Clear Sky Science · ru
Применение метода IEW-CRITIC-CoCoSo на основе интервально-значимых T-сферических нечетких множеств для оптимизации параметров процесса при 3D-печати композитов из переработанного полипропилена
От пандемических отходов к полезным деталям
Миллиарды одноразовых масок и других текстильных изделий на основе полипропилена накопились в виде отходов с момента пандемии COVID-19. В этом исследовании рассматривают, как этот мусор можно превратить в прочные и надежные детали, напечатанные на 3D-принтере, и как настроить принтер так, чтобы переработанный пластик соперничал по свойствам с новым материалом. Используя новый тип математического аппарата для принятия решений, авторы показывают, как выжать наилучшие механические характеристики из переработанного полипропилена, армированного стекловолокном, что помогает замкнуть цикл использования пластика и сохранить практическую применимость 3D-печати в инженерии.
Почему переработанному пластику нужна умная печать
Переработанный полипропилен, полученный из распыленных (meltblown) тканей, таких как слои масок, привлекателен тем, что он дешевый, легкий и широко доступный. Но при использовании в стандартных 3D-принтерах с послойным наплавлением (FDM) он страдает от слабого сцепления между слоями и нестабильной геометрии. Добавление короткого стекловолокна повышает прочность и жесткость, образуя композит, обозначаемый как GF/RPP. Тем не менее конечное качество по‑прежнему сильно зависит от настройки принтера: температуры сопла, толщины слоя, плотности заполнения и направлений печатных линий — все эти параметры по-разному влияют на прочность, жесткость и пластичность. Найти набор параметров, который одновременно сбалансирует все три свойства, далеко не тривиально.
Проектирование материала и испытаний
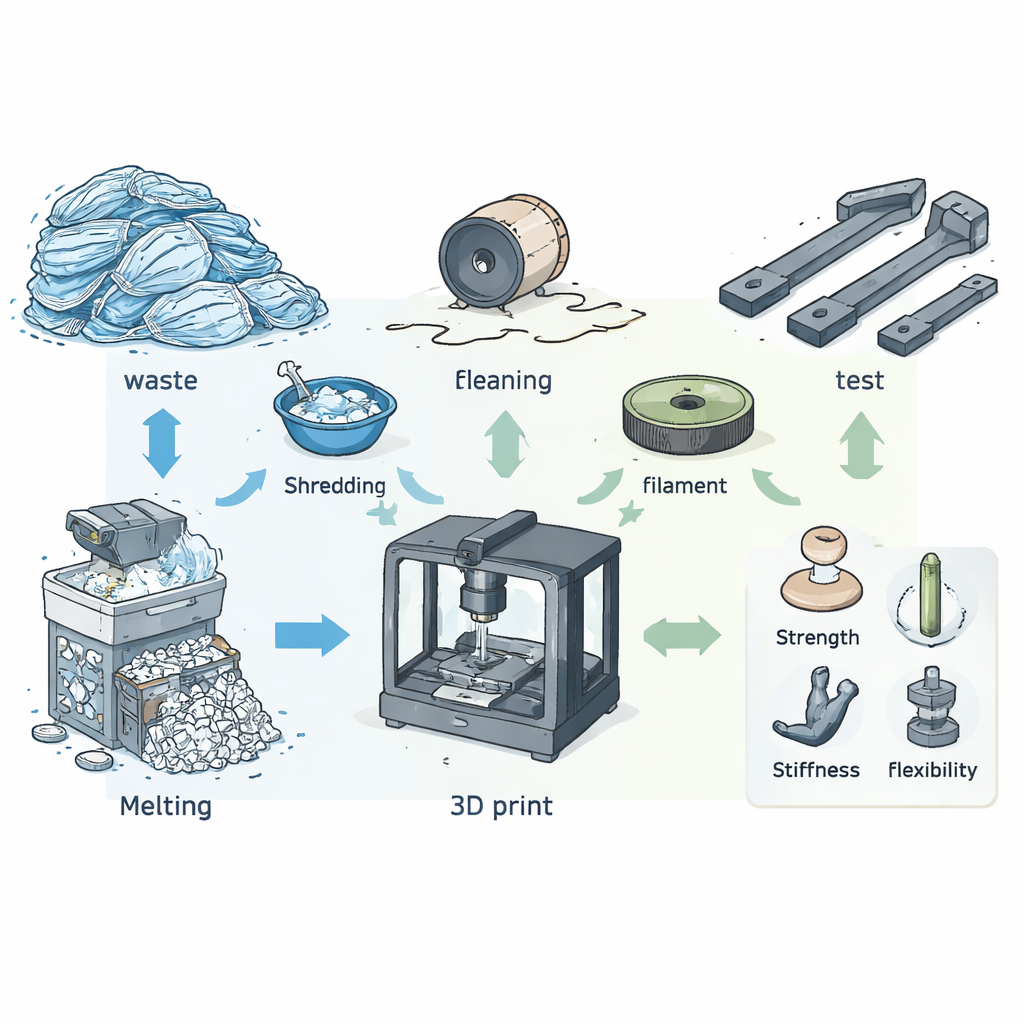
