Clear Sky Science · ru
Снижение зависимости от меток в мониторинге состояния сверл по вибрации с предобучением на маскированных признаках
Почему «умные» сверла важны на заводе
В современных цехах крошечные сверла тихо сверлят тысячи точных отверстий в металлических деталях. Когда эти инструменты изнашиваются или откалываются, последствия могут быть серьёзными: детали выходят за допуски, поверхности становятся шершавыми, а станки простаивают, пока операторы ищут причину. В этом исследовании изучается новый способ «слушать» сверла через их вибрации и применять искусственный интеллект для оценки их состояния, при этом существенно сокращая объём вручную размеченных данных, обычно необходимых для обучения таких систем.
Слушая скрытую историю в вибрациях
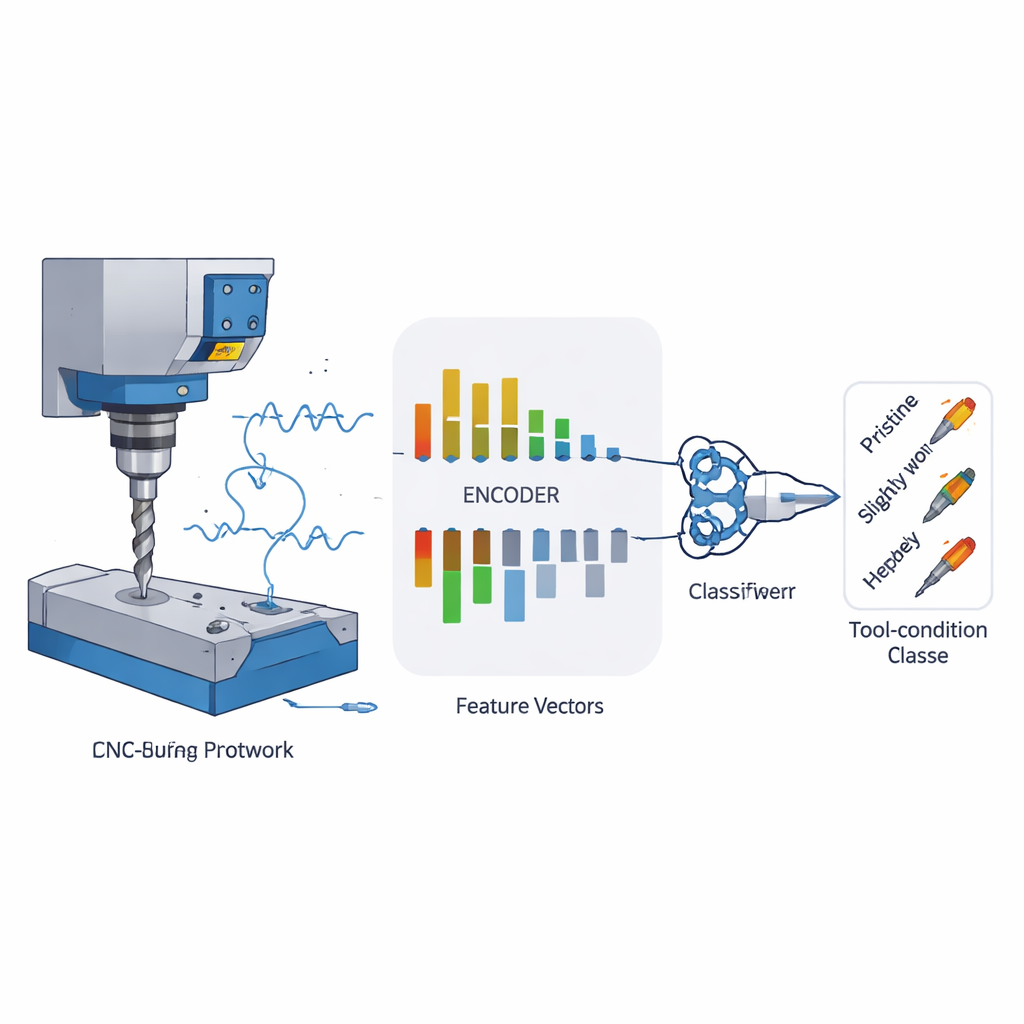
Когда сверло вращается и режет, оно генерирует сложные вибрации, которые меняются по мере перехода инструмента от новизны к износу или повреждению. Исследователи закрепили чувствительный акселерометр на корпусе шпинделя вертикального обрабатывающего центра и записывали вибрационные сигналы во время сверления отверстий. Они сосредоточились на установившейся части процесса сверления, разрезали сигналы на короткие временные окна и очистили их с помощью вейвлетной денойзинговой обработки, чтобы лучше выделить шаблоны, связанные с износом. Из каждого окна они извлекли 20 простых числовых дескрипторов, описывающих, насколько сильны, импульсны и распределены вибрации во времени и частоте — такие как средний уровень, изменчивость, удароподобные пики и распределение энергии по низким и высоким частотам.
