Clear Sky Science · ru
Оптимизация ультракороткой лазерной абляции нержавеющей стали в режиме всплесков на основе экспериментально проверенных моделей и аналитической теории
Более резкая резка при меньшем нагреве
От медицинских имплантатов до прецизионных инструментов — многие повседневные технологии зависят от тонких узоров, высеченных в металле. Ультракороткие лазеры — с длительностью импульса в миллионную часть миллионной доли секунды — способны моделировать металл с исключительной точностью, но часто работают недостаточно быстро для промышленности. В этом исследовании рассматривается более разумный способ подачи таких импульсов, называемый «режим всплесков», который позволяет эффективнее удалять нержавеющую сталь, сохраняя ту тонкую точность, из‑за которой ценят ультракороткие лазеры.
Разбиение одного сильного вспышки на множество мелких
Вместо того чтобы посылать один мощный лазерный импульс на поверхность стали, режим всплесков разделяет энергию на быстрый ряд меньших суб‑импульсов, приходящих с интервалами в наносекунды. 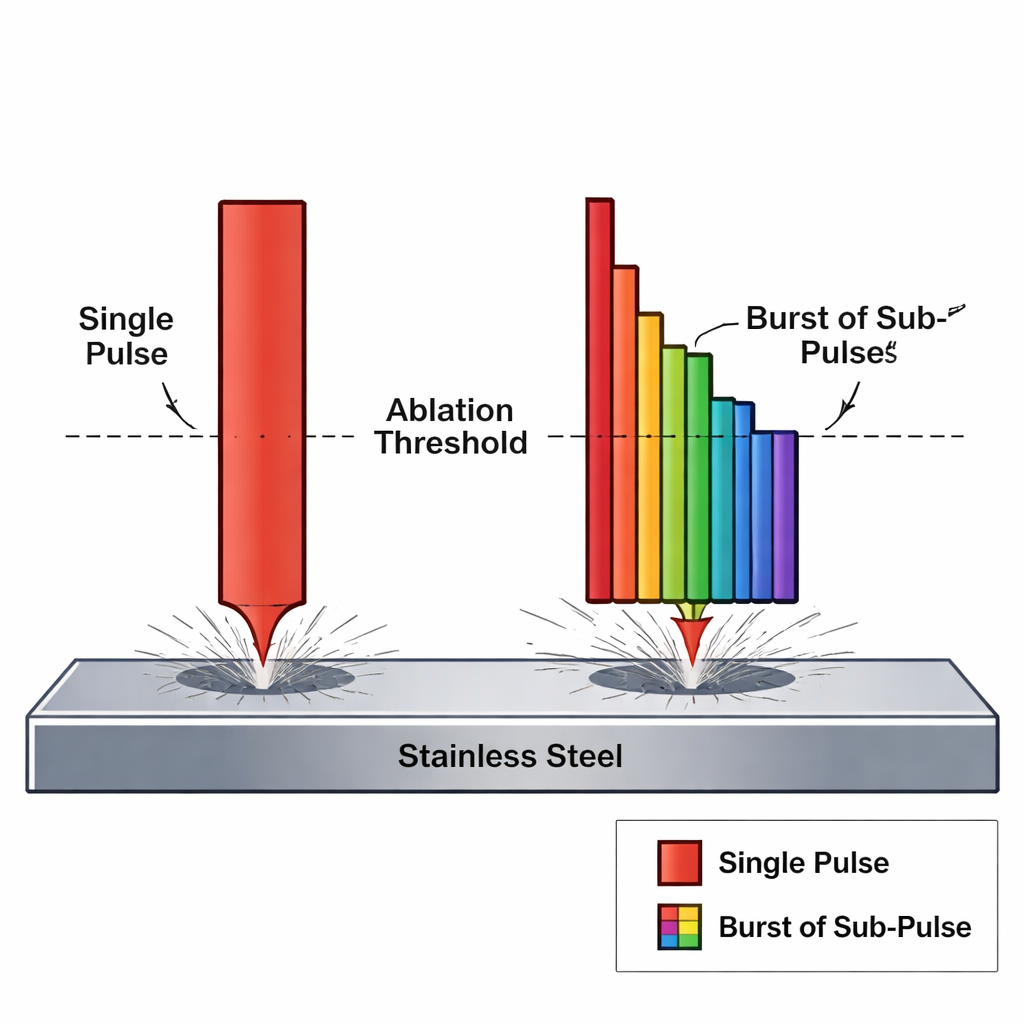
Прослеживая тепло внутри металла
Чтобы ответить на этот вопрос, команда использует и расширяет хорошо зарекомендовавшую себя «модель двух температур». Проще говоря, когда ультракороткий импульс попадает в металл, сначала нагреваются электроны, которые затем быстро передают энергию атомной решетке. Исследователи моделируют этот двухступенчатый нагрев, затем переходят к более привычной модели теплопроводности, когда электроны и решетка достигают одинаковой температуры. Такое хитрое переключение между моделями делает возможными длинные расчеты, даже когда десятки суб‑импульсов следуют один за другим. Вычисления отслеживают, как накапливается температура, как материал выбрасывается и как изменяется форма поверхности при каждом следующем суб‑импульсе.
