Clear Sky Science · ru
Оптимизация параметров трения‑свариваемости для несхожих алюминиевых сплавов AA2014 и AA5052
Более прочные и легкие металлы для автомобилей и самолетов
От электромобилей до самолетов и судов производителям нужны металлические детали, одновременно легкие и прочные. Алюминий соответствует этим требованиям, но соединить разные марки алюминия без потери прочности оказывается нетривиальной задачей. В этом исследовании показано, как инженеры могут точно настроить безоплавный процесс — фрикционную сварку трением — чтобы два весьма разных алюминиевых сплава, AA2014 и AA5052, образовали прочное и надежное соединение, пригодное для ответственных конструкций.
Как вращающийся инструмент соединяет металл без его плавления
Фрикционная сварка трением ближе по сути к «размешиванию» теста, чем к традиционному оплавлению и слиянию. Твердый вращающийся инструмент вдавливают в стык между двумя металлическими пластинами и перемещают вдоль шва. Трение разогревает и пластично размягчает металл, но не плавит его, что позволяет перемешать и деформировать материал до образования цельного соединения. Это устраняет многие проблемы обычной сварки, такие как поры, трещины и деформации. В работе авторы сосредоточились на четырех ключевых параметрах: скорости вращения инструмента, форме его штифта (треугольный, круглый или квадратный), осевой нагрузке (давлении) и скорости перемещения вдоль шва. Они изучали, как эти «регуляторы» влияют на конечную прочность, пластичность и твердость сварного соединения между высокопрочным упрочняемым сплавом (AA2014) и более коррозионно‑стойким сплавом (AA5052).
Использование интеллектуальной статистики для поиска лучших настроек
Испытывать все возможные комбинации параметров было бы медленно и дорого. Вместо этого команда применила статистический подход — методологию отклик‑поверхности в сочетании с планом Бокс–Бенкен. Это позволило им провести 29 тщательно подобранных экспериментов, которые эффективно отразили влияние четырех параметров процесса на четыре важных показателя: предельную прочность при растяжении (нагрузка до разрушения), предел текучести (момент начала остаточной деформации), относительное удлинение (способность растягиваться) и микротвердость (сопротивление вдавливанию). Затем они использовали функцию «желательности» для поиска компромиссного набора параметров, который поддерживает высокие прочность и твердость без чрезмерной потери пластичности.
Как выглядит оптимизированный шов внутри
Лучший компромисс, который они обнаружили, использовал умеренно высокую скорость вращения инструмента (около 1880 об/мин), квадратный штифт, относительно высокую осевую нагрузку 10 кН и средне‑высокую скорость сварки около 17,6 мм/мин. При этих условиях соединение достигало примерно 258 МПа по прочности при растяжении и 197 МПа по пределу текучести, с твердостью чуть выше 100 по Виккерсу и удлинением около 4,4%. Тщательное микроскопическое исследование объяснило причины: в центральной «зоне перемешивания» зерна алюминия очень мелкие и почти равноосные, а мелкие упрочняющие частицы равномерно распределены по объему. Такая тонкая, однородная структура характерна для полной динамической рекристаллизации — металл фактически был перестроен на микроскопическом уровне в процессе перемешивания.
