Clear Sky Science · ru
Влияние параметров процесса резания на усталостные свойства закалённой и отпущенной стали 42CrMo
Почему гладкость металла важна
От ветряных турбин до высокоскоростных поездов — многие критически важные механизмы опираются на стальные валы, болты и шестерни, которые вращаются или изгибаются миллионы раз за срок службы. Эти детали часто выходят из строя не при одной сильной перегрузке, а постепенно — через крошечные трещины, которые растут с каждым циклом нагрузки. В этом исследовании рассматривают широко используемую высокопрочную сталь 42CrMo и задают практический вопрос с серьёзными последствиями для безопасности и затрат: как способ резания и обработки металла изменяет срок службы деталей до появления трещин и разрушения?
Как обычная обработка создаёт скрытые слабости
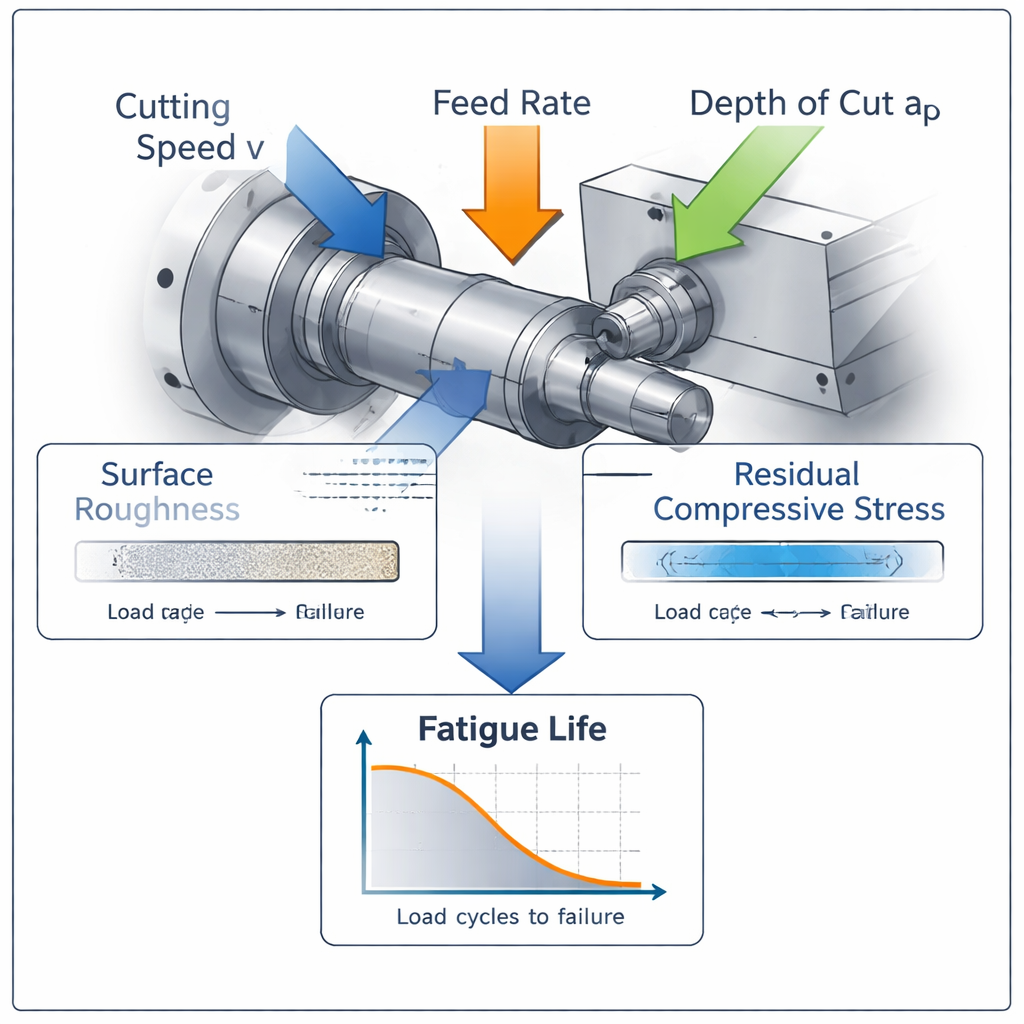
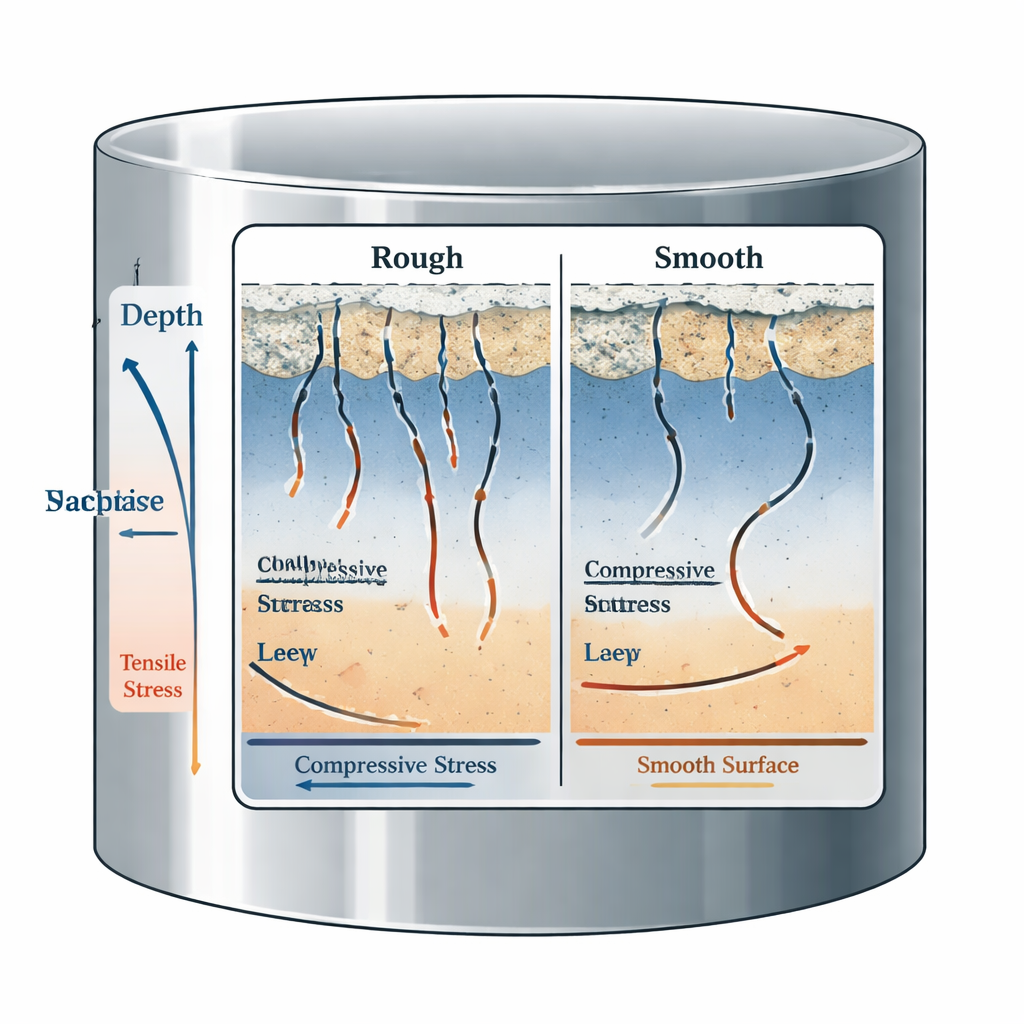
Прежде чем стальной вал попадёт в эксплуатацию, его обтачивают на токарном станке до окончательной формы. На этом этапе производители выбирают три ключевых параметра: подачу инструмента вдоль детали (скорость подачи), скорость вращения заготовки (скорость резания) и глубину реза. Эти решения влияют не только на скорость выполнения операции. Они определяют и финишную поверхность, и внутренние напряжения в поверхностном слое — совокупность параметров, называемую «целостностью поверхности». Более шероховатая поверхность действует как мелкие надрезы, где могут зарождаться трещины, в то время как поверхностные сжимающие напряжения работают как невидимые зажимы, замедляющие рост этих трещин.