Обучение модели без указания ответов
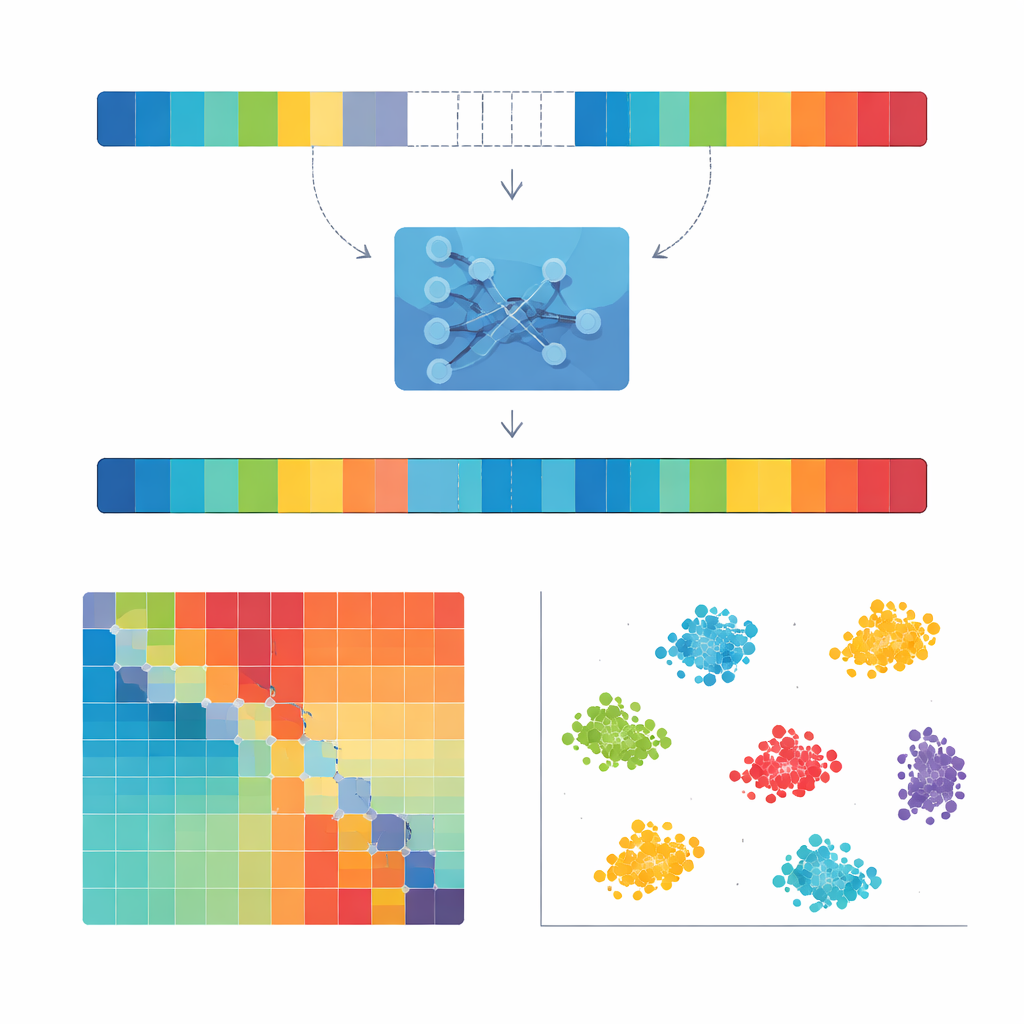
Главная трудность в промышленности состоит в том, что обычно каждый вибрационный образец должен быть размечен экспертом как «здоровый» или как конкретный тип износа, что занимает много времени и дорого. Чтобы обойти это, авторы использовали стратегию, называемую самообучением (self-supervised learning). Вместо того чтобы с самого начала давать модели размеченные примеры, они построили систему, которая учится, пытаясь заполнить отсутствующие части. Для каждого вектора признаков вибрации они случайным образом скрывали четверть значений и просили нейросеть восстановить только эти пропущенные части по оставшимся. Вход комбинировал реальные признаки с простым индикатором, показывающим, какие элементы были скрыты. Повторяя решение этой задачи, сеть обнаруживала, как разные вибрационные признаки взаимосвязаны, формируя компактное внутреннее представление поведения сверла, не видя при этом меток износа.
