Clear Sky Science · ru
Сравнительный анализ медных и графитовых электродов при электроэрозионной обработке алюминиево‑SiC матричных композитов
Почему это важно для высокотехнологичных машин
От ветряных турбин до космических аппаратов — во многих современных машинах применяются лёгкие металлические детали, которые должны выдерживать сильный нагрев и механические нагрузки. Алюминиево‑кремнеземкарбидные (Al–SiC) матричные композиты отвечают этим требованиям, но их трудно формовать традиционными режущими инструментами. В этой работе изучают, как продвинутый искровой метод — электроэрозионная обработка (ЭЭО) — может эффективнее обрабатывать такие прочные композиты, и задают практический вопрос: какой инструмент лучше — медный или графитовый?
Формование металлов искрами вместо лезвий
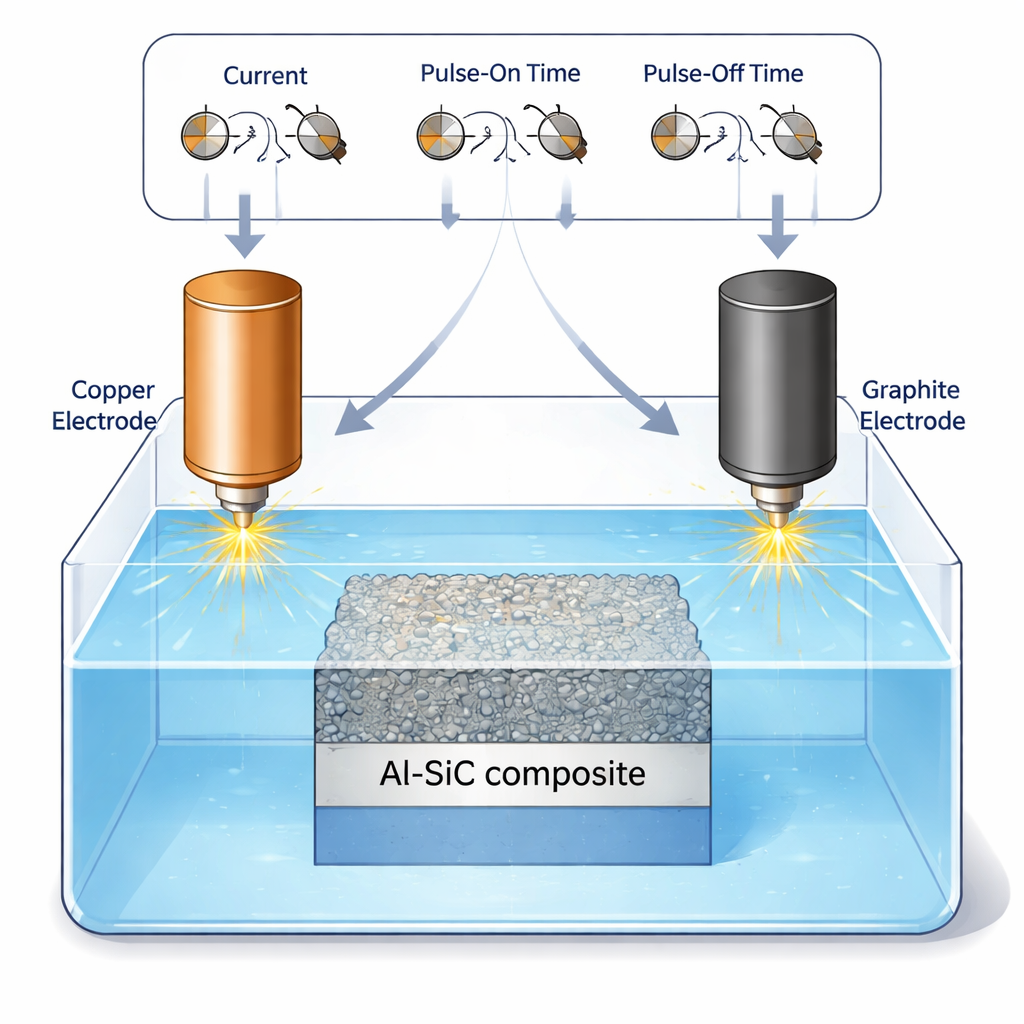
ЭЭО принципиально отличается от фрезерования или сверления. В гравировально‑выглаживающей установке ЭЭО твёрдый инструмент‑электрод и обрабатываемая деталь погружены в диэлектрическую жидкость, обычно керосин. При приложении контролируемого напряжения и очень малом зазоре между электродом и изделием возникают многочисленные микроскопические электрические искры. Каждая искра локально нагревает металл до нескольких тысяч градусов Цельсия, расплавляя и испаряя микроскопические частицы материала. Сканируя и импульсно генерируя эти искры, производители могут вырезать точные полости в материалах, которые быстро изнашивают обычные инструменты.
