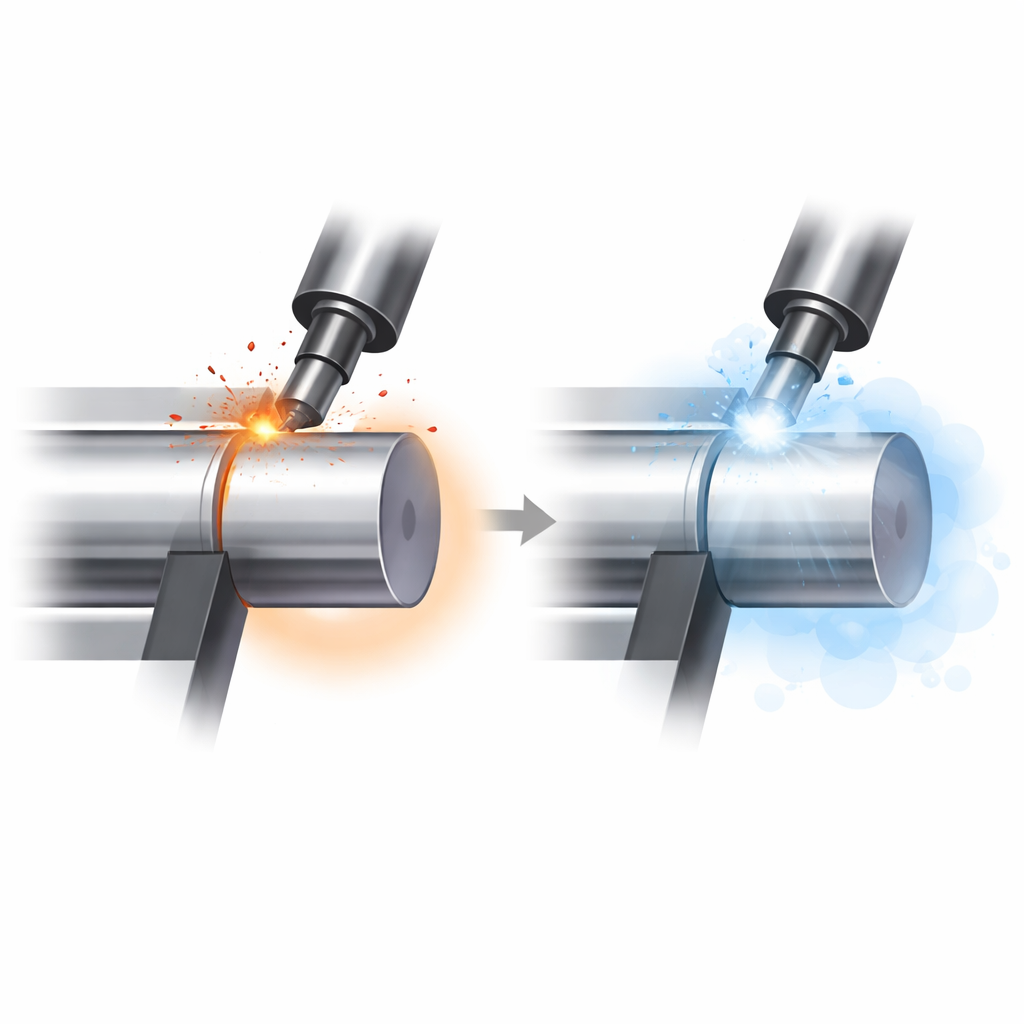
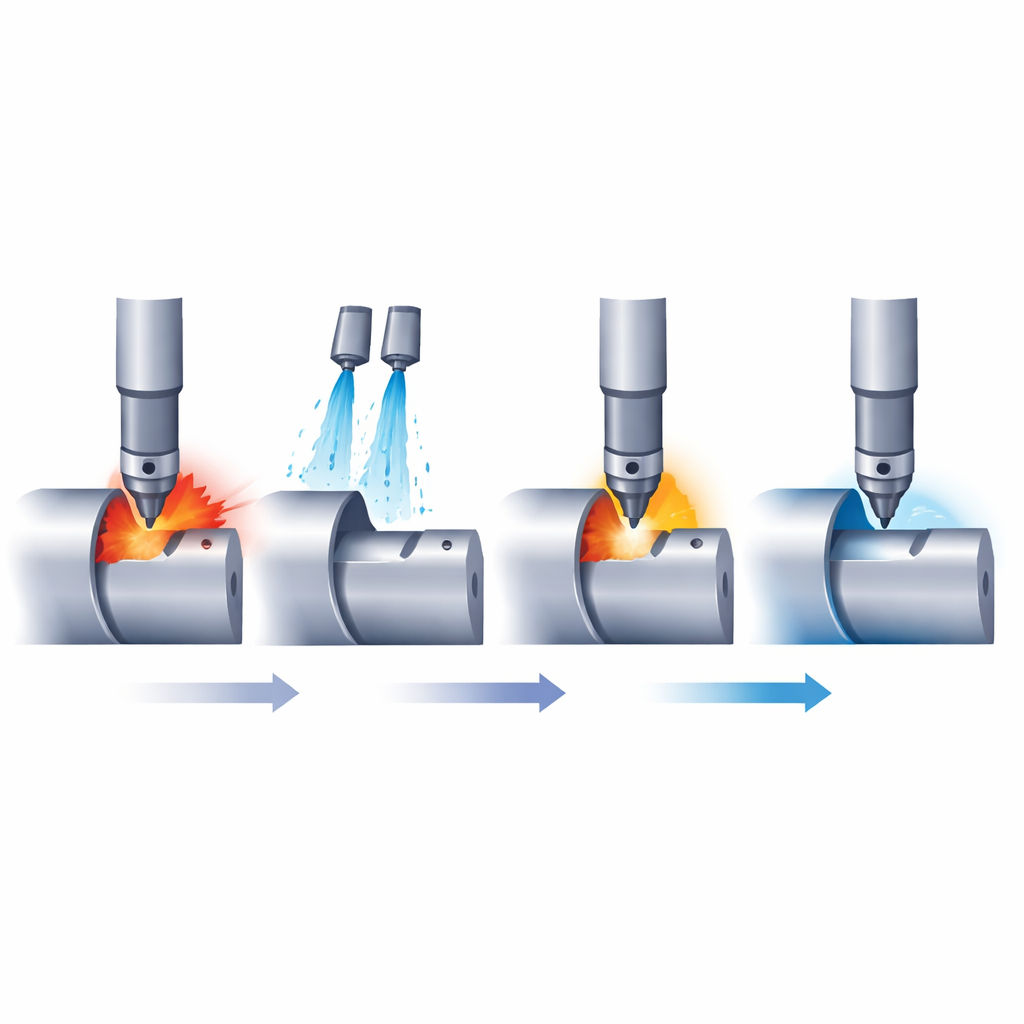
Исследователи сосредоточились на алюминиевом сплаве AA7075 — материале, ценимом в аэрокосмической и автомобильной отраслях за сочетание прочности и малого веса. Именно эти свойства делают особенно важным качество поверхности каждой детали, поскольку шероховатость и скрытые повреждения могут со временем вызвать образование трещин и усталостные разрушения. При токарной обработке процесс определяют три основных параметра: скорость резания (как быстро вращается заготовка), подача (как быстро инструмент перемещается вдоль заготовки) и глубина резания (насколько глубоко инструмент входит в металл). Вместе эти параметры определяют, сколько тепла выделяется и насколько гладкой будет поверхность. Команда стремилась понять, как эти параметры взаимодействуют в обычном «сухом» резании и при «криогенном» резании, когда жидкий азот распыляется прямо в зону контакта инструмента и заготовки.
Как проводились эксперименты
Для исследования авторы точили небольшие цилиндры из AA7075 на обычном токарном станке с твердосплавной пластиной из вольфрамового карбида. Были подготовлены семь различных сочетаний скорости резания, подачи и глубины реза, и каждое сочетание повторяли дважды: один раз в сухих условиях и один раз с охлаждением жидким азотом. Тепловизор фиксировал зону резания с постоянного расстояния, регистрируя максимальную температуру при каждом проходе. После каждого реза портативный прибор для измерения шероховатости снимал профиль поверхности в трех точках и выдавал среднее значение шероховатости. Этот набор измерений позволил в контролируемых условиях сравнить влияние каждого параметра и способа охлаждения на нагрев зоны резания и текстуру готовой поверхности.
Что происходит с теплом и гладкостью поверхности
Результаты показали ясную разницу между сухим и криогенным резанием. В сухих условиях при увеличении скорости резания и особенно глубины реза температура заметно повышалась, в некоторых случаях превышая 130 °C. Подача и глубина реза также склоняли к увеличению шероховатости поверхности, то есть готовые детали имели более выраженные микровершины и впадины. Для сравнения, при распылении жидкого азота в зону контакта температура резания резко снижалась, часто более чем на 50 °C, и оставалась практически постоянной даже при изменении скорости, подачи или глубины реза. Такое охлаждение во многих случаях также улучшало качество поверхности, особенно при умеренных скоростях и низких подачах, где значения шероховатости были заметно ниже, чем при сухом резании.
