Clear Sky Science · ru
Пропорциональное управление с двойной петлей для высокоточной индукционной пайки тонкостенных алюминиевых волноводов
Сохранение жизненно важных систем спутника
Современные коммуникационные спутники полагаются на полые металлические трубы, называемые волноводами, для передачи радиосигналов между антеннами и электроникой. Эти узлы должны выдерживать годы вибраций при запуске, сильный холод и палящее солнце, не теряя энергию и не трескаясь. В статье рассматривается более умный способ «сварки» легких алюминиевых волноводов методом индукционной пайки, позволяющий получать прочные, однородные сварные соединения с минимальным количеством человеческих догадок.
От факелов к интеллектуальному нагреву
Традиционная пайка часто использует пламя или печи, которые нагревают большие площади и могут деформировать хрупкие детали. Индукционная пайка, напротив, применяет плотно прилегающую медную катушку для создания концентрированного электромагнитного поля, которое нагревает только зону соединения. Авторы сосредоточены на тонкостенных алюминиевых волноводах для космической техники, где даже небольшие ошибки по температуре могут вызвать коробление или неполное заполнение припоя. Поскольку контактные термометры нарушали бы поверхность и не работали бы в сильном электромагнитном поле, система опирается на бесконтактные инфракрасные датчики и математические модели для отслеживания температуры в процессе.
Интеллектуальная петля обратной связи для нагрева
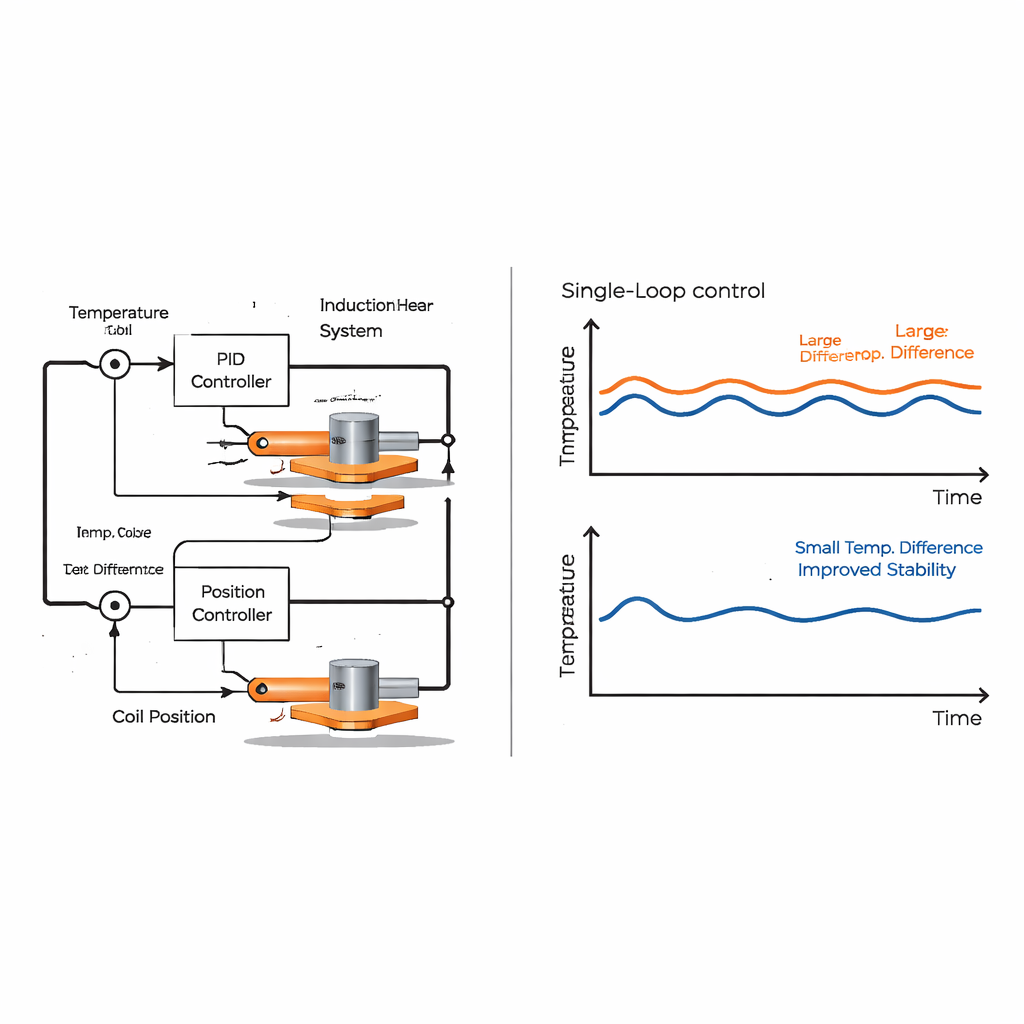
Первая стратегия управления, разработанная командой, использовала одну петлю обратной связи, которая следит не за самой температурой, а за скоростью нагрева соединения. Бесконтактный датчик измеряет температуру в зоне шва, а простой регулятор регулирует мощность, подаваемую на индукционную катушку, так чтобы скорость нагрева