Clear Sky Science · ru
Экспериментальный и численный анализ холодной штамповки коммерчески чистого алюминия
Формирование металлических деталей с меньшими отходами
От автомобильных осей до авиационных фитингов многие повседневные изделия изначально представляют собой куски металла, вытянувшиеся в форму под давлением. Такое прессование, называемое ковкой или прессовкой, может быть расточительным, если затем приходится снимать значительный припуск механической обработкой. В данном исследовании рассматривается, как спроектировать алюминиевые заготовки так, чтобы они при ковке принимали форму, максимально приближенную к конечным размерам, сокращая отходы, энергозатраты и расходы.
Приближение к окончательной форме
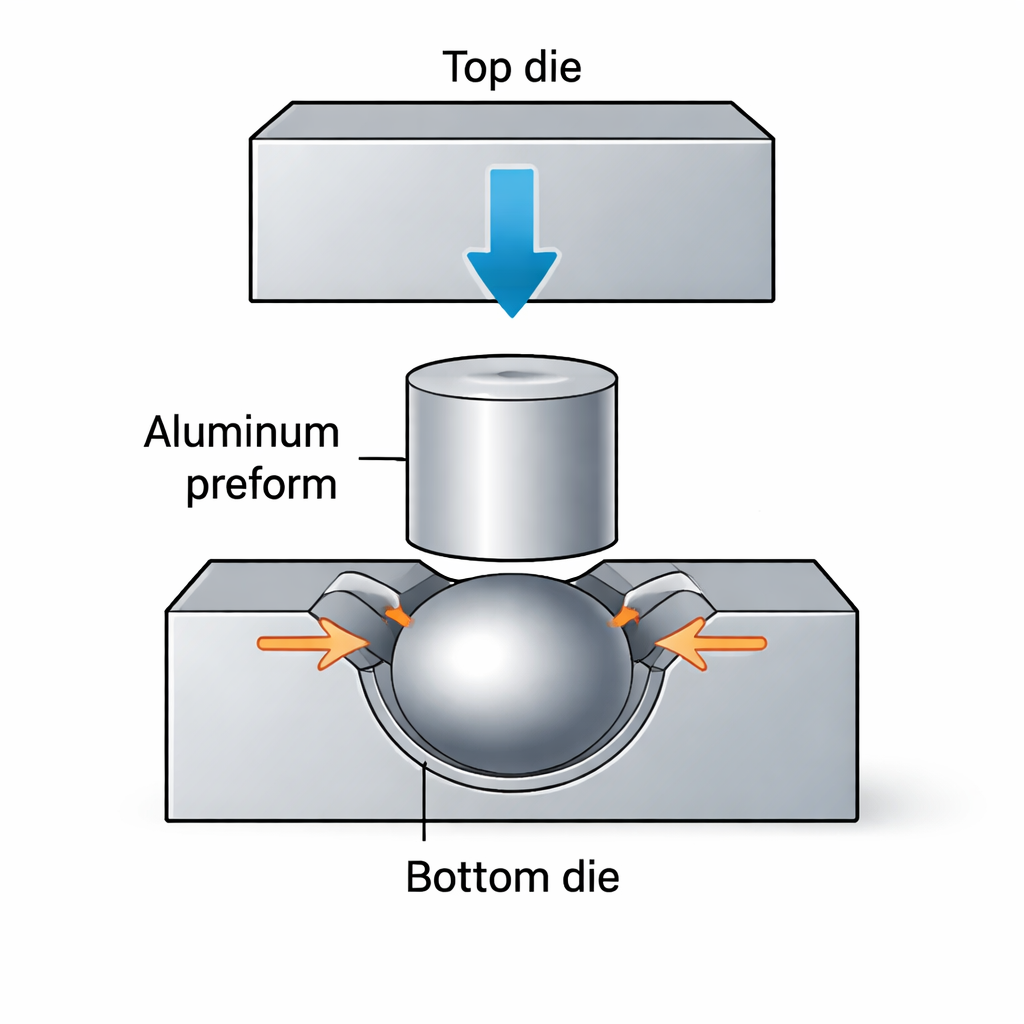
Исследование сосредоточено на ковке «близкой к конечной форме» (near net shape), когда деталь выходит из пресса почти готовой к использованию. Авторы работали с коммерчески чистым алюминием, легким металлом, широко применяемым в автомобилестроении, авиастроении и судостроении. Целевой деталью был металлический шар диаметром 40 миллиметров, формуемый внутри соответствующей сферической полости в стальном инструменте — замкнутом штампе. Вместо проб и ошибок на производстве они использовали компьютерные моделирования для проектирования исходной заготовки — преформы — так, чтобы она заполняла сферическую полость аккуратно, не создавая литьевых кайм (flash), тонких выступов избыточного металла, которые затем приходится обрезать.
