Clear Sky Science · ru
Взаимодействие параметров резания и материала инструмента PcBN на износ инструмента при механической обработке ковкого чугуна
Более острые инструменты — для более чистых автомобилей
Современные автомобильные двигатели и электромоторы опираются на прочные металлические детали, которые нужно обрабатывать с высокой точностью и по низкой цене. В этом исследовании рассматривается поведение передовых режущих инструментов из сверхтвердого материала PcBN при обработке ковкого чугуна — широко используемого материала для коленчатых валов и корпусов моторов. Понимание механизмов износа таких инструментов и правильный выбор режимов резания позволяют заводам производить более чистые и эффективные автомобили, потребляя меньше энергии и реже заменяя оснастку.
Почему износ инструмента важен на производстве
На автомобильных предприятиях детали, такие как коленчатые валы, блоки цилиндров и корпуса моторов, изготавливаются из заготовок из ковкого чугуна, которые нужно точно обтачивать. Инструменты PcBN привлекают тем, что сохраняют твердость при высоких температурах и иногда могут заменить более медленные операции шлифования. Однако при обработке ковкого чугуна такие инструменты изнашиваются значительно быстрее, чем при обработке других видов чугуна, что увеличивает затраты и простой. Авторы поставили цель систематически изучить, как различные составы PcBN и режимы резания взаимодействуют и как найти баланс между высокой производительностью съема металла и длительным ресурсом инструмента.
Сравнение трех сверхтвердых режущих инструментов
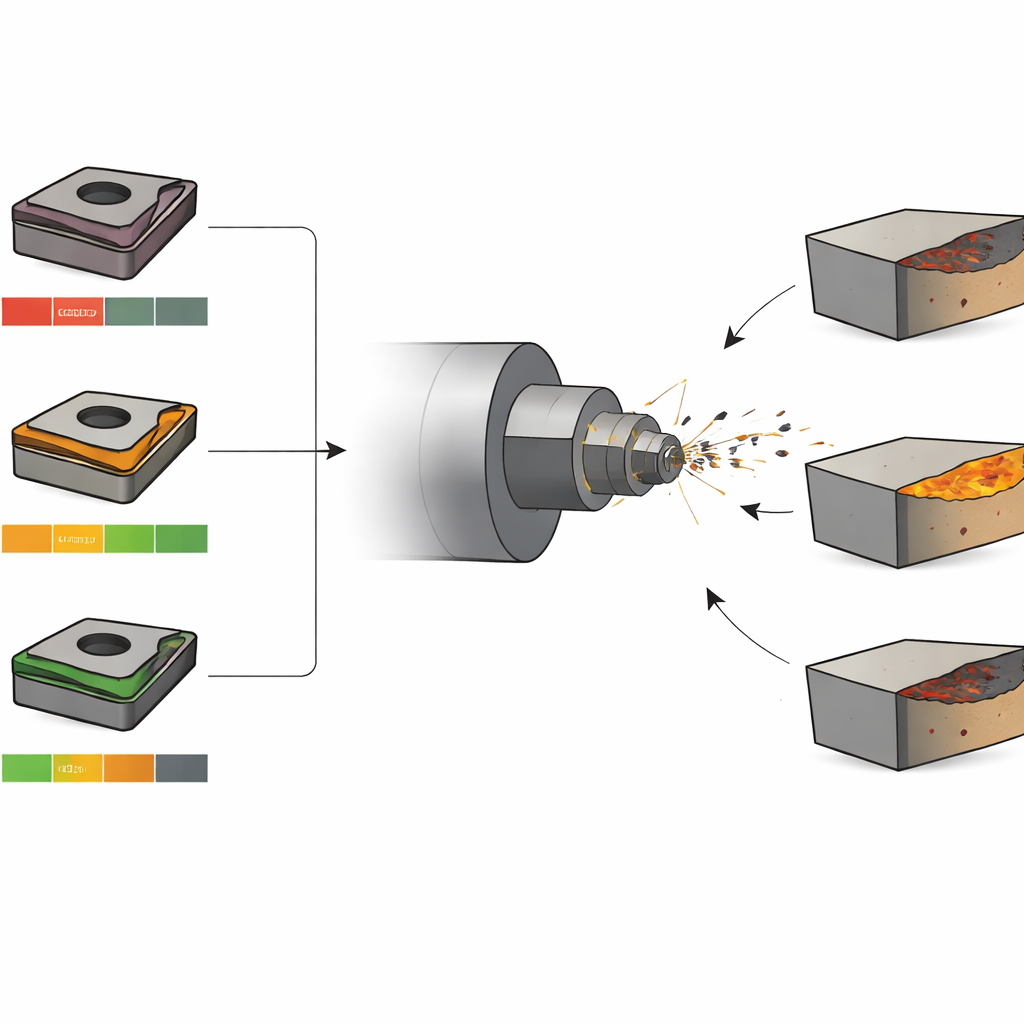
Команда испытала три типа пластин PcBN, одинаковые по форме, но отличающиеся по составу. Один инструмент имел металлический связующий, другой — керамикообразный связующий на основе карбида титана, третий содержал меньшую долю сверхтвердой фазы и больше связки в целом. На токарном станке с ЧПУ обтачивали прутки из высокопрочного ковкого чугуна, целенаправленно варьируя скорость резания, подачу и глубину реза в соответствии с матрицей испытаний. Каждые несколько сотен метров резания работу приостанавливали, измеряли зону износа по боковой поверхности пластины до достижения установленного предела. Затем изношенные поверхности исследовали с помощью микроскопии и химического анализа, выявляя рытвины, кратеры, изменение цвета и следы перемещения элементов между инструментом и заготовкой.
