Clear Sky Science · ru
Испытание фрезы с конформными охлаждающими каналами, изготовленной методом селективного лазерного спекания
Прохладнее — обработка гладче
Современные заводы полагаются на металлорежущие инструменты, которые должны выдерживать огромные силы и интенсивный нагрев. В этом исследовании показано, как 3D‑печать позволяет создать более совершенную фрезу с миниатюрными изогнутыми каналами внутри, по которым охлаждающая жидкость направляется прямо к режущей кромке. Пересмотрев конструкцию инструмента «изнутри наружу» и тщательно протестировав используемый металл, авторы получили фрезу, которая поддерживает пластины в более холодном состоянии и служит дольше, чем стандартный инструмент.
Почему температура инструмента важна
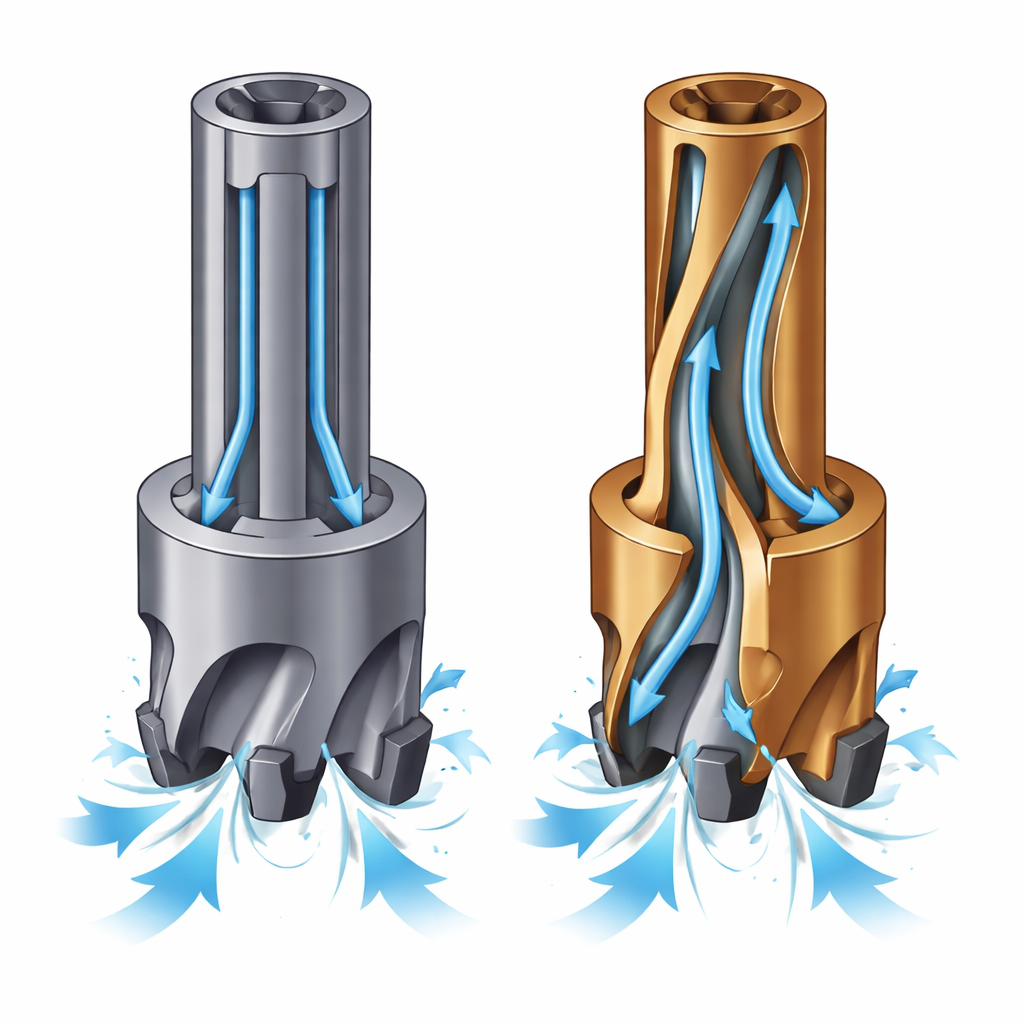
При обработке стали или алюминия вращающейся фрезой зона контакта между сменной пластиной и заготовкой быстро нагревается. Если этот теплоотвод не организовать, режущая кромка размягчается, изнашивается и может даже сколоться или сломаться. Традиционные фрезы имеют прямые сверлёные каналы, которые подводят охлаждающую жидкость в районе пластин, но не точно к самым жарким местам. По мере роста скоростей обработки и требований к производительности такой устаревший подход к охлаждению становится ограничивающим фактором, сокращая ресурс инструмента и увеличивая затраты.