Испытания разных исходных форм
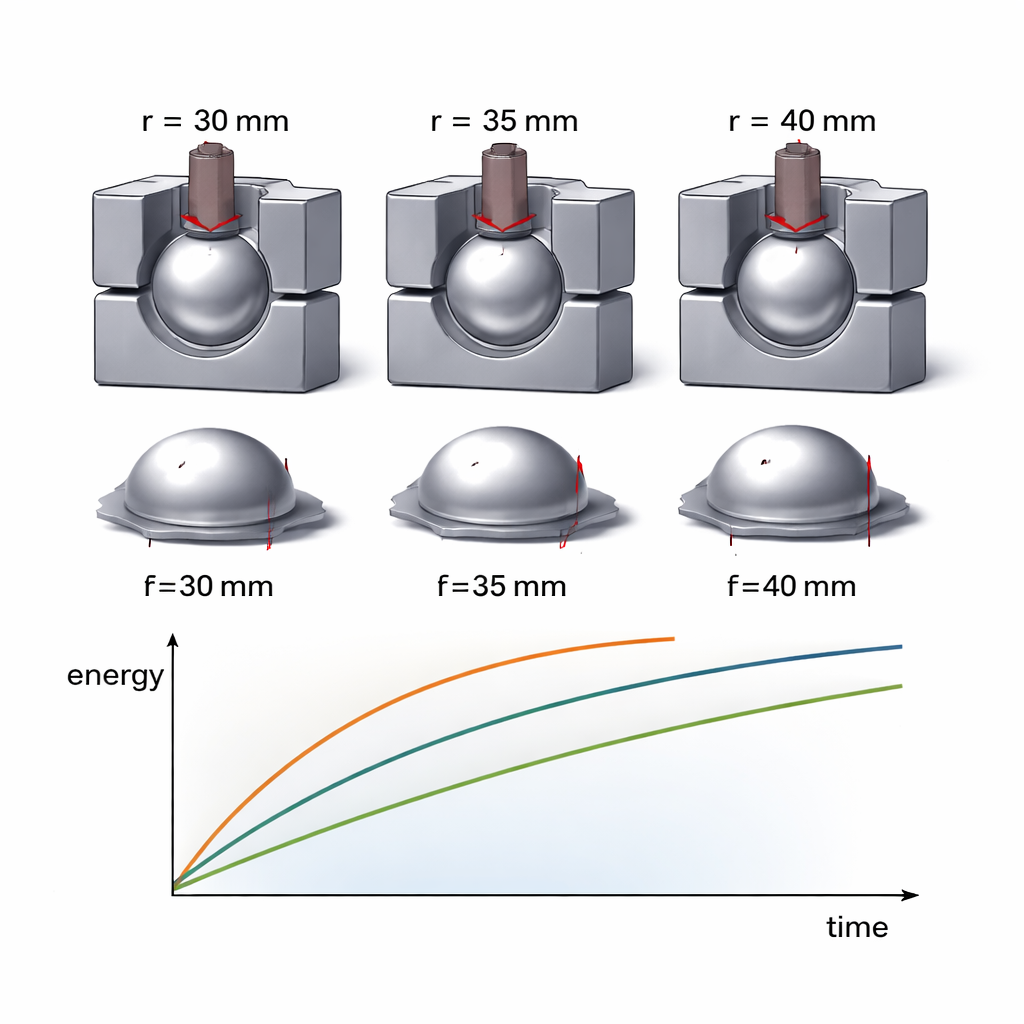
Команда сравнила несколько конструкций преформ, все с одинаковым объёмом алюминия. Сначала рассматривали простые прямоугольные и цилиндрические блоки. Моделирование быстро показало, что прямоугольная заготовка вытесняет материал в углы штампа, вызывая обильные каймы и деформированную деталь. Обычный цилиндр проявил себя лучше, но всё же оставлял плоские участки вместо гладкой сферы. Чтобы улучшить результат, исследователи добавили закруглённый торец к цилиндру. Затем они протестировали три варианта этой конструкции с разной кривизной торца — эквивалентной сферическим радиусам 40, 35 и 30 миллиметров — при сохранении постоянного объёма. С помощью программ конечных элементов они отслеживали, как металл вытесняется наружу и заполняет полость по мере давления верхнего пуансона.
Отслеживание металла и энергии
Компьютерные модели показали, что в процессе штамповки алюминий сначала легко распространяется наружу, затем сталкивается с возрастающим сопротивлением по мере заполнения полости и нарастания внутреннего обратного напряжения. Для каждой преформы энергия, необходимая для продолжения прессования, неуклонно возрастала с течением времени, в основном из‑за трения между металлом и штампом и задеревающего упрочнения по мере деформации. Среди трёх закруглённых цилиндров наилучшей оказалась преформа с наименьшим радиусом торца — 30 мм: она наиболее плавно заполнила сферическую полость и потребовала наименьшего расхода энергии. Меньшая площадь контакта снизила трение и объём металла, который приходилось проталкивать в тесные углы, что повысило эффективность формообразования.
Сопоставление моделирования с реальностью
