Clear Sky Science · ru
Прогнозирование качества с помощью многомасштабных сверточных VAE для тонких пластин
Почему важно сохранять форму тонких металлических деталей
От нервюр самолетов до рам кузова автомобилей — многие современные механизмы полагаются на тонкие металлические детали, которые должны соответствовать очень строгим размерам. Если такие детали деформируются или оказываются хотя бы чуть-чуть не по размерам, они могут вибрировать, быстро изнашиваться или выходить из строя гораздо раньше ожиданий. При этом изготовить такие детали с нужной точностью оказывается удивительно сложно: материал изгибается под действием сил резания, а измеряемые во время обработки сигналы короткие, шумные и сложные. В этом исследовании рассматривается, как модель ИИ может в реальном времени отслеживать эти силы и надежно предсказывать, попадет ли каждая мелкая особенность тонкой пластины в заданные допуски, что потенциально сокращает время инспекции и количество брака.
Тонкие пластины, которые изгибаются во время резания
Тонкостенные компоненты привлекательны тем, что они легкие и при этом прочные — это важно для авиации и автомобилестроения. Но их недостаток в том, что при механической обработке они ведут себя как камертон: по мере удаления материала стенки с низкой жесткостью прогибаются и отскакивают обратно, что приводит к тонким погрешностям размеров. Традиционные компьютерные модели могут оценивать эти деформации, но им трудно учесть быстро меняющиеся силы резания и вариации от детали к детали. Прямые измерения высокоточным оборудованием после обработки точны, но медленны и не предотвращают ошибки на этапе резания. В результате производители обращаются к методам на основе данных, которые пытаются выучить сложную взаимосвязь между режимами резания, сигналами с датчиков и качеством готовой детали.
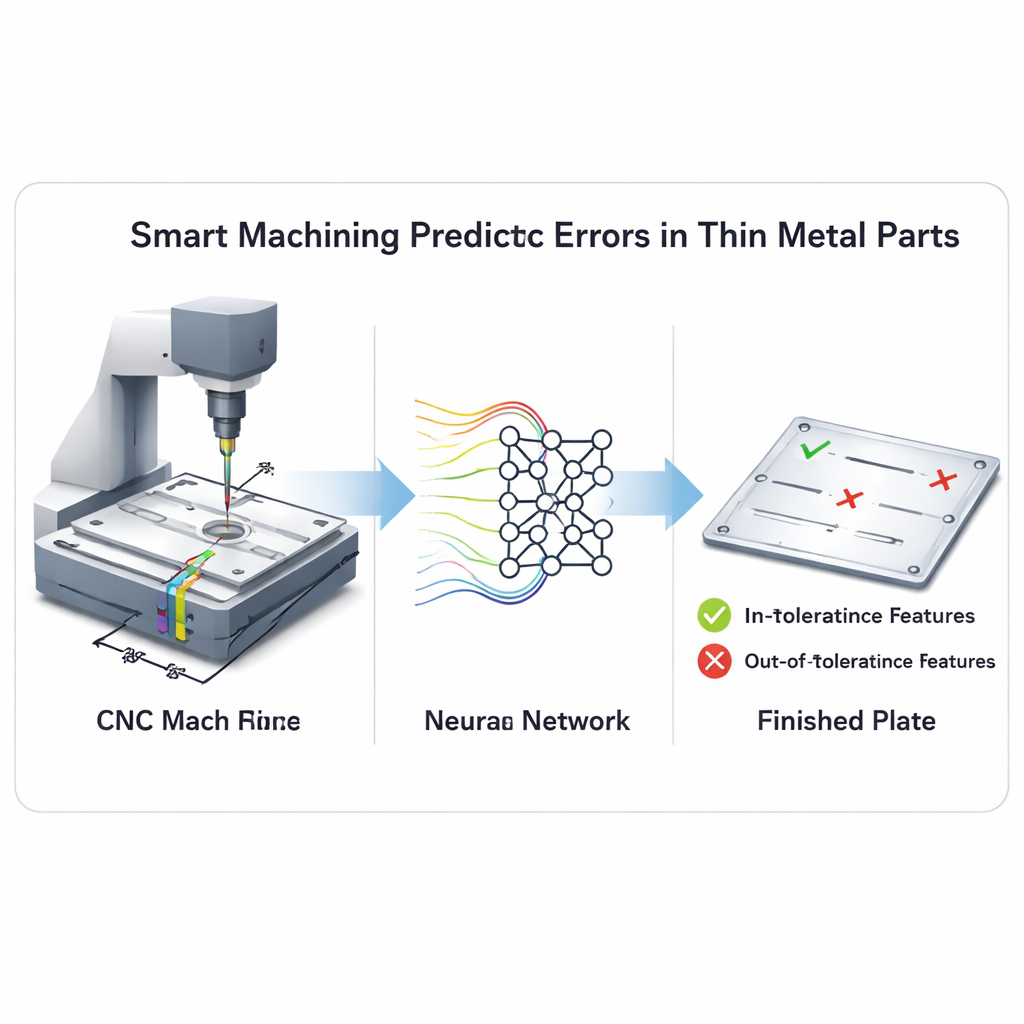
Обучение нейросети «читать» силы резания