Создание нового типа фрезы
Команда использовала металлическую 3D‑печать, в частности селективное лазерное спекание, чтобы изготовить корпус фрезы диаметром 25 миллиметров из высокопрочной марэйнговой стали M300. Прежде чем использовать этот материал в нагруженном инструменте, они напечатали и подвергли термообработке испытательные образцы, затем изучили их внутреннюю структуру и измерили прочность и твердость. Микроскопия показала плотную сталь с незначительными пористостями и множеством наносcaleвых частиц, образовавшихся при термообработке, которые существенно увеличили твердость и сопротивление деформации. Эти проверки подтвердили, что напечатанная сталь способна безопасно выдерживать большие нагрузки, возникающие при резании.
Формирование путей охлаждения, прилегающих к кромке
После подтверждения годности материала авторы разработали новый корпус фрезы с внутренними каналами, которые изгибаются так, чтобы охлаждающая жидкость выходила непосредственно позади режущей кромки каждой пластины. Компьютерное моделирование использовали, чтобы убедиться, что такие каналы и общая геометрия не ослабят инструмент под нагрузкой. Метод конечных элементов показал, что напряжения в 3D‑печатной конструкции оставались значительно ниже предела прочности стали и даже оказались ниже, чем в традиционном инструменте — отчасти потому, что новая геометрия исключила острые углы, создающие концентрации напряжений. После печати были механически обработаны лишь ключевые контактные поверхности и резьбы, чтобы стандартные коммерческие пластины можно было установить с требуемой точностью.

Испытание напечатанного инструмента
Затем исследователи сравнили 3D‑печатную фрезу с традиционным монолитным корпусом в серии реальных технологических испытаний. Выполняли торцевую, пазовую и плечевую фрезеровку алюминия и конструкционной стали, а впоследствии провели долгосрочные испытания на долговечность на инструментальных сталях как в мягком состоянии, так и после закалки. Они измеряли силы резания динамометром и шероховатость поверхности высокоразрешающим оптическим оборудованием, отслеживали скорость износа пластин при сухой обработке и при подаче внутреннего охлаждения. В почти всех операциях резания напечатанный инструмент требовал меньших усилий резания, то есть резал легче. Качество поверхности в некоторых случаях было немного хуже для напечатанного корпуса — это авторы объясняют незначительным дисбалансом из‑за того, что не все внешние поверхности были полностью отделаны.
Ориентированная на охлаждение конструкция увеличивает ресурс
Самое очевидное преимущество конформных охлаждающих каналов проявилось в испытаниях на долговечность. При подаче охлаждающей жидкости пластины в 3D‑печатном корпусе служили примерно на 20 процентов дольше, чем в традиционной фрезе, благодаря более непосредственному охлаждению режущей кромки и более эффективному удалению стружки. При сухой обработке, когда охлаждение не использовалось, оба инструмента показали сопоставимые результаты, что подтверждает: основной выигрыш обеспечивается улучшённым путем отвода тепла, а не какой‑то иной конструктивной деталью. В совокупности результаты показывают, что металлическая 3D‑печать может создавать плотные, прочные корпуса инструментов с встроенными изогнутыми каналами, недостижимыми обычным сверлением, что открывает путь к более долговечным и эффективным фрезам, особенно для труднообрабатываемых материалов.
Цитирование: Kolomy, S., Slany, M., Sedlak, J. et al. Testing of milling cutter with the conformal cooling channels produced by the selective laser melting technology. Sci Rep 16, 9599 (2026). https://doi.org/10.1038/s41598-025-31338-x
Ключевые слова: Режущие инструменты, напечатанные на 3D‑принтере, конформные охлаждающие каналы, марэйнговая сталь M300, долговечность фрезы, селективное лазерное спекание