Clear Sky Science · ru
Регрессия гауссовского процесса с физически направленным добавлением псевдо-образцов для прогнозирования износа при разреженных измерениях в фрезеровании
Почему важен более продвинутый мониторинг инструментов
Ежедневные изделия — от самолетов и медицинских имплантатов до смартфонов — зависят от металлических деталей, обработанных с очень высокой точностью. Эти детали обрабатываются режущими инструментами, которые со временем изнашиваются, подобно протектору автомобильной шины. Заменить инструмент слишком рано — значит тратить деньги и материалы; заменить слишком поздно — значит допустить выпуск брака или поломку оборудования. В этой работе представлен новый способ предсказания износа инструментов во времени, объединяющий физику и статистику, чтобы производители могли безопасно эксплуатировать инструмент как можно дольше без постоянных проверок.
Скрытые подсказки в звуках и вибрациях станка
В современном числовом (CNC) фрезеровании датчики постоянно «слушают» процесс. Они фиксируют силы, микро-вибрации и даже звуковые волны, когда режущий инструмент снимает металл. Эти сигналы содержат множество сведений о состоянии инструмента, но их слишком сложно интерпретировать невооруженным глазом. Традиционно инженеры периодически останавливают станок, извлекают инструмент и измеряют износ под микроскопом — точная, но медленная и дорогая процедура. Задача состоит в том, чтобы научиться надежно отображать живые данные с датчиков на невидимый износ, чтобы минимизировать простои и одновременно удерживать качество на требуемом уровне.
Ограничения современных систем мониторинга
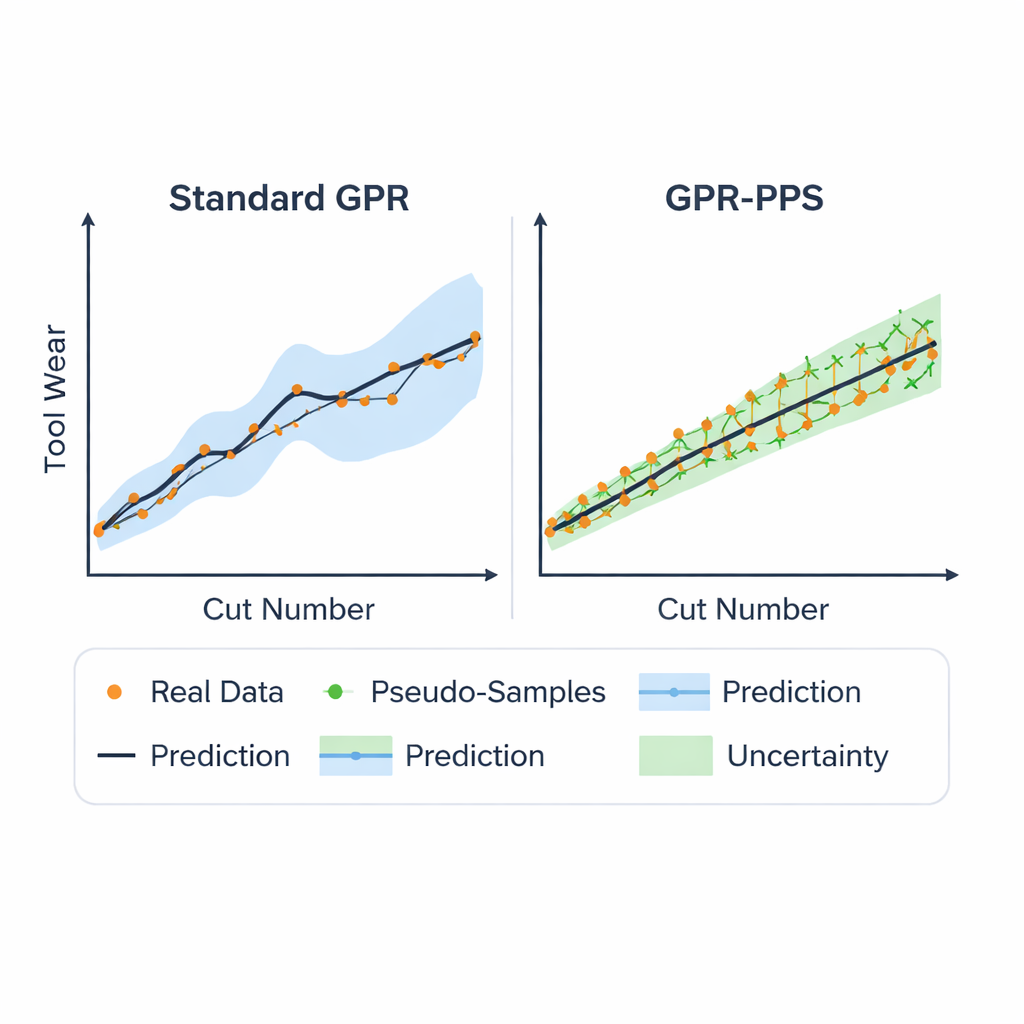
