Clear Sky Science · ru
Разработка ранжирования альтернатив изготовления микрo-корыт из направленно прокатанных медных прутков с использованием интуиционистского нечеткого метода MARCOS
Формовка крошечных металлических деталей для крупных технологий
От смартфонов до медицинских имплантов — многие современные устройства опираются на металлические детали настолько мелкие, что увидеть их невооружённым глазом сложно. Точное и недорогое изготовление таких микро-компонентов — серьёзная задача. В статье рассматривается более интеллектуальный подход к разработке и оптимизации одного из таких процессов — формованию крошечных медных чашечек, используемых в электронике и биомедицине, — путём сочетания компьютерного моделирования с продвинутым инструментом принятия решений, помогающим инженерам одновременно учитывать множество конкурирующих целей.
От медного прутка до крошечной чашечки
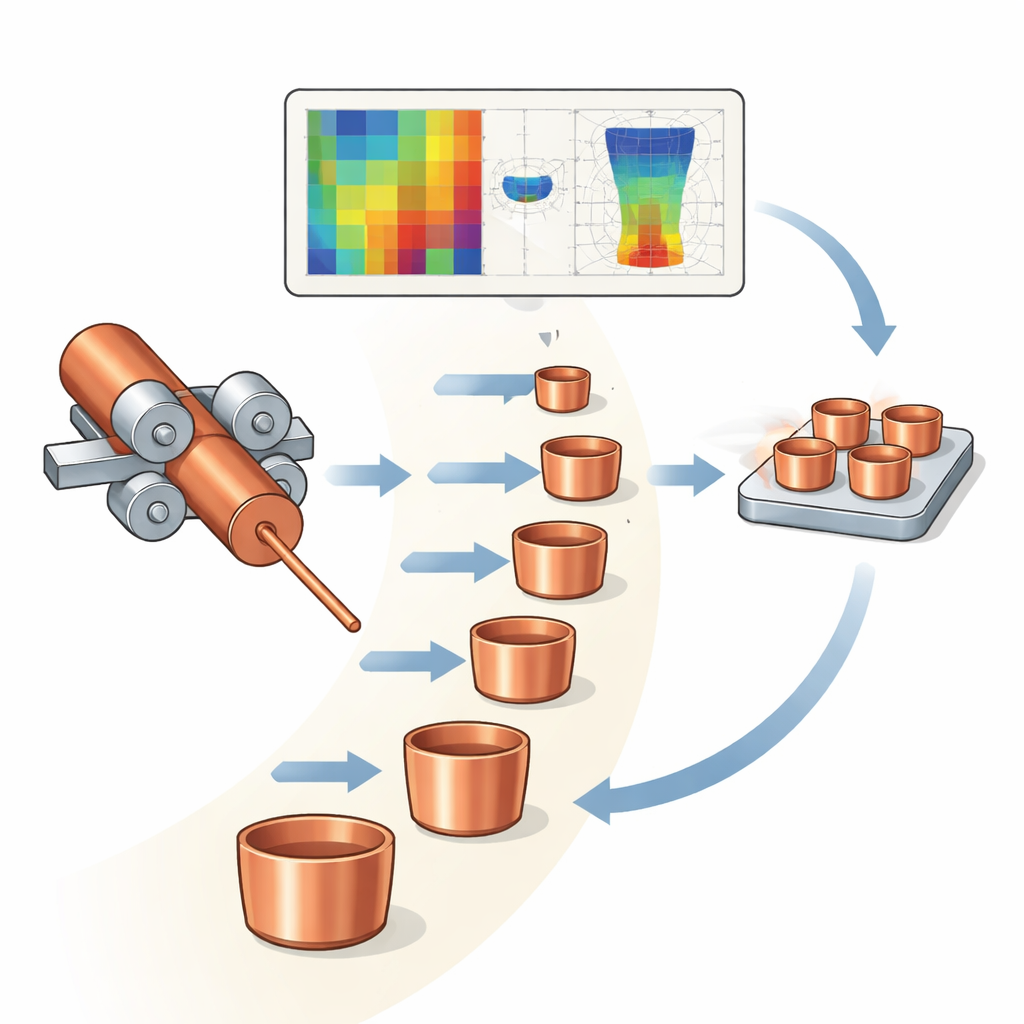
Исследование начинается с обычных медных прутков, которые превращают в микроскопические чашечки диаметром около полутора миллиметров. Сначала медь пропускают через сильные вальцы, уменьшая толщину и выравнивая внутреннюю зеренную структуру, затем проводят щадящую термообработку для снятия внутренних напряжений. Вырезают небольшие круглые заготовки и проталкивают их через восьмиступенчатую последовательность формоизменения, называемую микро глубокой вытяжкой, где пуансон вдавливает металл в штамп, формируя чашечку. На каждой стадии форма постепенно уменьшается в поперечнике и удлиняется, позволяя материалу течь без разрывов и складок, в результате чего получают высокие, стройные микро-чашечки, подходящие для чувствительных приложений.