следовала запрограммированному профилю, а затем удерживалась на температуре плавления припоя. В лабораторных испытаниях на нескольких формах волноводов эта однопетлевая система удерживала среднюю погрешность температуры примерно на уровне 3–4 градусов Цельсия и ограничивала перерегулирование, при условии что техник заранее тщательно отрегулировал расстояние между катушкой и деталями. При корректной настройке почти все швы проходили металлографическую инспекцию.
Добавление второй петли для выравнивания
Однако исследователи обнаружили, что даже при аккуратной настройке температура трубы и фланца могла отличаться более чем на 15 градусов, если расстояние до катушки менялось или толщина деталей варьировала от партии к партии. Чтобы решить эту проблему, они ввели вторую петлю обратной связи. Теперь один инфракрасный датчик наблюдает за фланцем, а другой — за трубой. Первая петля по-прежнему контролирует мощность согласно профилю нагрева, но вторая петля медленно перемещает заготовку относительно катушки, когда обнаруживает, что одна сторона нагревается сильнее другой. Сдвигая соединение ближе или дальше от катушки, система активно выравнивает температуры в зоне пайки во время предварительного нагрева, разгона и окончательной выдержки.
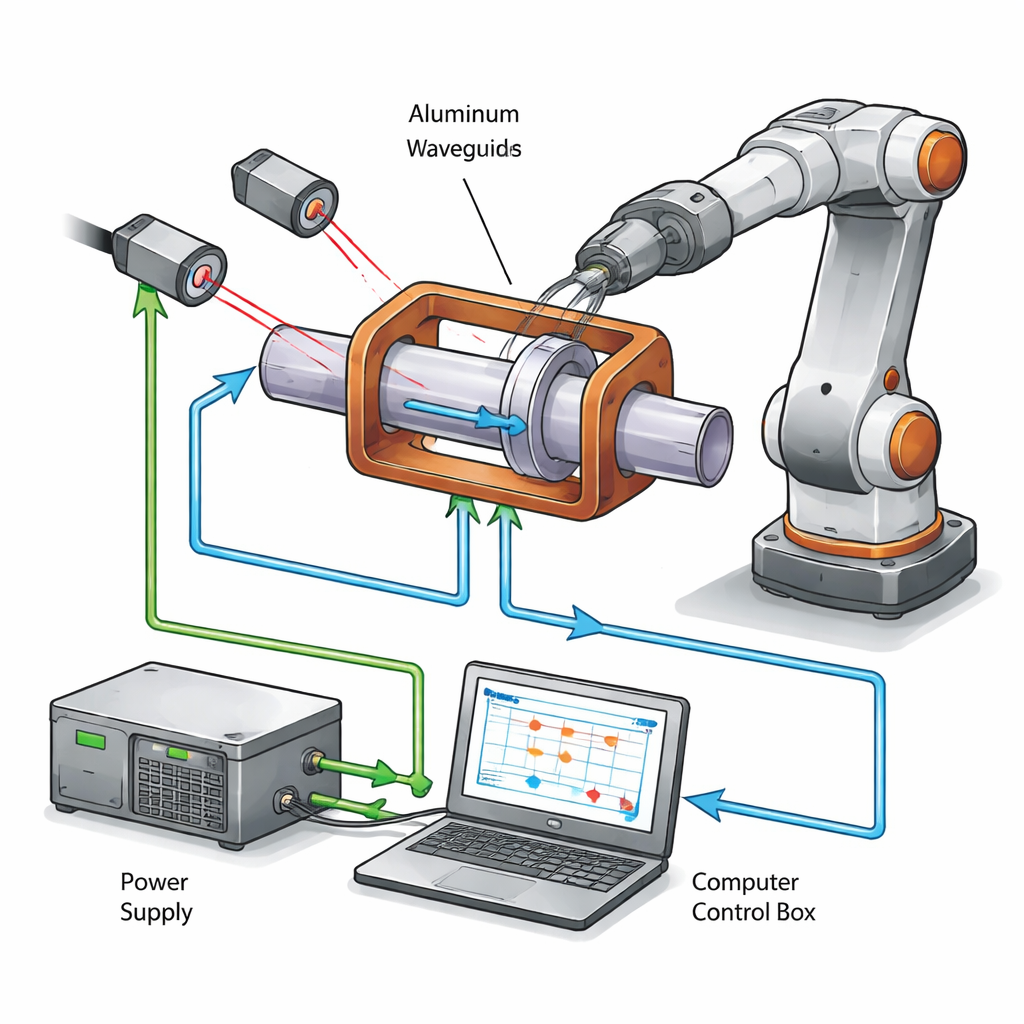
От лабораторного прототипа к производственной линии
Чтобы внедрить идею с двумя петлями в производстве, авторы создали полностью автоматизированную ячейку пайки. В неё вошли высокочастотный источник питания, водоохлаждаемые катушки, шестияксельный манипулятор, лазерный дальномер для измерения расстояния, два инфракрасных датчика и промышленные камеры для контроля выравнивания. Все эти устройства координируются модульным программным обеспечением на C++, работающее на промышленном ПК. Программа собирает данные о температуре, положении, мощности и