Clear Sky Science · ru
Синергетические эффекты параметров жесткого анодирования на микроструктурные, механические и трибологические свойства алюминиевого сплава 6061
Как сделать повседневные металлы более долговечными
От самолетов и автомобилей до ноутбуков и рам окон — алюминиевые сплавы повсюду, потому что они прочные и при этом легкие. Но есть нюанс: голые алюминиевые поверхности могут быстрее изнашиваться и царапаться, особенно в агрессивных или высоко‑фрикционных условиях. В этом исследовании изучают, как превратить распространенный алюминиевый сплав 6061 в более стойкий и долговечный материал путем контролируемого выращивания на его поверхности очень твердой, похожей на керамику, оболочки.
Выращивание защитной оболочки на алюминии
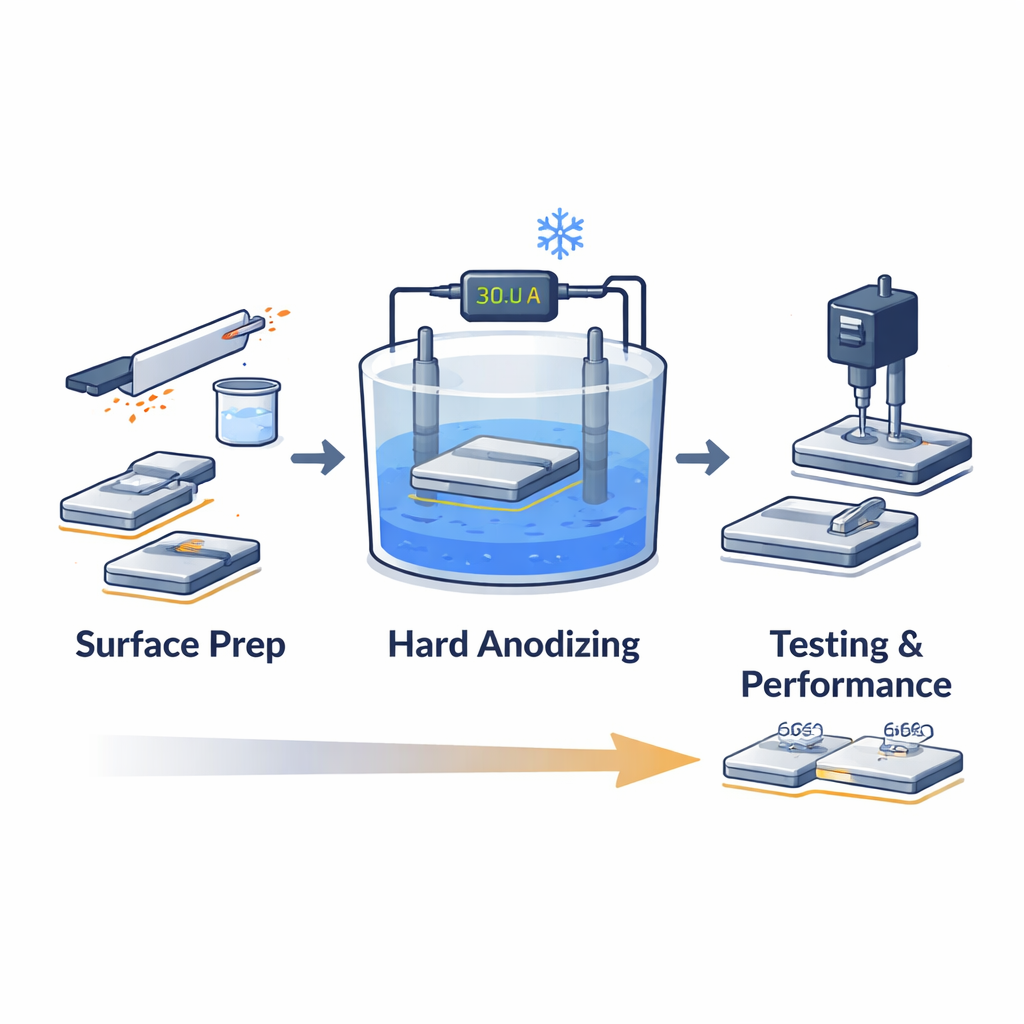
Исследователи сосредоточились на процессе, называемом жестким анодированием, при котором алюминиевую деталь помещают в кислотную ванну и используют в качестве анода, чтобы на поверхности вырос толстый слой оксида. В отличие от тонкой естественной оксидной пленки, которая образуется на воздухе, этот технологический слой может быть значительно толще и тверже. Команда систематически меняла четыре ключевых параметра процесса — концентрацию кислоты, температуру ванны, плотность тока и время обработки — чтобы понять, как они взаимодействуют. Их цель состояла в том, чтобы найти рецепт, обеспечивающий максимально толстую, твердую и износостойкую защитную оболочку без ее повреждения.
