Clear Sky Science · ru
Поведение при уплотнении стружки магния AZ80: влияние давления упрессовки и времени выдержки на пористость, интерфейсы и механическое поведение
Преобразование отходов в прочный металл
Современные автомобили и самолеты используют легкие металлы, чтобы снизить расход топлива и выбросы, но при изготовлении таких деталей образуется удивительно много металлической «опилок» в виде свернутой стружки. В этом исследовании рассматривается более экологичный способ превращения стружки магния обратно в полезные сплошные заготовки без переплава, что экономит энергию и сохраняет ценное сырье. Показав, как уплотнять эту стружку в прочные, стабильные бруски, работа указывает путь к более устойчивому производству.
Почему важны отходы магния
Магниевые сплавы, такие как AZ80, ценят за их малую плотность при высокой прочности, что делает их идеальными для транспортных средств, стремящихся сократить расход топлива или увеличить пробег на батарее. Тем не менее при механической обработке деталей неизбежно образуется стружка: даже при эффективных технологических маршрутах теряется несколько процентов исходного металла, а при изготовлении авиационных компонентов потери могут достигать пятой части от исходного материала в виде стружки. Традиционная переработка предполагает переплавку этой стружки, но это требует много энергии и подвергает большую поверхность частиц воздействию кислорода и остатков режущих жидкостей. В результате получается металл, обогащенный окислами, который может терять прочность и качество.
Переработка без переплава
Вместо переплава можно применять переработку в твердом состоянии: стружку прессуют так сильно, что частицы пластически деформируются, фиксируются друг с другом и затем могут быть горячей обработкой превращены в новые детали. В этом исследовании ученые использовали стружку AZ80, полученную при резании с водной режущей жидкостью, и не очищали её перед прессованием. Они тщательно измерили размеры частиц, шероховатость поверхности и внутреннюю структуру, затем уплотняли фиксированные объемы стружки в цилиндрической стальной матрице гидравлическим прессом. Сравнивали четыре режима прессования, варьируя максимальное давление, длительность выдержки и сохраняли ли нагрузку постоянной или позволяли ей ослабевать в ходе выдержки.

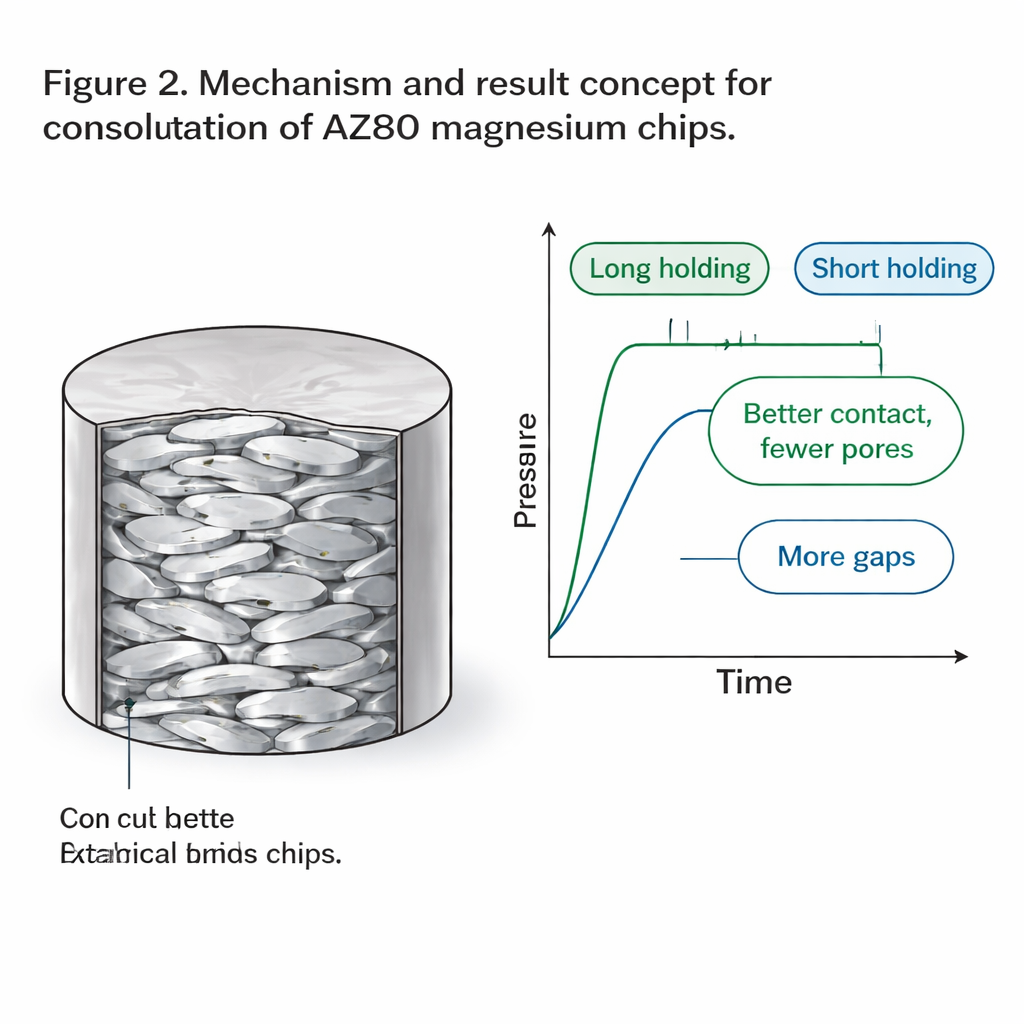
Как время под давлением закрывает промежутки
С внешней стороны все уплотненные цилиндры казались целыми, но детальная визуализация показала более сложную картину. Когда давление прикладывали и затем выдерживали дольше, у стружки появлялось больше времени для перестановки и деформации, что позволяло внутренним порам уменьшаться и равномернее распределяться. Такие режимы достигали общей степени уплотнения около 91–92 процентов от плотности цельного металла, при этом пористость была распределена довольно равномерно по высоте. Когда то же или похожее давление применяли лишь кратковременно, оставалось больше пустот, особенно у нижней части брикетов, и общая плотность падала примерно до 87 процентов. Это показало, что время нахождения материала под нагрузкой важнее, чем только пик давления.