Тонкие компромиссы при экстремальном холоде
Исследование также выявило более сложное поведение в отдельных режимах. При низких скоростях резания в криогенном режиме поверхность иногда оказывалась более шероховатой, чем при сухом резании. Авторы предполагают, что очень интенсивное локальное замораживание может нарушать характер отрыва стружки, делая ее более неправильной и более склонной к оставлению следов на поверхности. Аналогично, при высоких подачах и больших глубинах реза сочетание интенсивного съема материала и сильного охлаждения увеличивало шероховатость в криогенном режиме, вероятно потому, что более толстые стружки, большие силы и более холодный, хрупкий материал приводили к неустойчивому оттоку стружки. Эти наблюдения показывают, что, хотя охлаждение эффективно, оно не гарантирует автоматически более гладкую поверхность при любых режимах — параметры резания всё равно нужно подбирать внимательно.
Что это означает для реальных деталей
Для производителей исследование указывает, что применение жидкого азота при точении AA7075 может существенно снизить температуры резания, уменьшить скрытые повреждения в поверхностном слое и улучшить гладкость — факторы, которые вместе могут продлить усталостную долговечность и надежность критических компонентов. Жидкий азот также имеет практические преимущества: он испаряется в безвредный азотный газ, не оставляет следов и избегает проблем с утилизацией, связанных с традиционными жидкими СОЖ. Вместе с тем работа подчеркивает, что криогенное резание не является универсальным решением; наилучшие результаты по контролю температуры и качеству поверхности достигаются при сочетании охлаждения с грамотно подобранными скоростями, подачами и глубинами реза. Проще говоря, статья показывает, что разумное применение экстремального холода может сделать прочные легкие алюминиевые детали более долговечными и безопасными в эксплуатации.
Цитирование: Ranjbar, S., Foorginejad, A., Emam, S.M. et al. Effects of cryogenic cooling on cutting temperature and surface roughness in turning of AA7075 aluminum alloy. Sci Rep 16, 7914 (2026). https://doi.org/10.1038/s41598-026-39003-7
Ключевые слова: криогенная обработка, охлаждение жидким азотом, шероховатость поверхности, алюминиевый сплав AA7075, процесс точения