Clear Sky Science · ru
Моделирование и экспериментальное исследование сил резания сферическим фрезерным резцом с переменным шагом при пятикоординатном фрезеровании
Почему важна более плавная обработка металла
От авиационных двигателей до космических аппаратов — многие современные механизмы требуют металлических деталей со сглаженными криволинейными формами и тонкими стенками. Такие детали высекают из прочных сплавов, но любая небольшая вибрация или избыточная сила в процессе обработки могут оставить следы, ослабить материал или сократить срок службы. В этом исследовании решается практическая задача, лежащая в основе передового производства: как предсказать силы, действующие на особый тип режущего инструмента — сферическую фрезу с переменным шагом — чтобы такие сложные детали можно было обрабатывать быстрее, точнее и с меньшим риском разрушительной вибрации?
Новый взгляд на знакомый инструмент
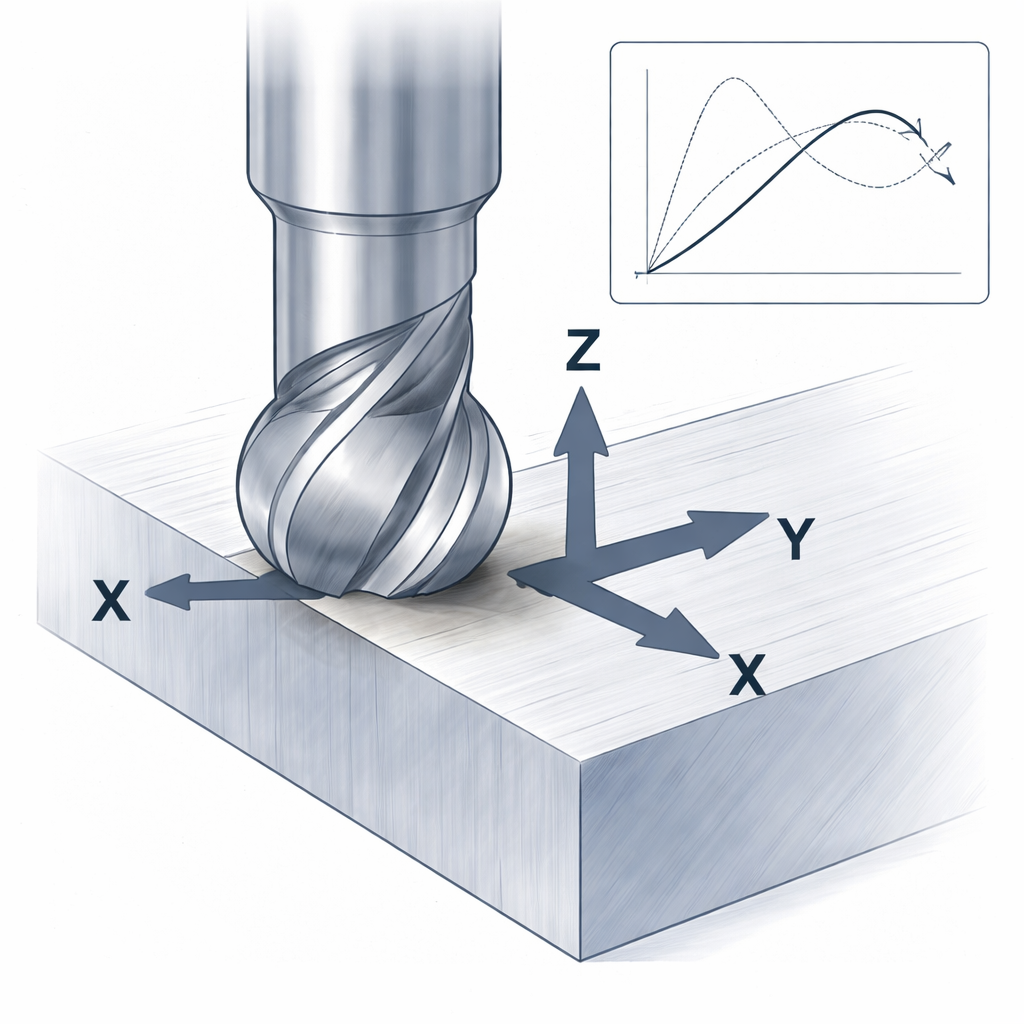
Шаровидные фрезы — распространённые инструменты, чей округлый наконечник способен обрабатывать гладкие поверхности, недоступные плоским инструментам. Но за счёт своей формы их поведение труднее предсказать. Скорость резания изменяется от нуля на самой вершине до максимума у боковой поверхности, а в многокоординатных станках инструмент постоянно наклоняется и поворачивается. Кроме того, в работе рассматриваются «инструменты с переменным шагом», у которых зазоры между соседними режущими кромками преднамеренно делают неравномерными. Такая неравномерность помогает разрывать вибрации, но усложняет нарастание сил резания. Чтобы учесть это, авторы строят подробную математическую модель, связывающую геометрию и движение такого инструмента с возникающими при обработке силами.