Невидимые пленки — видимые эффекты
Под микроскопом уплотненная стружка выглядела как наложенные друг на друга пластинки с тонкими зазорами по границам. Химические карты показали, что эти границы покрыты очень тонким слоем, богатым кислородом: упрямой нативной пленкой оксида, которая выживает после резки и прессования. Длительные выдержки сжимали частицы в более плотный геометрический контакт, уменьшая эти зазоры до субмикрометровых размеров и улучшая механическую зачеканку, но сама оксидная пленка не разрушалась настолько, чтобы обеспечить настоящее металлоконтактное спаивание. Остатки режущей жидкости, напротив, в пределах использованных давлений и времен явно не влияли существенно, что указывает на то, что простая предварительная очистка может быть менее критичной, чем считали ранее, для этого типа холодного уплотнения.
Прочность зависит от качества контакта, а не только от упаковки
Механические испытания на сжатие показали, как внутренняя архитектура управляет поведением. Все образцы сначала показывали нелинейную стадию, в ходе которой закрывались поры и зазоры, за которой следовал почти линейный участок, где несущую нагрузку брала на себя сплошная сеть контактов. Интересно, что брикет, не самый плотный в целом, но имевший лучше сцепленные интерфейсы благодаря длительной выдержке под высоким давлением, оказался самым жестким, сопротивляясь деформации подобно более непрерывному металлу. Напротив, чуть более плотный образец с большим количеством открытых микрозазоров был менее жестким. Измерения твердости по периметру брикетов показали, что короткие выдержки оставляют регионы с высокой, но неравномерной упрочненностью, тогда как длительная выдержка позволяет перераспределить напряжения, приводя к более умеренным и сбалансированным значениям твердости.
Что это значит для более экологичного использования металлов
Для неспециалистов ключевая мысль такова: время под давлением может быть не менее важно, чем само давление, при уплотнении металлической стружки для переработки. Простого увеличения усилия недостаточно; стружку нужно удерживать достаточно долго, чтобы она согнулась, потекла и зафиксировалась, хотя ультратонкая оксидная пленка всё ещё мешает их полному сращению, как при переплаве. Настаивая режимы прессования на улучшении контакта, а не только на достижении большей плотности, производители смогут превратить на вид «грязную» магниевую стружку в надежное сырье для последующей обработки, сокращая отходы и энергозатраты и сохраняя преимущества легких конструкций на более устойчивой основе.
Цитирование: Murillo-Marrodán, A., García, E. & Nakata, T. Consolidation behaviour of AZ80 magnesium chips: influence of compaction pressure and holding time on porosity, interfaces and mechanical response. Sci Rep 16, 7321 (2026). https://doi.org/10.1038/s41598-026-38401-1
Ключевые слова: переработка магния, обработка в твердом состоянии, металлическая стружка, легкие сплавы, устойчивая промышленность