видеосигналах 20 раз в секунду, логирует всё в SQL-базу данных и использует метрики качества, такие как отклонение скорости нагрева и разброс температур, чтобы в реальном времени оценивать каждый цикл пайки. В обширных испытаниях на 120 сборках разных размеров система с двумя петлями снизила среднюю погрешность температуры до чуть более 2 градусов, сократила максимальную разницу температур между трубой и фланцем примерно до 8 градусов и увеличила выход годных соединений до 97% — даже когда операторы были менее точны при первоначальной настройке.
Что это означает для будущей космической техники
Для неспециалистов главный вывод в том, что авторы превратили некогда ремесленный, зависящий от оператора процесс нагрева в более предсказуемый, самокорректирующийся. Измеряя не только насколько горячо место соединения, но и насколько равномерно распределено тепло, контроллер с двумя петлями автоматически корректирует и мощность, и положение, чтобы получать более чистые и надежные пайки с меньшим числом дефектов. Такой подход сокращает переделки и отходы, а также указывает на перспективу ещё более умных систем, которые в будущем смогут применять предиктивные алгоритмы или методы обучения для тонкой настройки нагрева под новые материалы и формы. На практике эти улучшения помогают гарантировать, что ‘‘трубопровод’’, по которому внутри спутников передаются сигналы, останется надежным в течение длительных миссий, обеспечивая более устойчивую связь с Землей.
Цитирование: Tynchenko, V., Martysyuk, D., Kurashkin, S. et al. Dual-loop proportional control for high-precision induction brazing of thin-walled aluminum waveguides. Sci Rep 16, 7440 (2026). https://doi.org/10.1038/s41598-026-37593-w
Ключевые слова: индукционная пайка, алюминиевые волноводы, обратная связь управления, роботизированное производство, спутниковое оборудование