Чтобы проверить соответствие моделирования реальному поведению, исследователи провели испытания холодной штамповки при комнатной температуре на 100‑тонной испытательной машине с закалёнными стальными штампами. Они обработали алюминиевые заготовки по размерам наиболее эффективной преформы и вытянули их в сферическую полость. Получившиеся детали вышли почти сферическими, без каймы и с чистой поверхностью, что подтвердило корректность конструкции преформы. Однако реальный процесс потребовал примерно на 13% больше энергии, чем предсказывала модель, а готовые шары были чуть более овальными, чем предполагалось. Эти расхождения в основном объяснялись более сильным трением и более выраженным упрочнением в реальном металле по сравнению с упрощёнными параметрами, принятыми в программном обеспечении.
Почему это важно для производства
В итоге исследование показывает, что тщательно спроектированные преформы, управляемые подробным компьютерным моделированием, могут помочь производителям получать алюминиевые детали, ближе к конечной форме, с меньшими затратами энергии и меньшим количеством бракованных отходов. Хотя моделирование не охватывает все тонкости трения и поведения материала, оно оказалось достаточно точным, чтобы направлять проектирование преформ и избегать многих дорогостоящих пробных прогонов. Главный вывод для читателя: разумное виртуальное тестирование может сделать формообразование металла чище, дешевле и точнее — открывая путь к более эффективному производству компонентов для автомобилей, самолётов и других ответственных применений.
Цитирование: Sahu, K., Singh, M., Choudhary, H. et al. Experimental and numerical analysis on cold forging of commercially pure aluminum. Sci Rep 16, 6961 (2026). https://doi.org/10.1038/s41598-026-37220-8
Ключевые слова: холодная штамповка, алюминий, близкая к конечной форме, метод конечных элементов, конструкция штампа