Многие современные подходы используют методы машинного обучения — например нейронные сети или машины опорных векторов — для связи признаков сигналов с износом. Такие системы показывают хорошие результаты при обучении на больших, качественно размеченных наборах данных. Однако сбор таких данных дорог из‑за того, что каждая метка требует остановки производства для измерения износа. Другая перспективная группа методов — регрессия гауссовского процесса — эффективна при ограниченных данных и дополнительно оценивает собственную неопределенность. Тем не менее и она испытывает трудности при прогнозировании далеко за пределами имеющихся измерений: предсказания постепенно «стягиваются» к нейтральной догадке, а неопределенность резко растет — как раз тогда, когда фабрикам нужны уверенные долгосрочные прогнозы.
Заполнение пробелов с помощью физически направленных псевдо-данных
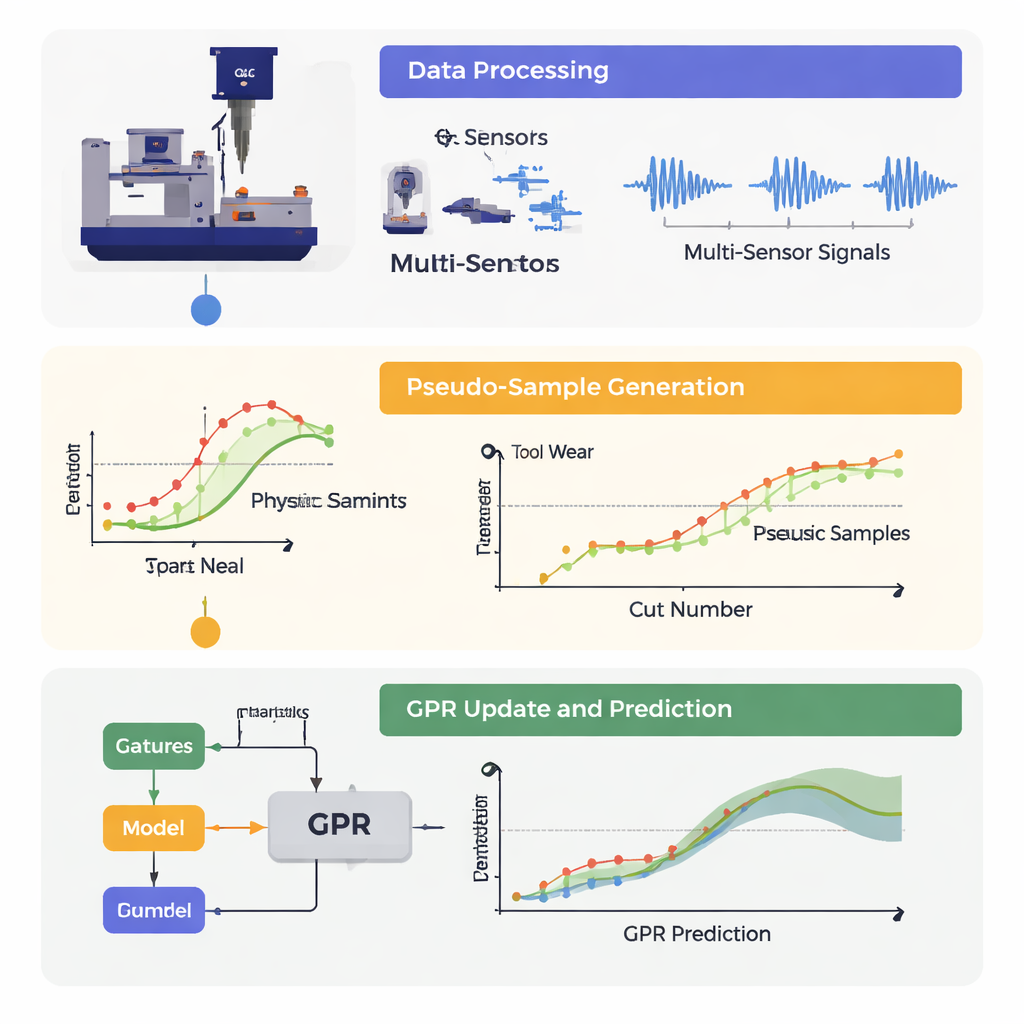
Авторы предлагают структуру, которую называют GPR-PPS — регрессия гауссовского процесса с физически направленными псевдо-образцами. Вместо того чтобы опираться только на редкие реальные измерения износа, метод использует физическую модель того, как обычно развивается износ инструмента в течение его жизни — сначала быстрые изменения, затем устойчивая фаза и в конце ускоренный износ. После обучения модели на ранних, плотно измеренных данных она прогнозирует износ между двумя точками инспекции. Затем к этим прогнозам подгоняется физическая кривая и мягко корректируется так, чтобы точно проходить через две реальные отметки. Каждой обработке между проверками присваивается синтетическое, или «псевдо», значение износа из этой выровненной кривой, фактически превращая несколько дорогих измерений в плотный, физически правдоподобный набор для обучения.
Контур обучения, адаптирующийся в ходе жизни инструмента
