Clear Sky Science · ru
Оптимизация технологических параметров для изделий из оксида алюминия, изготовленных методом послойного наплавления
Почему важна прочность 3D‑напечатанных деталей
По мере того как 3D‑печать переходит от хобби‑устройств к реальным промышленным компонентам, производители требуют деталей, которые не только легко формуются, но и обладают высокой прочностью, термостойкостью и долговечностью. Керамика, в частности оксид алюминия, уже широко применяется в двигателях, электронике и медицинских инструментах, однако её трудно обрабатывать традиционными методами. В этом исследовании рассматривается, как надёжно печатать детали из оксида алюминия на распространённом настольном принтере: изложен пошаговый рецепт, который другие смогут воспроизвести и сравнить — подобно стандартизированному способу выпечки для требовательных ингредиентов.
Преобразование пластикового принтера в керамический инструмент
Исследователи работают с технологией послойного наплавления (FDM) — той же базовой технологией, что и у многих потребительских принтеров, которые плавят пластиковую нить и выкладывают её тонкими дорожками. Вместо чистого пластика они подают композитную нить, в которой порошок оксида алюминия смешан с удаляемым полимерным связующим. После печати пластик промывают и выжигают, оставляя плотное керамическое изделие. Поскольку даже небольшие изменения температуры, скорости или высоты слоя могут привести к короблению, трещинам или потере деталей, главная цель команды — выстроить структурированную процедуру для поиска надёжных настроек для этого сложного материала и задокументировать поведение печатных деталей.
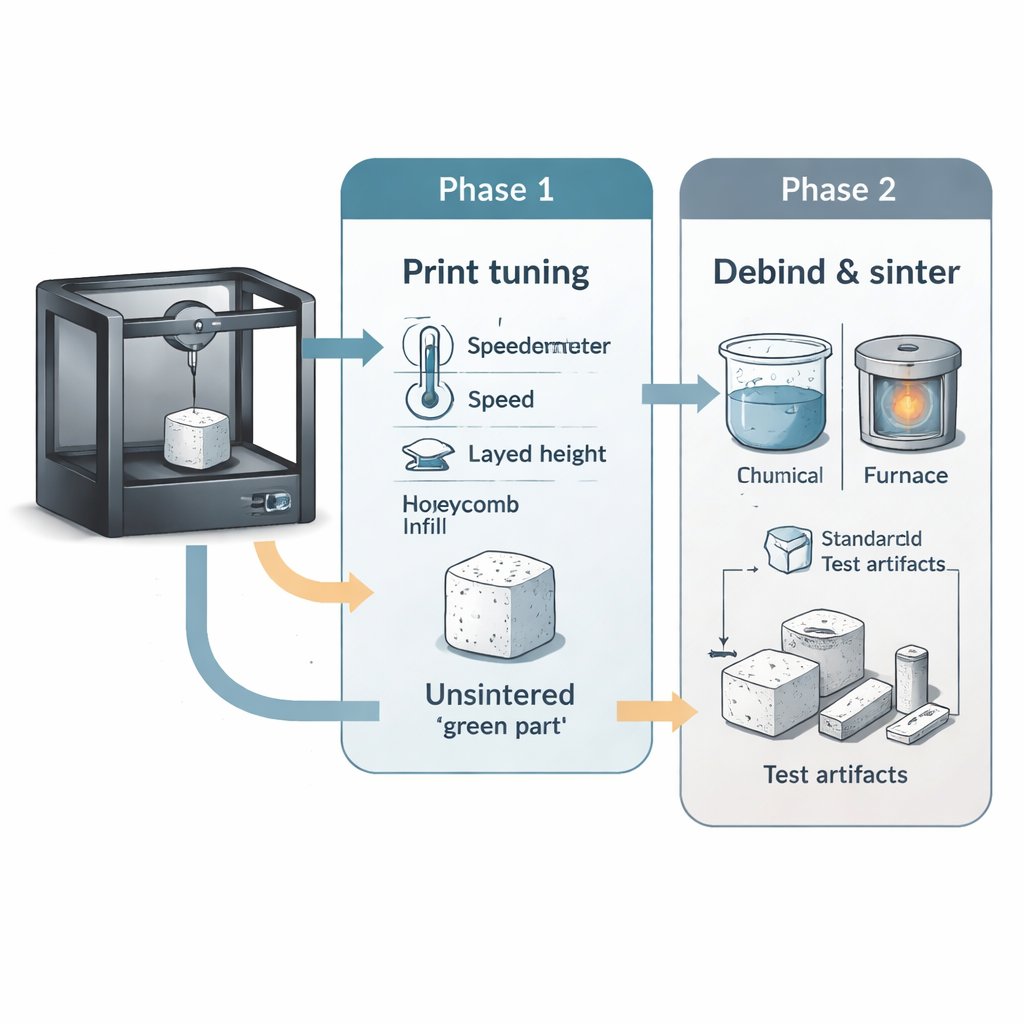
Двухфазный рецепт для лучших печатей