Испытания стали в реалистичном изгибе
Исследователи использовали закалённую и отпущенную сталь 42CrMo, распространённый выбор для ответственных деталей, и обрабатывали образцы на числовом токарном станке в условиях смазанного (wet) резания. Они поочерёдно изменяли скорость резания, подачу и глубину реза, затем измеряли два ключевых показателя: шероховатость поверхности и остаточные сжимающие напряжения в наружном слое, используя прибор для измерения шероховатости и рентгеновские методы. Далее они выбрали четыре типичных набора параметров резания и изготовили специальные образцы в форме песочных часов, которые затем циклически изгибали до разрушения, что позволило напрямую связать условия обработки с усталостной долговечностью: сколько циклов выдерживал каждый образец.
Что продлевает срок службы детали
Эксперименты показали, что подача сильно влияет на степень шероховатости: большая подача даёт более выраженные следы инструмента и более грубую поверхность. Скорость резания, в свою очередь, оказалась особенно важной как для шероховатости, так и для распределения остаточных напряжений. В умеренном диапазоне более высокие скорости резания в сочетании с подачей охлаждающей жидкости снижали вибрацию и не допускали прироста материала на режущем лезвии, что приводило к более гладкой поверхности и более высоким сжимающим напряжениям на большей глубине под ней. Глубина реза оказывала менее сильное и более тонкое влияние. При сравнении четырёх выбранных режимов резания сочетание относительно высокой скорости резания и малой подачи давало наиболее благоприятный профиль: низкую шероховатость, очень высокие поверхностные сжимающие напряжения и глубокий защитный слой. Такие детали выдерживали до примерно 95 000 циклов изгиба — заметно больше, чем изделия с более грубой поверхностью или более слабыми сжимающими напряжениями.
Взвешивание двух ключевых факторов: шероховатость и напряжения
Чтобы превратить эти наблюдения в практический инструмент проектирования, авторы разработали комбинированную оценку, которая смешивает показатели шероховатости поверхности и остаточных сжимающих напряжений в единое «взвешенное стандартное значение». Они привели обе величины к общему диапазону 0–1, затем придали шероховатости 35% влияния, а остаточным сжимающим напряжениям 65%, отражая их предполагаемую значимость для усталостной долговечности. Эта метрика очень точно коррелировала с фактическим числом циклов до разрушения: образцы с наивысшим взвешенным значением последовательно демонстрировали наибольшую долговечность, а с наименьшим — выходили из строя быстрее всего. Микроскопические снимки поверхностей изломов подтвердили выводы: сильные сжимающие напряжения и глубокий градиент напряжений замедляли рост трещин даже при неидеально гладкой поверхности, тогда как хорошая шероховатость сама по себе не компенсировала слабые сжимающие напряжения.
Что это значит для реальных машин
Для неспециалистов вывод прост: способ резания стали может быть не менее важен, чем выбор самой стали. Подбирая режимы обработки, которые обеспечивают достаточно гладкую поверхность и сильный глубокий слой сжимающих напряжений, производители могут значительно отстрочить развитие мелких трещин, ведущих к отказу. Предложенный метод взвешенной оценки даёт инженерам простой инструмент для балансировки этих двух эффектов при настройке скорости резания, подачи и глубины реза. На практике это означает более безопасные и долговечные болты, валы и шестерни — без замены материала, только за счёт более грамотной мехобработки.
Цитирование: Tang, K., Zhu, J., Yin, B. et al. Effect of cutting process parameters on fatigue properties of quenched and tempered 42CrMo steel. Sci Rep 16, 6962 (2026). https://doi.org/10.1038/s41598-026-38185-4
Ключевые слова: усталость металлов, обработка металлов, шероховатость поверхности, остаточные напряжения, высокопрочная сталь