Исследователи начали с превращения отходов meltblown-полипропилена в пеллеты, а затем в филамент, загруженный стекловолокном в количестве 30% по массе. Они подтвердили, что этот композит плавится и течет хорошо при температурах ниже температуры его разложения, что делает его пригодным для экструзионной 3D-печати. На коммерческом FDM-принтере напечатали стандартные образцы «бобовидной» формы при девяти комбинациях температуры (220, 240, 260 °C), толщины слоя (0,1; 0,2; 0,3 мм) и плотности заполнения (60, 80, 100%), при этом этот набор повторяли для трех углов растровки (0°, 45°, 90°). Каждый образец подвергали растяжению для измерения прочности при растяжении, жесткости (модуля упругости при растяжении) и относительного удлинения при разрыве, фиксируя, насколько прочными, жесткими и пластичными получаются детали.
Новая математика для баланса конфликтующих целей
Поскольку некоторые настройки, повышающие прочность, могут уменьшать пластичность, команда использовала многоатрибутный подход к принятию решений (MADM), чтобы взвесить и объединить все результаты. Они работали в «нечеткой» постановке, где каждое измерение рассматривается не как одночеткое значение, а как интервал с степенями уверенности, сомнения и отрицания — что лучше отражает шумные эксперименты. Их интервально-значимый T-сферический нечеткий оператор позволяет объединять данные с разных углов растровки и по разным механическим свойствам, одновременно снижая влияние одиночных выбивающихся значений. Для определения важности каждой характеристики они смешали экспертные оценки с объективной мерой вариативности и конфликтности свойств. Наконец, они использовали процедуру ранжирования CoCoSo, чтобы присвоить баллы и упорядочить девять наборов параметров, добиваясь наилучшего сбалансированного механического поведения, а не просто самого высокого отдельного показателя.
Какими получаются оптимальные параметры печати
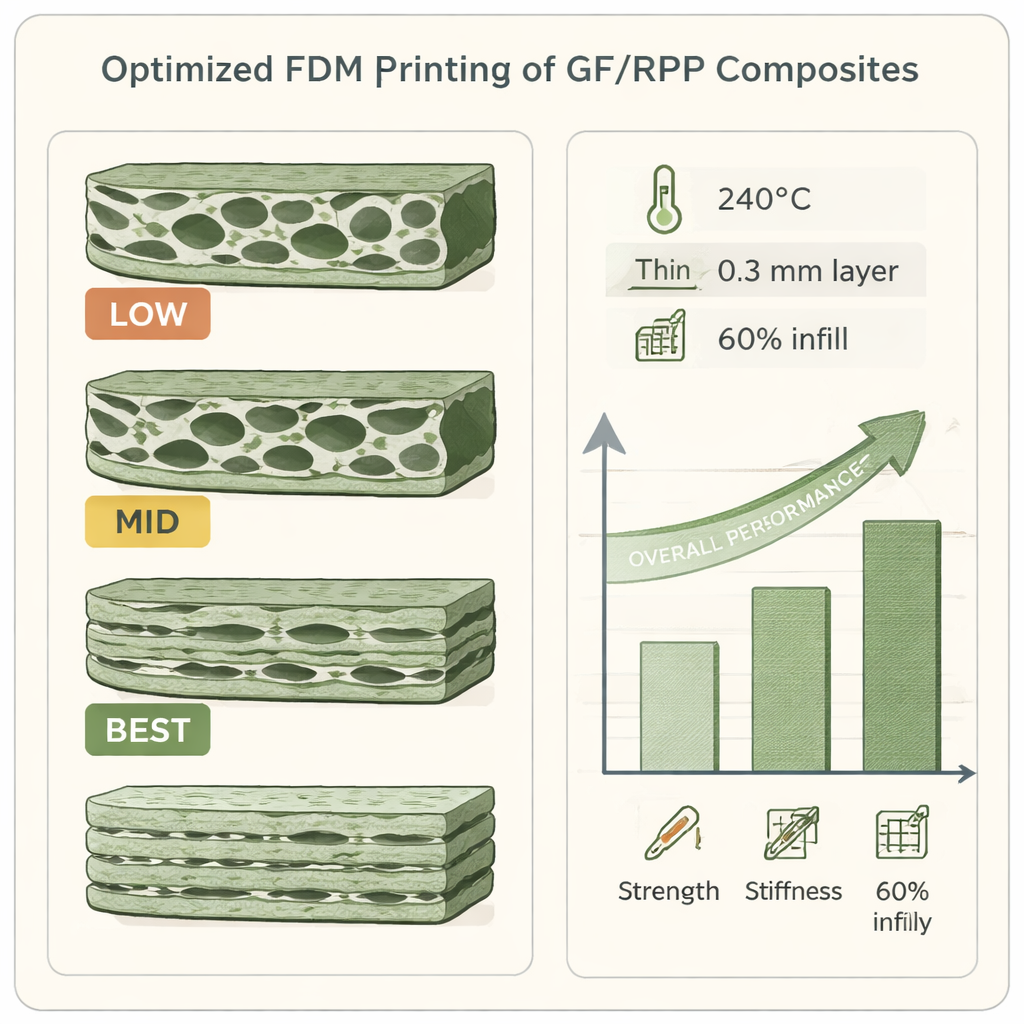