Эти псевдо-данные комбинируются с реальными измерениями и возвращаются в модель гауссовского процесса в непрерывном цикле. На каждом этапе система обновляет представление о тенденции износа и оставшейся неопределенности. Исследователи протестировали эту стратегию на общеизвестном открытом наборе данных по высокоскоростному фрезерованию, где семь разных датчиков записывали сигналы для сотен резов, а фактический износ инструмента измерялся лишь время от времени. Даже когда модели предоставляли метки менее чем за 10% срока службы инструмента, она могла прогнозировать полную кривую износа с меньшей ошибкой, чем традиционные методы машинного обучения и чем гауссовские процессы без псевдо-образцов. Модель также давала более узкие, более информативные интервалы доверия, что помогало инженерам лучше оценивать риск при решении о продолжении работы инструмента.
Что это значит для реального производства
Для неспециалистов ключевая идея в том, что метод использует уже известные нам закономерности износа инструментов вместе с ограниченными измерениями, чтобы «заполнить пробелы» дисциплинированным образом. Превращая несколько прямых измерений в множество физически согласованных псевдо-точек, модель учится точнее отслеживать износ на протяжении всего срока службы инструмента, одновременно показывая степень уверенности для каждого предсказания. На практике это может позволить заводам реже проверять инструменты, сократить потери от преждевременной замены, избежать внезапных отказов и продвинуться к полностью автономным системам самоконтроля станков.
Цитирование: Nguyen, HP., Nguyen, DT. & Kim, JM. Gaussian process regression with physics-guided pseudo-sample augmentation for wear prediction under sparse measurements in milling. Sci Rep 16, 7231 (2026). https://doi.org/10.1038/s41598-026-38067-9
Ключевые слова: прогнозирование износа инструментов, CNC фрезерование, машинное обучение с физическим направлением, регрессия гауссовского процесса, предиктивное обслуживание