Эксперименты, проверяющие расчёты
Один только моделирование недостаточно, поэтому авторы проводят контролируемые эксперименты с коммерческой фемтосекундной лазерной системой, работающей в режиме всплесков. Они полируют нержавеющую сталь до очень гладкой поверхности и облучают единичные всплески при разной суммарной энергии и разном числе суб‑импульсов, затем измеряют крошечные кратеры высокоразрешающей оптической профилометрией. На множестве повторов они статистически анализируют глубину и диаметр аблированных участков. Наблюдаемые закономерности — как глубина растет, насыщается или исчезает при изменении флюенса и числа суб‑импульсов — затем сравнивают непосредственно с предсказаниями модели.
Поиск оптимума для каждого мелкого импульса
Сочетание результатов выявляет ясную картину. Когда каждый суб‑импульс слишком слаб, ничего не удаляется: энергия остается ниже «порогового флюенса», необходимого для отрыва материала. По мере увеличения энергии на суб‑импульс выше этого порога глубина абляции растет и достигает максимума при явно выраженном «оптимальном» флюенсе на суб‑импульс. Однако если суб‑импульсы становятся слишком сильными, эффективность падает — лишняя энергия перегревает уже удалённый материал вместо того, чтобы углублять кратер. 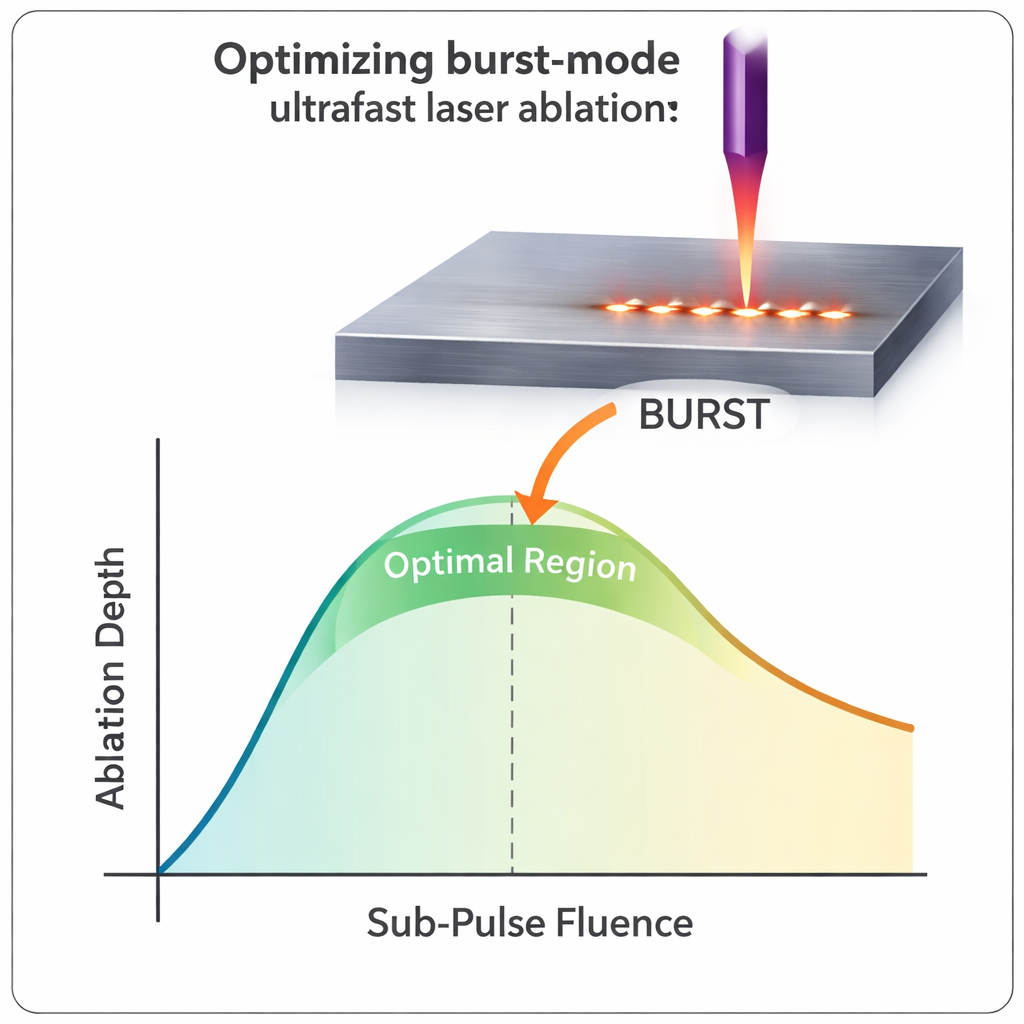
Простые формулы для быстрых промышленных решений