Поиск оптимума условий обработки
Как ни странно, «больше» или «меньше» по любому отдельному параметру не всегда приводило к лучшему результату. Когда раствор серной кислоты был слишком слабым, оксид рос медленно и защитный слой оставался тонким. Когда раствор был слишком сильным, агрессивная жидкость начинала растворять саму пленку, которую только что помогла сформировать. Похожий баланс наблюдался и с температурой: охлаждение ванны с 10 °C до чуть ниже нуля (−2 °C) дало более толстую и плотную пленку, потому что холод замедлял химическое разрушение. Но при еще более низких температурах электролит становился менее проводящим, и электрохимические реакции, формирующие пленку, замедлялись, ухудшая качество покрытия. Лучшее сочетание толщины и твердости получилось при умеренной концентрации кислоты (примерно 190 г на литр) и температуре электролита −2 °C.
Электричество, время и скрытое тепло
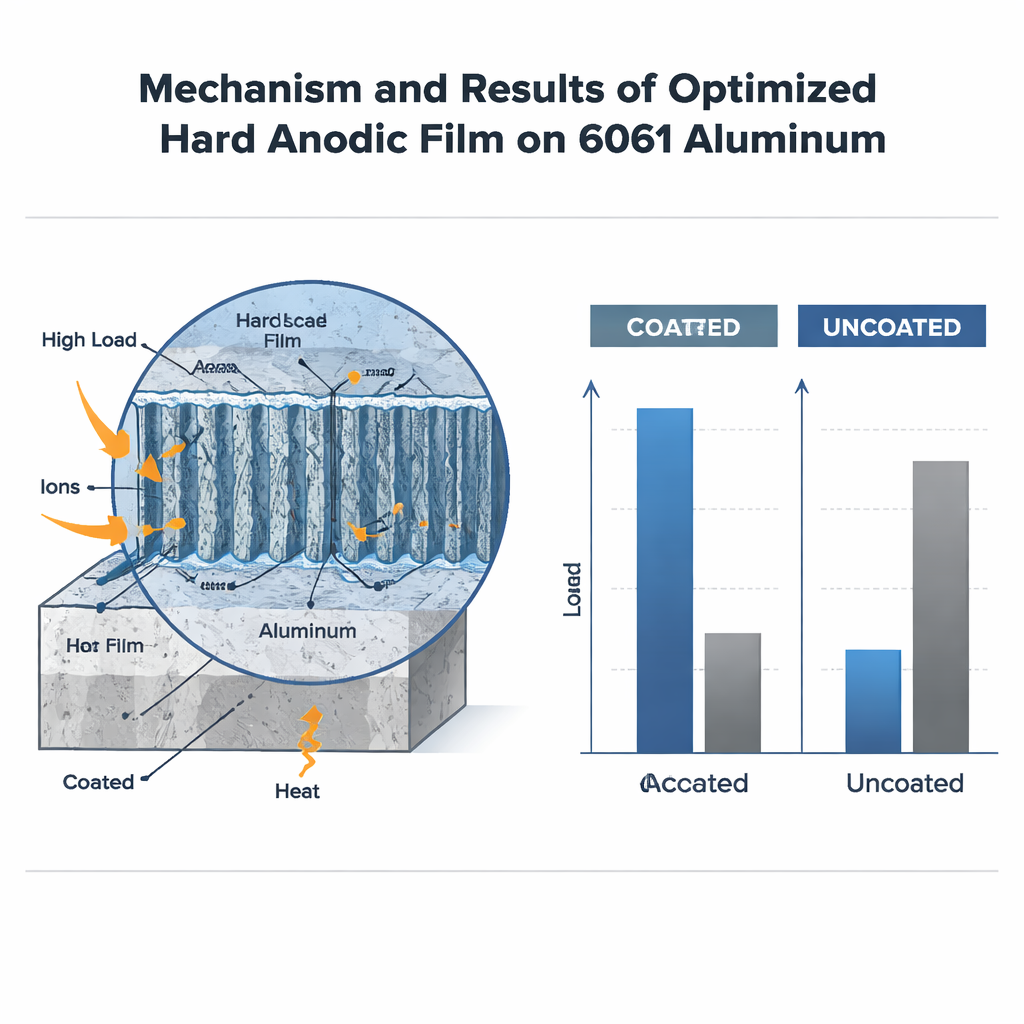
Сила электрического тока и продолжительность его подачи также играли решающую роль. Большая плотность тока и более длительное время, как правило, делали оксидный слой толще, поскольку больше ионов алюминия и кислорода вовлекалось в реакцию. До определенного предела это также увеличивало твердость: пленка становилась более плотной, с тонкой внутренней структурой и хорошей адгезией к металлу под ней. Однако по мере утолщения покрытия оно затрудняло прохождение тока, что вызывало локальный нагрев на интерфейсе. Это скрытое тепло начало разъедать внутренние стенки пленки, укрупняя ее структуру и снижая твердость. Оптимальным оказался относительно высокая плотность тока в течение одного часа, что дало покрытие примерно 59 микрометров толщиной — примерно ширина человеческого волоса — и почти в шесть раз тверже, чем голый алюминий 6061.
От липкого износа к плавному скольжению