Авторы предлагают специализированную нейросеть под названием Multi-SPP-VAE, которая преобразует сырые сигналы сил резания в прогнозы погрешностей размеров для каждого небольшого пазa или отверстия на тонкой алюминиевой пластине. В экспериментах обработали 25 пластин из алюминия 6061, каждая с одним круглым отверстием и пятью прямоугольными пазами, при десятках комбинаций скорости шпинделя, подачи и глубины резания. В то время как прецизионный динамометр записывал трехосные силы резания с высокой частотой, координатно-измерительная машина затем фиксировала истинные размеры каждой особенности. Задача для модели — научиться по многим коротким отрезкам шумных данных о силах предсказывать, насколько каждая особенность окажется слишком длинной, короткой, широкой или узкой.
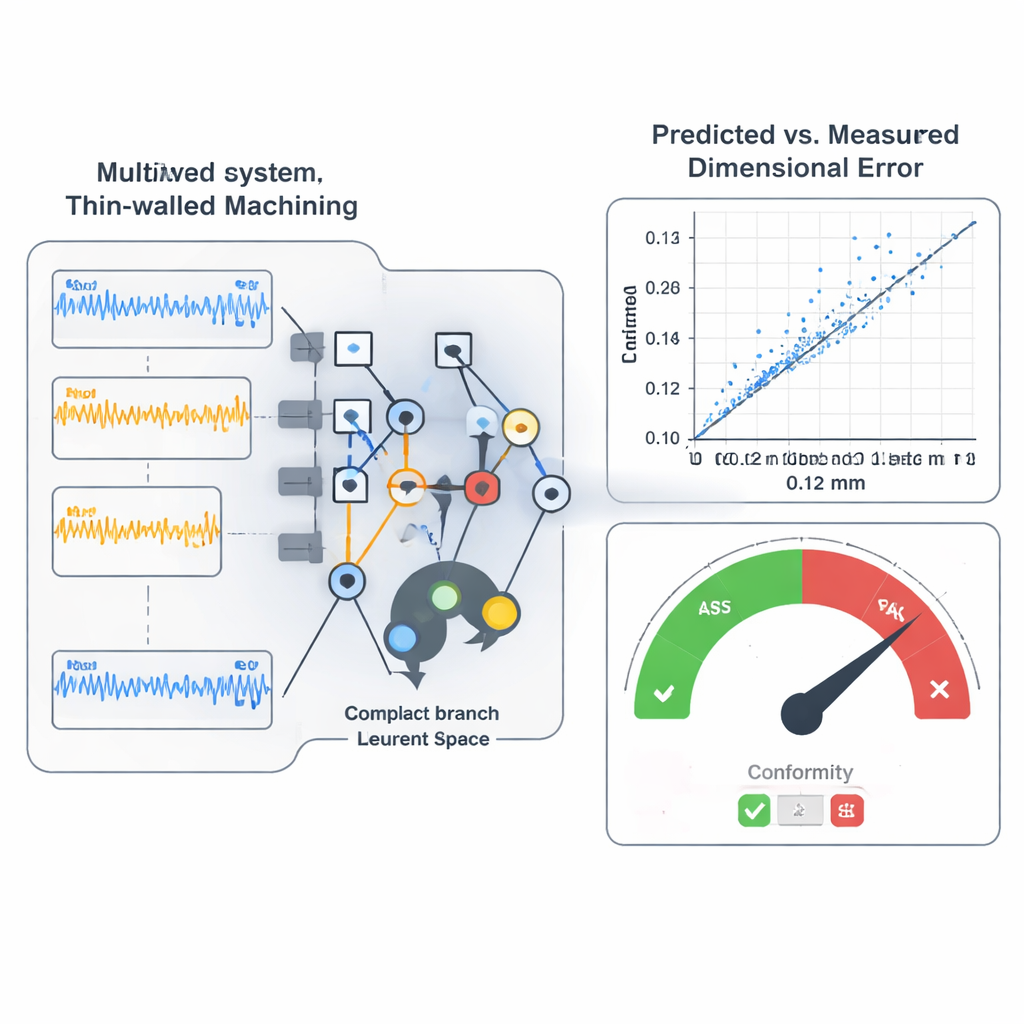
Анализ сигналов на разных временных масштабах
В основе системы лежит многомасштабный извлекатель признаков. Вместо того чтобы рассматривать сигнал силы через одну «линзу», сеть обрабатывает каждое временное окно через несколько параллельных ветвей: одна фокусируется на тонких высокочастотных деталях (например, резких ударах при вхождении инструмента), другие улавливают более медленные тенденции по мере движения инструмента вдоль стенки. Эти ветви объединяются в компактный внутренний код, который сохраняет наиболее информативные шаблоны и подавляет низкоуровневый шум. Важно, что этот код используется не только для восстановления входа: его тренируют непосредственно для предсказания измеренной погрешности размеров, что помогает модели сосредоточиться на действительно значимых для точности закономерностях.
Сочетание параметров процесса с данными датчиков
Качество обработки зависит не только от сил, но и от настроек станка. Чтобы отразить это, модель объединяет изученный код на основе сил с ключевыми параметрами процесса: частотой вращения шпинделя, подачей и глубиной резания. Эти значения вводятся во внутреннее представление сети, а не рассматриваются как второстепенные данные. Это позволяет одной модели работать при разнообразных режимах резания, не «перетренировываясь» под одну излюбленную конфигурацию. Дополнительный этап оптимизации использует метод поиска, вдохновленный охотничьим поведением серых волков, для автоматической настройки скорости обучения и параметров регуляризации. Такая автоматизация делает модель более воспроизводимой и проще в разворачивании, избавляя инженеров от перебора параметров методом проб и ошибок.