Почему Al–SiC композиты одновременно полезны и проблематичны
Al–SiC композиты объединяют привычный алюминиевый сплав с твёрдыми частицами карбида кремния. Алюминий делает материал лёгким, устойчивым к коррозии и относительно удобным для литья, тогда как керамические частицы значительно повышают твёрдость, износостойкость и прочность. Эти свойства делают Al–SiC привлекательным для подвижных деталей в высокоскоростных системах — аэрокосмических компонентах, гоночных автомобилях и беспилотниках. Обратная сторона — абразивные частицы, укрепляющие композит, быстро разрушают режущие инструменты, что увеличивает затраты и ограничивает возможные формы деталей. ЭЭО обходит эту проблему, потому что материал удаляется искрами без физического трения инструмента о поверхность.
Испытание медных и графитовых инструментов
Исследователи сравнили два распространённых материала электродов для ЭЭО: хорошо проводящую медь и термостойкий графит. С помощью статистически планируемой серии экспериментов (дизайн Бокса–Бехенна) они варьировали три основных параметра машины — ток, длительность каждого импульса искры (pulse‑on) и паузу между импульсами (pulse‑off). Для каждой комбинации измеряли скорость удаления материала с образца Al–SiC (скорость съёма материала, MRR) и скорость износа самого инструмента (TWR). Затем стандартными статистическими методами отделяли реальные закономерности от случайного шума и строили математические уравнения, связывающие параметры с результатами обработки.
Что показали искры о производительности
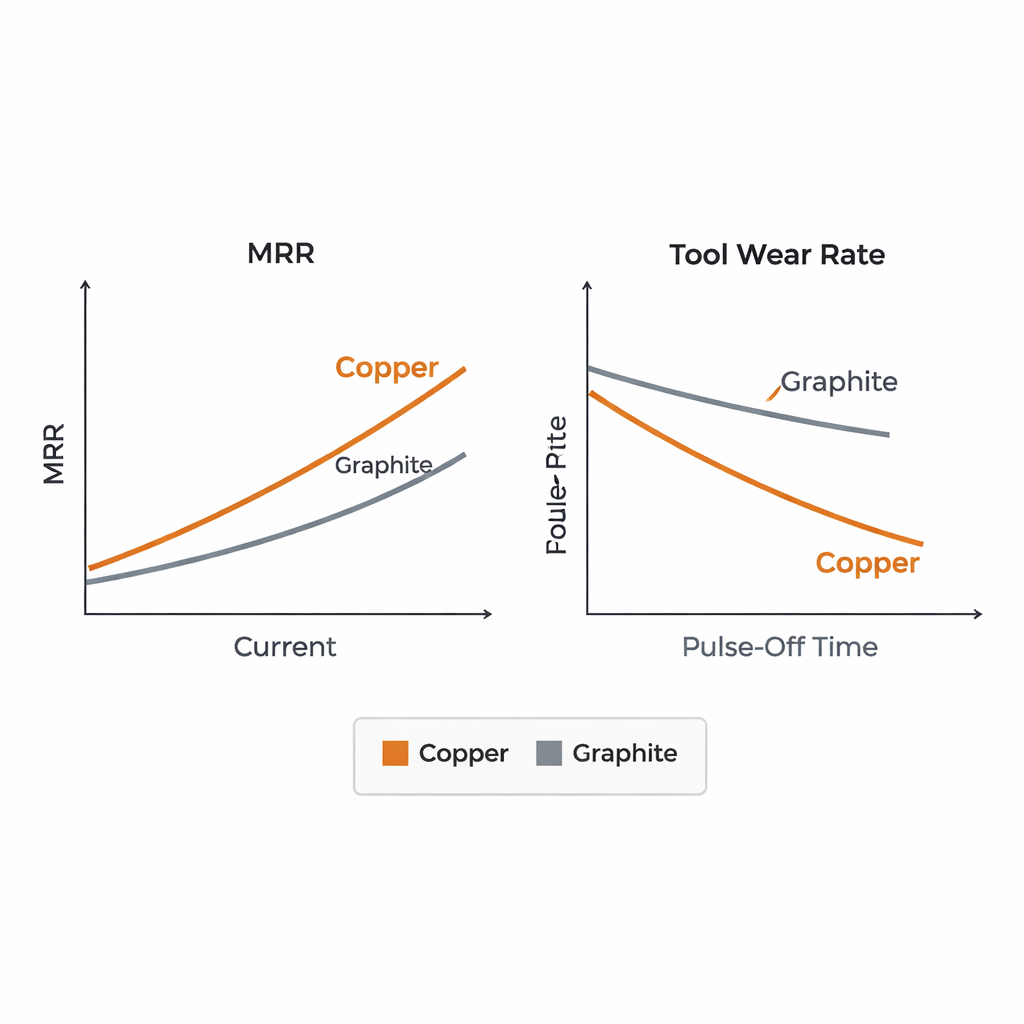
Для обоих материалов электрода больший ток и более длинные импульсы pulse‑on создавали более энергичные искры, что увеличивало скорость съёма композита — но также обычно повышало износ инструмента. Более длинные паузы pulse‑off, наоборот, действовали как перерывы между искрами. Эти паузы позволяли электродам охлаждаться и смывали расплавленные остатки, что последовательно снижало износ как для меди, так и для графита. При прямом сравнении медь явно опережала графит: она обеспечивала примерно до 18% более высокую скорость съёма материала и при этом испытывала порядка 25% меньший износ. Микроскопические изображения подтвердили эти данные, показав более гладкие и менее повреждённые поверхности у медных электродов по сравнению с графитовыми после обработки.