Чтобы проверить, действительно ли эта твердая оболочка защищает движущиеся детали, команда терла покрытые и непокрытые образцы о стержень из вольфрамового карбида под разными нагрузками. Обработанный алюминий без покрытия сильно повреждался: его мягкая поверхность прилипала, рвалась и деформировалась, и терялось гораздо больше материала. Напротив, образцы с жестким анодированием показали значительно меньшую потерю массы и более стабильное сопротивление трению. При низких и средних нагрузках покрытие превращало тяжелый «липкий» износ в мягкое абразивное стирание, когда мелкие твердые выступы лишь неглубоко царапают поверхность. При наивысшей нагрузке хрупкий керамический слой начал трескаться и откалываться, а фрагменты действовали как абразивные зерна, увеличивая износ — но даже в этом случае покрытый сплав по-прежнему работал лучше, чем голый металл.
Что это значит для реальных деталей
Проще говоря, исследование показывает, что алюминию 6061 можно придать бронеподобную оболочку, если жесткое анодирование настроить осторожно. Правильное сочетание силы кислоты, холодной температуры, тока и времени формирует плотный, однородный оксидный слой, который значительно тверже исходного металла и заметно замедляет износ и трение. Для конструкторов авиационных деталей, автомобильных компонентов или потребительских изделий, где важен малый вес, оптимизированный процесс предлагает практический способ продлить срок службы без перехода на более тяжелые материалы. Главный вывод в том, что поверхностная инженерия — точная настройка технологических параметров — позволяет получить значительно большую долговечность от уже хорошо знакомого сплава.
Цитирование: Behzadifar, J., Najafi, Y. & Nazarizade, B. Synergistic effects of hard anodizing parameters on the microstructural, mechanical, and tribological properties of 6061 aluminum alloy. Sci Rep 16, 5021 (2026). https://doi.org/10.1038/s41598-026-35825-7
Ключевые слова: жесткое анодирование, алюминий 6061, поверхностное покрытие, износостойкость, трибология