Clear Sky Science · ru
Комплексная оценка износа инструмента, морфологии стружки, целостности поверхности и энергопотребления при экологичной фрезерной обработке Inconel 718
Почему охлаждение важно при обработке стойких металлов
От авиационных двигателей до электростанций многие ответственные детали изготовляют из чрезвычайно прочного сплава Inconel 718. Его прочность при очень высоких температурах делает его идеальным для суровых условий эксплуатации, но одновременно делает его известным как трудный и дорогостоящий в обработке материал. В этом исследовании поставлен практический вопрос для промышленности и окружающей среды: можно ли обрабатывать этот сложный металл так, чтобы расходовать меньше энергии, реже менять инструменты и при этом получать ровную и надёжную поверхность — сокращая при этом объём охлаждающей жидкости, вредной для рабочих и планеты?

Упрямый сплав для экстремальных условий
Inconel 718 — никель-основанный суперсплав, сохраняющий прочность от глубоких отрицательных температур до почти 1000 °C. Это делает его незаменимым для авиационных двигателей, трубопроводов высокого давления и оборонной техники, где отказ недопустим. Но именно эти преимущества создают проблемы в цеху. При обработке режущий инструмент испытывает огромные силы и нагрев, который может превышать 1100 °C. Сплав плохо проводит тепло и склонен прилипать к инструменту, поэтому инструменты быстро изнашиваются, поверхности становятся шероховатыми, а затраты на производство растут. В то же время традиционные жидкие охлаждающие среды, применяемые в больших объёмах, могут создавать риски для здоровья и окружающей среды.
Четыре подхода к охлаждению и смазке зоны резания
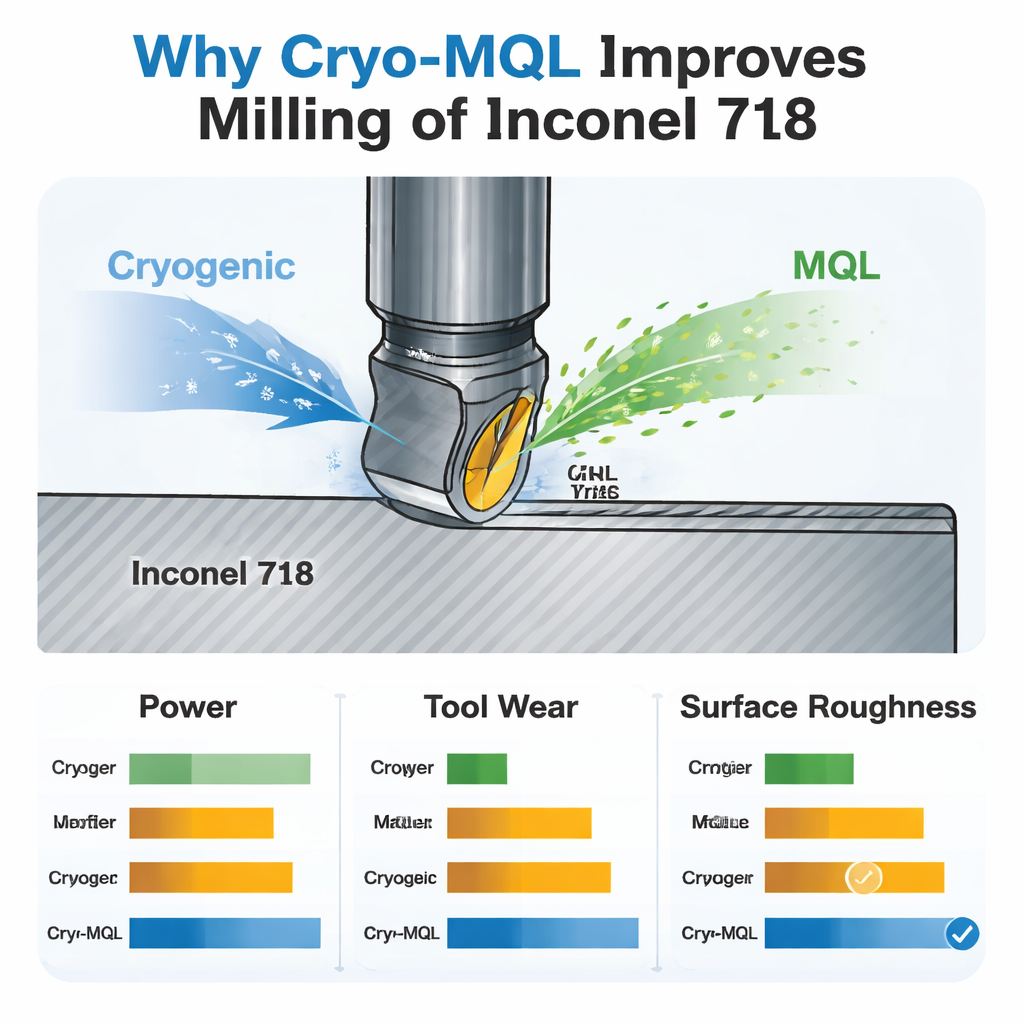
Исследователи сравнили четыре способа охлаждения и смазки зоны резания при фрезеровании Inconel 718 на станке с ЧПУ. При сухой обработке охлаждающая жидкость не используется вообще. Смазка в минимальном количестве (MQL) распыляет тонкий масляный туман, потребляя значительно меньше жидкости, чем при традиционной заливке. Криогенное охлаждение подаёт очень холодный газ или жидкость, например жидкий азот, чтобы охладить зону резания. Наконец, гибридный подход — Cryo-MQL — сочетает холодную струю и масляный туман. Для всех четырёх методов команда провела испытания на трёх скоростях резания при постоянной подаче и глубине реза. Они измеряли потребляемую электрическую мощность станка, скорость износа инструмента, качество поверхности и изменение формы мелких закрученных стружек.
Энергопотребление, гладкость поверхности и срок службы инструмента