Почему медь выигрывает
Преимущество меди в основном объясняется её превосходной тепловой и электрической проводимостью. Медь быстро рассеивает интенсивное тепло от каждой искры, уменьшая локальные повреждения и стабилизируя процесс искрообразования. Графит выдерживает высокие температуры, но хуже отводит тепло, поэтому на нём чаще образуются локальные прожоги и кратеры. Для композита, чувствительного к нагреву, как Al–SiC, это имеет значение: медь позволяет обрабатывать быстрее и стабильнее с меньшим побочным ущербом для инструмента и детали. В работе также указана практическая рекомендация для высокой производительности: для медных электродов ток около 9 A в сочетании со средними значениями pulse‑on и pulse‑off дал наибольшую скорость съёма.
Что это значит для промышленного производства
Для инженеров и производителей вывод прост. При использовании ЭЭО для обработки Al–SiC матричных композитов медные электроды в целом лучше: они обеспечивают более быстрое снятие материала и более длительный срок службы инструмента по сравнению с графитовыми. Тщательная настройка тока и временных параметров электрических импульсов — и достаточные паузы между искрами для ограничения накопления тепла — позволяют цехам обрабатывать сложные композитные детали эффективнее и с меньшими отходами. Эти рекомендации помогают связать лабораторные исследования с практикой на фабрике и способствуют более широкому применению передовых лёгких материалов в требовательных технологиях.
Цитирование: Shahapur, B., Barik, D., Majumder, H. et al. Comparative analysis of copper and graphite electrodes in EDM of Al–SiC metal matrix composites. Sci Rep 16, 6729 (2026). https://doi.org/10.1038/s41598-026-37162-1
Ключевые слова: электроэрозионная обработка, алюминиевый кремнеземкарбидный композит, медный электрод, графитовый электрод, износ инструмента