От скрытых шаблонов к ясным решениям о состоянии инструмента
После завершения фазы предобучения реконструктивная часть была удалена, и к полученному представлению прикрепили лёгкий классификатор. Только после этого команда ввела умеренное количество размеченных данных, охватывающих семь состояний: исправный, откол кромки, износ внешнего угла, износ боковой поверхности (flank), износ режущего лезвия (chisel edge), износ типа кратера и износ поля (margin). Классификатор научился отображать внутренние «отпечатки» вибраций на эти классы. На отдельном тестовом наборе система правильно определяла состояние инструмента более чем в 99% случаев, с почти идеальным балансом между всеми типами износа. Некоторая путаница наблюдалась между отколом кромки и кратерным износом — двумя режимами, которые естественно создают очень похожие высокочастотные ударные шаблоны — но в целом прогнозы хорошо совпадали с экспертными метками, что подтверждалось сильными сводными статистиками и чистой матрицей ошибок.
Больше возможностей при гораздо меньшем количестве меток
Реальная сила этого подхода проявляется при дефиците размеченных данных. Авторы постепенно ограничивали, сколько размеченных образцов видел классификатор — до всего 10% от обычного объёма тренировочных меток — при этом сохраняя то же самообучающее предобучение на неразмеченных вибрациях. Даже в таких жестких условиях система сохраняла точность выше 94%, тогда как традиционные модели машинного обучения и глубокого обучения, опиравшиеся только на метки, теряли 15–25 процентных пунктов или больше. Дополнительные анализы показали, что признаки, которые модель считала наиболее важными, такие как энергия в низкочастотной области и меры спектрального «беспорядка» и импульсивности, хорошо согласуются с известными физическими признаками износа. Визуализация выученного пространства признаков показала плотные, хорошо разнесённые кластеры для большинства состояний износа, что указывает на то, что внутреннее представление данных моделью структурировано и физически осмысленно.
Что это значит для реальных заводов
Для производителей эта работа указывает на практический путь к интеллектуальному мониторингу сверл по вибрации, который не требует огромных тщательно размеченных наборов данных. Сначала обучая модель предсказывать отсутствующие части инженерных вибрационных признаков, система выстраивает богатое понимание нормального и неисправного режущего поведения, которое затем можно уточнить относительно небольшим числом экспертных меток. Результат — экономичный по меткам, интерпретируемый монитор состояния инструмента, способный заметить тонкий износ и повреждения до того, как они приведут к браку или простоям, и который можно дообучать или адаптировать по мере изменения условий на производстве.
Цитирование: Chandan, M.N., Badadhe, A., Kebede, A.W. et al. Reducing label dependence in vibration-based drill-bit condition monitoring with masked feature pretraining. Sci Rep 16, 6555 (2026). https://doi.org/10.1038/s41598-026-37192-9
Ключевые слова: мониторинг износа инструмента, анализ вибраций, самостоятельное обучение, сверление, мониторинг состояния