Картография невидимого контакта между инструментом и металлом
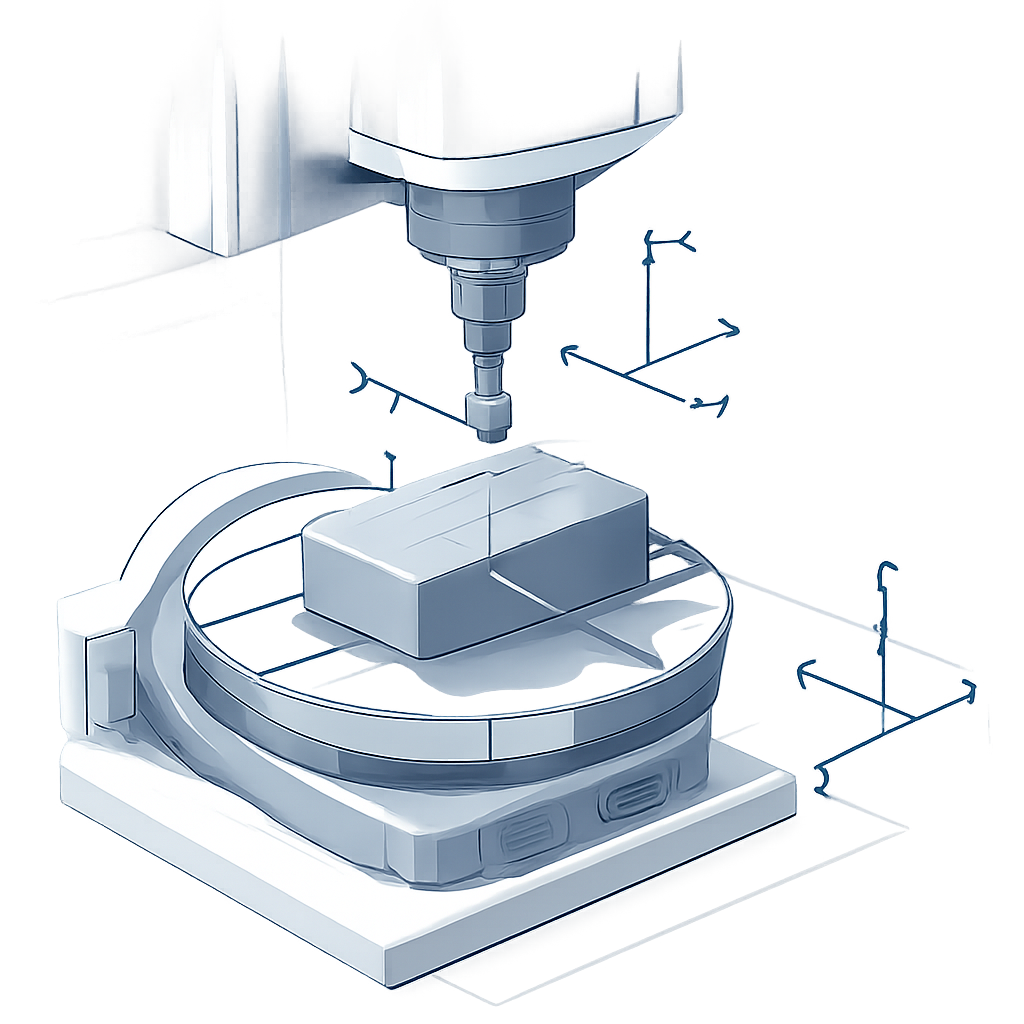
В основе работы — аккуратное описание того, как режущая кромка фактически входит в контакт с металлом. Авторы определяют несколько систем координат: привязанную к станку, к заготовке, к инструменту и к направлению подачи. С помощью этих систем они точно описывают положение каждого крошечного участка режущей кромки в пространстве в любой момент времени. Вместо попытки отслеживать полностью трёхмерную подвижную зону контакта напрямую — что оказалось бы чрезвычайно сложным — они проецируют зону зацепления на плоскость, перпендикулярную оси инструмента. Это хитрое упрощение позволяет для каждого микросегмента кромки определить углы входа и выхода из материала и глубину врезания.