Результаты показывают, что выбор метода охлаждения существенно влияет на поведение при обработке. Сухая обработка всегда потребляла больше всего энергии и вызывала наиболее серьёзный износ инструмента, включая сколы на режущей кромке и глубокие повреждения фаски. MQL снижала трение и продлевала срок службы инструмента по сравнению с сухой обработкой, но её ограниченная охлаждающая способность становилась проблемой при больших скоростях. Чистое криогенное охлаждение хорошо защищало гладкость поверхности на низких скоростях и снижало температуру инструмента на высоких скоростях, но могло вызывать резкие температурные шоки, оставлявшие мелкие кратеры на инструменте. Гибридный подход Cryo-MQL последовательно обеспечивал наилучший баланс: на низких скоростях он сокращал потребление энергии примерно на 10% по сравнению с сухой обработкой, а на всех скоростях сохранял износ инструмента на минимальных уровнях, одновременно охлаждая инструмент и создавая стабильную смазочную плёнку между инструментом и стружкой.
Что показывают крошечные стружки
В исследовании также изучали форму и разрушение стружки, которые подобны отпечаткам пальцев происходящего в зоне резания. По мере роста скорости резания стружки склонялись к формированию пиловидных узоров — признак того, что материал деформируется скачкообразно по узким зонам интенсивного сдвига и нагрева. При сухой обработке и простом MQL стружки часто становились сильно зазубренными и неправильной формы, что указывало на нестабильный режим резания и высокие тепловые нагрузки. Криогенное охлаждение делало «зубцы» более острыми, поскольку металл становился более хрупким на холоде. При Cryo-MQL, однако, стружки в целом становились более регулярными и легче контролируемыми, что указывает на более стабильный баланс температуры, трения и пластичности материала. Поведение стружки подтверждало измерения износа инструмента и энергопотребления, усиливая вывод о том, что гибридный метод смягчает процесс резания.
Что это значит для более чистой и дешёвой обработки
Для предприятий, обрабатывающих Inconel 718, эти результаты указывают на практический путь вперёд. Работа инструментов в гибридных условиях Cryo-MQL может снизить потребление энергии, увеличить срок службы инструмента и сохранить хорошее качество поверхности, используя при этом лишь небольшое количество смазки. Это означает меньшее число смен инструмента, меньше брака и меньшую зависимость от больших объёмов традиционных охлаждающих жидкостей. Проще говоря, сочетание очень холодного охлаждения и тонкого масляного тумана позволяет производителям бережнее и эффективнее обрабатывать этот упорный сплав, что способствует как снижению затрат, так и более чистому, устойчивому производству.
Цитирование: Yurtkuran, H. Integrated assessment of tool wear, chip morphology, surface ıntegrity and energy consumption in sustainable milling of Inconel 718. Sci Rep 16, 6967 (2026). https://doi.org/10.1038/s41598-026-37624-6
Ключевые слова: механическая обработка Inconel 718, криогенное охлаждение, смазка в минимальном количестве, износ инструмента, устойчивое производство