Оптимизация разделена на два этапа. На первом этапе команда сосредотачивается исключительно на процессе печати, работая с так называемыми «зелёными» деталями, которые ещё не подвергались химической или термической обработке. Они печатают простые тестовые образцы и настраивают температуру сопла, температуру стола, скорость печати, высоту слоя, толщину стенок и узор заполнения в нескольких итерациях. Снижение скорости печати значительно ниже той, что используется для обычных пластиков, и выбор умеренной высоты слоя (0,15 мм) оказываются критическими для получения ровных стенок и плоских оснований. Также тонко регулируется зазор между соплом и платформой, чтобы избежать пропусков или сплющенных слоёв на нижней поверхности.
Настройка изделий с учётом усадки и нагрева
На втором этапе напечатанные изделия проходят полный керамический цикл: сначала химическая ванна в ацетоне для растворения части связующего, затем длительная, тщательно контролируемая термообработка в печи для удаления остатка связующего и спекания оксида алюминия при примерно 1550 °C. Эти операции вызывают усадку деталей примерно на одну пятую в каждом направлении и могут привести к короблению или трещинам. Чтобы справиться с этим, команда систематически варьирует масштабные коэффициенты в дизайне, число сплошных нижних и верхних слоёв, число линий стенки, а также плотность и узор внутреннего заполнения. На основе этого они выводят набор коэффициентов масштаба и конструктивных настроек, который даёт достаточно толстые и прочные детали, чтобы выдержать последующую обработку без разрушения, но не настолько плотные, чтобы растворители или газы застревали внутри.
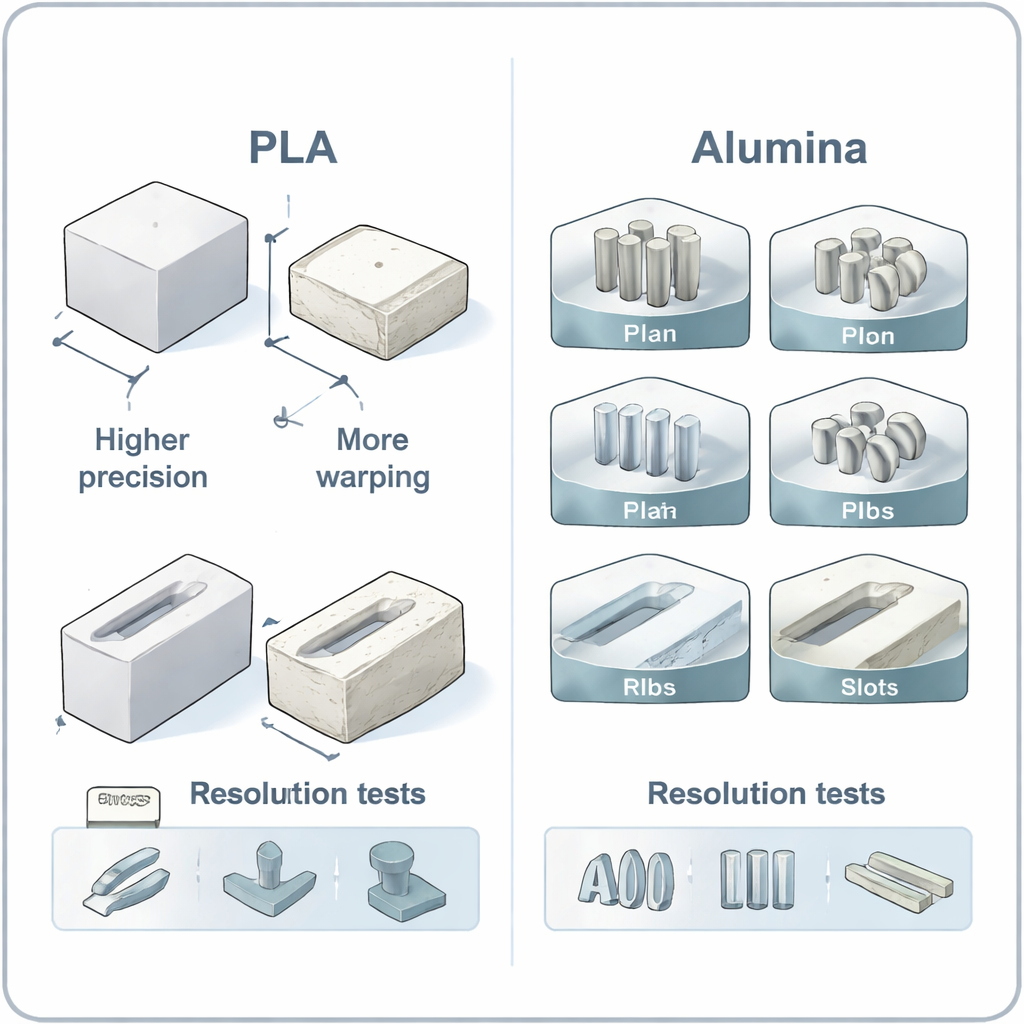
Проверка процесса