Насколько точны и надежны предсказания?
Для проверки устойчивости авторы создали несколько наборов данных, разрезая следы сил на перекрывающиеся окна разными способами, а затем сравнили свою модель с хорошо известными альтернативами, такими как классические сверточные и рекуррентные нейросети. По всем наборам данных Multi-SPP-VAE показала меньшие ошибки предсказания и более стабильные результаты от запуска к запуску. В практическом смысле модель воспроизводила решения «годна/браковать» координатно-измерительных машин примерно для 93% особенностей при допуске ±0,02 мм. Большинство несоответствий приходилось как раз на краю допуска, где даже крошечные смещения в несколько микрометров могут изменить решение. Важно, что выбранный размер сети может работать в реальном времени на обычной рабочей станции с графической картой среднего уровня, что делает ее применимой для мониторинга в процессе, а не только для офлайн-анализа.
Что это значит для будущих умных фабрик
Для неспециалистов ключевой вывод таков: эта работа демонстрирует, как тщательно спроектированный ИИ может выступать в роли инспектора качества в реальном времени для деликатных обработанных деталей. Комбинируя богатые представления сигналов сил резания на разных временных масштабах с информацией о текущих настройках станка, предложенная модель предсказывает, попадет ли каждая особенность тонкой пластины в допуск или нет, а ее результаты верифицированы строгими лабораторными измерениями. Хотя исследование фокусируется на алюминиевых пластинах с конкретными пазами и отверстиями, подход указывает путь к более интеллектуальным системам обработки, которые могут в реальном времени корректировать режимы резания, снижать нагрузку на последующую инспекцию и отсеивать пограничные детали прежде, чем они вызовут проблемы в эксплуатации.
Цитирование: Su, X., Liu, Y. & Li, J. Quality prediction using multiscale convolutional VAEs for thin plate parts. Sci Rep 16, 5499 (2026). https://doi.org/10.1038/s41598-026-35186-1
Ключевые слова: обработка тонкостенных деталей, точность размеров, сигналы сил резания, прогнозирование с помощью глубокого обучения, интеллектуальное производство