Как и почему инструменты изнашиваются
Исследование показывает, что три типа повреждений действуют совместно и приводят к износу. Абразивный износ возникает из‑за твердых включений в чугуне, которые царапают и вспахивают поверхность инструмента, особенно при больших скоростях. Химический износ проявляется в реакциях в горячей зоне резания с участием окружающего воздуха, образовании оксидов и вымывании ключевых элементов поверхности инструмента; у наиболее пострадавшего инструмента содержание кислорода резко выросло, тогда как бор и азот снизились. Адгезионный износ происходит, когда мельчайшие участки железа кратковременно свариваются с нагретым инструментом и отрываются, оставляя ямки и разорванные участки. Инструмент со связкой на основе карбида титана выделялся: у него наблюдались менее выраженные кратеры и износ по задней поверхности, а связка формировала характерную рваную пленку, которая, хотя и наносила повреждения, была более контролируемой по сравнению с другими образцами.
Поиск оптимума режимов резания
Проанализировав ресурс инструмента при множестве комбинаций скорости, подачи и глубины, авторы свели условия резания к единой величине скорости съема металла и искали закономерности. Ресурс инструмента в целом уменьшался с ростом этой скорости, но не линейно. Инструмент со связкой на основе карбида титана продемонстрировал наилучший общий результат при обработке ковкого чугуна, особенно при средних показателях эффективности съема. Рабочая точка примерно при умеренной скорости и умеренных подаче и глубине (приблизительно 15 куб. см снимаемого металла в минуту) обеспечивала удачный баланс: длительный ресурс при приемлемой скорости обработки. В то же время инструмент с меньшим содержанием твердой фазы иногда показывал максимальный ресурс лишь при очень низких или очень высоких скоростях съема, что делает его более пригодным для узкоспециальных условий, а не для повседневного производства.
От экспериментальных данных к интеллектуальным прогнозам
Чтобы сделать результаты применимыми на производстве, исследователи построили простые математические модели, связывающие ресурс инструмента с скоростью резания, подачей и глубиной. Эти модели можно интегрировать с данными в реальном времени от датчиков станка, что позволяет оценивать, какой ресурс имел инструмент изначально, какая часть уже использована и сколько осталось. «Состояние» инструмента выражается в процентах, и при падении ниже заданного порога система может предупредить операторов до того, как возникнет плохое качество поверхности или брак детали. Испытания при варьирующихся режимах резания показали, что предложенный метод прогнозирования достаточно точно отслеживает прогрессирование износа для практического применения на конвейере.
Что это значит для повседневного производства
Для неспециалистов главный вывод таков: небольшие изменения как в составе инструмента, так и в режимах резания способны существенно повлиять на надежность и затраты. Работа выделяет конкретный тип PcBN‑инструмента и диапазон режимов резания, которые вместе обеспечивают более длительный ресурс и стабильную работу при обработке деталей из ковкого чугуна. Одновременно показано, что простые модели на основе данных могут фоново отслеживать износ и подсказывать своевременную замену. В сумме эти достижения помогают производителям автомобилей и электродвигателей обрабатывать твердые металлы быстрее, с меньшим количеством брака и энергозатрат, что способствует более чистому и эффективному транспорту.
Цитирование: Wang, P., Li, X., Jiu, Y. et al. Cutting parameter-tool material interaction on PcBN tool wear behaviour in ductile iron machining. Sci Rep 16, 9473 (2026). https://doi.org/10.1038/s41598-026-38314-z
Ключевые слова: механическая обработка ковкого чугуна, резцы из PcBN, износ инструмента, параметры резания, прогнозирование ресурса инструмента