Комплексный анализ явно указал на одну выигрышную конфигурацию: температура печати 240 °C, толщина слоя 0,3 мм и плотность заполнения 60%. Эта комбинация, обозначенная как схема M6, обеспечила примерно на 10,7% лучшее общее механическое поведение по сравнению с другими проверенными настройками. При 240 °C материал достаточно плавится, чтобы обеспечить хорошее сцепление слоев без термической деградации; более толстые слои увеличивают площадь контакта между слоями и уменьшают внутренние пустоты; а умеренная плотность заполнения обеспечивает хорошую поддержку без создания чрезмерных внутренних напряжений. Микроскопия разрушенных образцов подтвердила результаты: оптимально напечатанные детали показали плотные, хорошо сплавленные слои и стекловолокно, надежно зафиксированное в пластике, тогда как при худших настройках наблюдались зазоры, выдёрнутое волокно и большие пустоты, ослабляющие деталь.
Что это означает для более экологичной 3D-печати
Проще говоря, исследование показывает, что при правильных настройках переработанный материал из масок, усиленный стекловолокном, может стать надежным сырьём для печати конструкционных деталей. Вместо оптимизации одного свойства за раз предлагаемая авторами нечеткая система принятия решений помогает производителям настраивать принтеры для сбалансированного сочетания прочности, жесткости и гибкости в условиях неопределенности. За пределами данного композита тот же математический инструментарий может направлять выбор параметров для других переработанных пластиков и передовых материалов, упростив создание более экологичных и высокопроизводительных 3D-печатных изделий.
Цитирование: Zhao, S., Du, Y., Hao, Y. et al. Application of an IEW-CRITIC-CoCoSo method based on interval-valued T-spherical fuzzy for optimizing process parameters of 3D printed recycled polypropylene composites. Sci Rep 16, 6971 (2026). https://doi.org/10.1038/s41598-026-37726-1
Ключевые слова: 3D-печать, переработанный полипропилен, композиты с стекловолокном, оптимизация процесса, нечеткое принятие решений