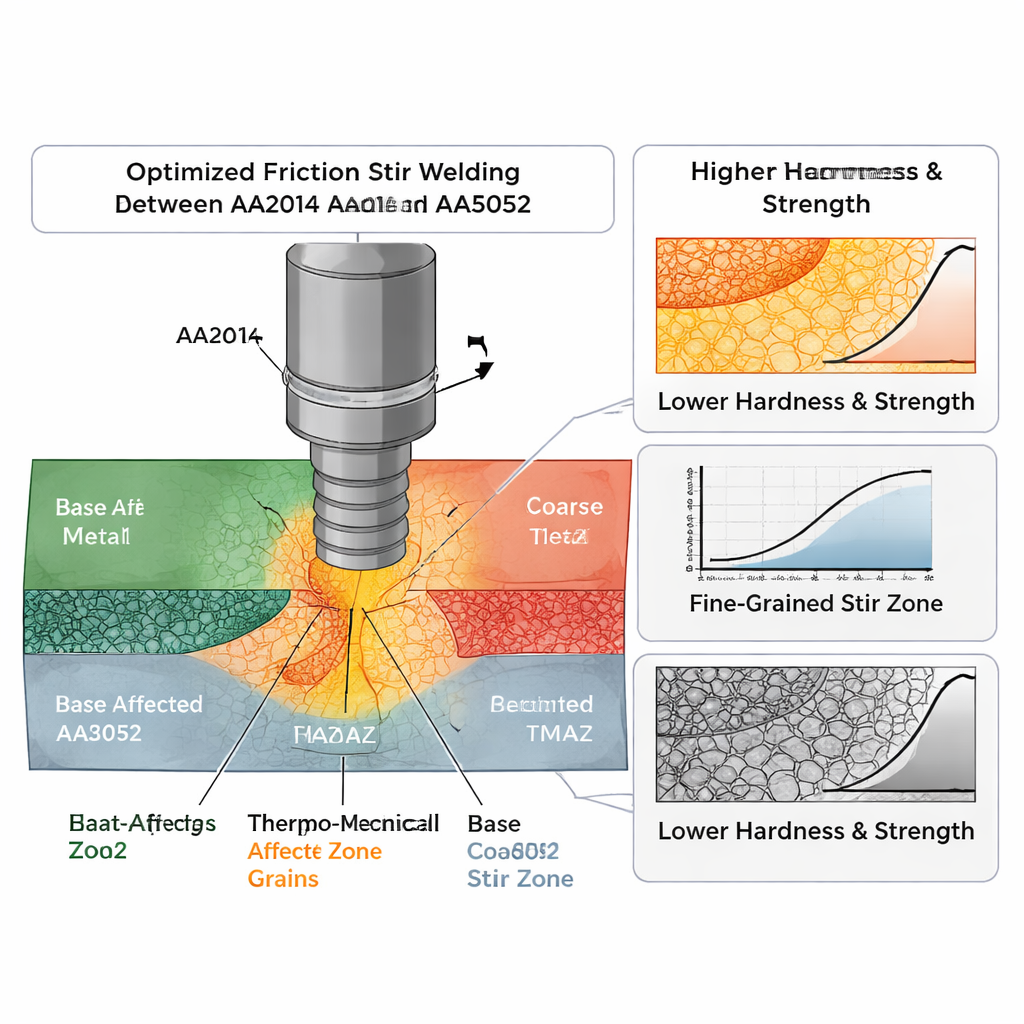
Что происходит при неверных настройках
Чтобы показать отрицательные последствия плохих параметров, исследователи сравнили неоптимизированный шов, выполненный при более низкой скорости инструмента с круглым штифтом и меньшим осевым давлением. В этом шве наблюдались более крупные зерна, сгустки жестких частиц и даже тоннелеподобные пустоты там, где материал не заполнил пространство позади инструмента. Неудивительно, что его прочность и твердость были ниже, а поверхности излома после испытаний на растяжение показали более крупные, неоднородные вмятины и признаки преждевременного разрушения. Напротив, оптимизированное соединение разрушалось с множеством мелких, одинаковых углублений — признак более пластичного, энергоемкого разрушения, напрямую связанного с его доработанной, свободной от дефектов микроструктурой и более благоприятным распределением твердости по шву.
Почему это важно для реальных конструкций
Для конструкторов автомобилей, самолетов и судов вывод ясен: фрикционная сварка трением способна надежно соединять несхожие алюминиевые сплавы, но только при тщательной настройке процесса. Объединив планируемые эксперименты со статистическим моделированием, это исследование определяет конкретный рецепт по скорости инструмента, его форме, давлению и скорости перемещения, который дает прочное, твердое, но при этом достаточно пластичное соединение между AA2014 и AA5052. Оптимизированный шов избегает внутренних дефектов и обеспечивает сбалансированный набор свойств без последующей термообработки, что представляет собой практичный путь к более легким и эффективным конструкциям с применением смешанных сплавов.
Цитирование: Soundararjan, S., Jeevakarunya, C., Raj Kumar, P. et al. Friction stir welding parameter optimization for dissimilar AA2014 and AA5052 aluminium alloys. Sci Rep 16, 7138 (2026). https://doi.org/10.1038/s41598-026-37562-3
Ключевые слова: фрикционная сварка трением, алюминиевые сплавы, оптимизация сварки, легкие конструкции, микроструктура