Чтобы сделать эти выводы применимыми на производстве, авторы сводят свои детальные симуляции к двум компактным аналитическим моделям. Одна использует простую логарифмическую формулу для оценки глубины по флюенсу и числу суб‑импульсов, пригодную для быстрой прикидки. Вторая сочетает линейное описание при низких энергиях с логарифмическим при более высоких, чтобы лучше согласоваться с данными в более широком диапазоне. Обе модели выделяют по существу один и тот же оптимальный диапазон энергии на суб‑импульс и объясняют, почему при высокой суммарной мощности разделение энергии на множество разумно выбранных суб‑импульсов эффективнее, чем простое увеличение мощности лазера.
Что это означает для практического производства
Проще говоря, исследование показывает: не только «сколько» энергии вы подаете важно, но и «как» вы её подаёте. Для ультрабыстрой обработки нержавеющей стали разбиение мощного импульса на всплеск из меньших, тонко настроенных суб‑импульсов позволяет удалить больше материала на единицу энергии, сохранять узкие детали и избегать чрезмерного нагрева. Проверенные компьютерные модели и простые формулы дают рабочий набор инструментов, который сборщики оборудования и технологи могут использовать для настройки параметров всплеска ради более быстрой, чистой и надежной лазерной обработки в будущих промышленных приложениях.
Цитирование: Omeñaca, L., Olaizola, S.M., Rodríguez, A. et al. Optimization of ultrafast laser ablation of stainless steel in burst mode based on experimentally validated simulations and analytical modelling. Sci Rep 16, 6295 (2026). https://doi.org/10.1038/s41598-026-37443-9
Ключевые слова: ультракороткая лазерная абляция, обработка в режиме всплесков, микрообработка нержавеющей стали, модель двух температур, оптимизация лазерного производства