Построение сил из маленьких элементов
Когда контакт определён, исследование рассматривает режущую кромку как стэк очень маленьких элементов вдоль оси инструмента. Для каждого элемента модель вычисляет толщину образующегося стружечного слоя и длину соответствующего участка кромки. Локальная сила резания затем делится на две составляющие: одну, связанную с срезанием металла, и меньшую «вспластывающую» (ploughing) составляющую, обусловленную трением и продавливанием. Эти элементарные силы выражаются по трём направлениям — касательному, радиальному и осевому — затем переводятся в собственные X, Y и Z направления инструмента и суммируются по всей режущей кромке. Поскольку у фрез с переменным шагом условия подачи на каждой зубчатой кромке различаются, модель также корректирует толщину стружки по зубьям, учитывая, как неравномерное расположение кромок преобразует картину сил и помогает гасить вибрации.
От уравнений к реальным титановым стружкам
Модель полезна лишь в том случае, если она соответствует реальности, поэтому команда провела контролируемые фрезерные испытания на плитах из титанового сплава — материала, широко применяемого в аэрокосмической отрасли за его прочность и термостойкость. Используя четырёхзубую шаровидную фрезу с переменным шагом на пятикоординатном станке, они измеряли силы в трёх направлениях при помощи прецизионного тензорезистивного датчика, варьируя глубину резания и подачу на зуб. Вместо типичных полных проходов применялись мелкие зачистные проходы, характерные для финишной обработки, где часто в работе участвует только один зуб. Из этих измерений были извлечены средние силы для каждого зуба и использованы для калибровки неизвестных коэффициентов сил резания в уравнениях, что позволило модели адаптироваться к фактическому поведению инструмента и материала.
Насколько хорошо предсказания подтверждаются
С откалиброванными коэффициентами авторы провели имитации при тех же условиях резания, что и в экспериментах, и напрямую сравнили предсказанные и измеренные силы. Форма волн, пики и впадины во всех трёх направлениях совпали довольно точно, а детальный анализ ошибок показал, что расхождение не превышало 6,74 процента. Такой уровень точности достаточен для практических задач: выбора безопасных параметров резания, предотвращения вибраций и оптимизации конструкции инструмента. Работа также демонстрирует, как изменение углов наклона инструмента перераспределяет зону контакта и смещает нагрузку по поверхности шарового конца, давая более наглядное представление для технологов планирования процессов.
Что это значит для будущей обработки
Для неспециалистов основной вывод в том, что работа предлагает научно обоснованный способ предсказать поведение сложного режущего инструмента до фактической обработки металла. Объединив геометрическое представление, физику формирования стружки и целевые эксперименты, авторы создали модель сил, адаптированную к шаровидным фрезам с переменным шагом при многокоординатной финишной обработке. Это помогает производителям сильнее загружать станки без потери качества поверхности, сократить этапы проб и ошибок при наладке и проектировать инструменты и траектории, снижающие вибрации. В долгосрочной перспективе такие модели поддерживают более надёжное производство лёгких, высокопроизводительных деталей для авиации, турбин и других требовательных технологий.
Цитирование: Tian, W., Zhou, J., Ren, J. et al. Modeling and experimental study of cutting forces of a variable pitch ball-end cutter in five-axis milling. Sci Rep 16, 6541 (2026). https://doi.org/10.1038/s41598-026-36982-5
Ключевые слова: пятикоординатное фрезерование, фрезы с переменным шагом, шаровидная фреза, моделирование сил резания, обработка титана