Чтобы оценить эффективность оптимизированных настроек, авторы печатают стандартизированные «тестовые артефакты», определённые в международном стандарте ISO. Эти формы проверяют три практических качества: общую размерную точность, наименьшие детали, которые принтер ещё способен воспроизвести (разрешающая способность), и качество поверхности, в том числе на наклонных нависающих участках. Полные наборы изготавливают как из оксида алюминия, так и из привычного пластика PLA, используя для каждого материала оптимальные известные настройки. Тщательные измерения показывают, что керамические детали обычно сильнее усаживаются и деформируются, особенно после высокотемпературной печи, что ухудшает точность по всем трём осям. Тонкие штифты и маленькие отверстия, которые можно напечатать в PLA, в керамике деформируются, исчезают в процессе растворения и нагрева либо закупориваются при спекании.
Что это значит для практического применения
Для неспециалиста главный вывод таков: действительно возможно получить функциональные керамические изделия из оксида алюминия на принтере в стиле FDM, но они пока не сравнятся по точности и гладкости поверхности с хорошо напечатанными пластиковыми деталями. Работа предоставляет понятный, воспроизводимый путь для настройки температур, скоростей, параметров стенок и заполнения, а также поправок масштаба, и показывает текущие ограничения: коробление при нагреве, утрата очень мелких деталей и более грубая поверхность на крутых нависающих участках. Формализовав этот рабочий процесс оптимизации и указав на слабые места в этапах удаления связующего и спекания, исследование даёт промышленности и учёным конкретную отправную точку для превращения недорогих принтеров в более способные инструменты керамического производства.
Цитирование: Meana, V., Meana, L., Cuesta, E. et al. Process parameter optimization for alumina ceramic parts manufactured by fused deposition modelling. Sci Rep 16, 6072 (2026). https://doi.org/10.1038/s41598-026-36153-6
Ключевые слова: керамическая 3D‑печать, послойное наплавление (FDM), оксид алюминия, оптимизация процесса, аддитивное производство