Виртуальные испытания вместо метода тыка
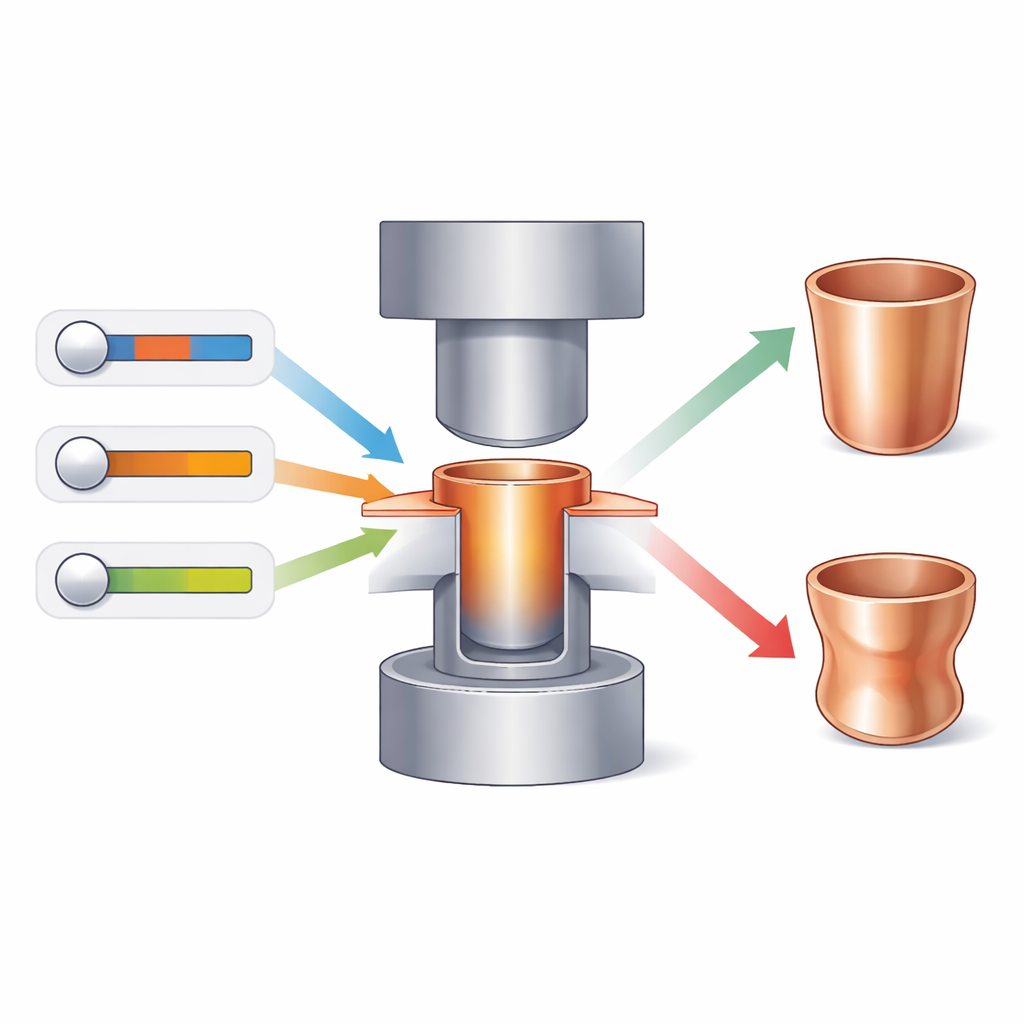
Вместо того чтобы полагаться на пробу и ошибку в мастерской, исследователи используют подробные компьютерные симуляции для моделирования каждого шага процесса. С помощью анализа конечных элементов они отслеживают, как медь растягивается, истончается и как происходит отдача после снятия инструментов. Симуляции сосредоточены на четырёх ключевых показателях: какая сила требуется инструментам, насколько сильно происходит отдача (springback), насколько безопасно деформируется металл до момента разрушения и насколько истончаются стенки. Меняя такие параметры, как зазор между пуансоном и матрицей, радиус закругления пуансона, соотношение размера заготовки к пуансону и выбор сухой смазки, команда может виртуально исследовать множество сочетаний и определить, какие из них обещают прочные, точные чашечки с минимальными дефектами.
Пусть умная система ранжирования выберет лучшие параметры
Поскольку улучшение одного показателя может ухудшить другой — например, уменьшение усилия формовки может усилить истончение — команда обращается к интуиционистскому нечеткому методу MARCOS, сложному способу ранжирования вариантов, когда несколько целей конфликтуют и экспертные мнения неопределённы. Этот подход рассматривает каждый набор параметров процесса как «альтернативу» и одновременно сравнивает её с идеальным и худшим эталонами. Экспертные суждения о важности критериев выражаются в градуированных уровнях с учётом колебаний (hesitation), что позволяет методу работать с нечеткой или неполной информацией. Затем метод вычисляет, насколько каждая альтернатива близка к идеальному балансу низкой силы, малой отдачи, высокой формуемости и контролируемого истончения, и формирует устойчивое ранжирование лучших вариантов.
Проверка прогнозов на практике
Когда компьютерная модель и система ранжирования выявляют перспективные параметры, исследователи проверяют их в лаборатории. Они формуют реальные микро-чашечки из прокатанной, рекристаллизованной меди и подробно их исследуют. Высокое разрешение изображений показывает, как переформировываются зерна внутри металла, а замеры поверхности контролируют шершавость, толщину стенок и точность размеров. Дополнительные испытания измеряют твердость, величину отдачи и приближение деформаций к пределам разрушения. Лучшей по ранжированию конфигурацией оказывается узкий зазор, умеренно закруглённый пуансон, небольшая ступень вытяжки и графит в качестве сухой смазки — она даёт чашечки с более гладкой поверхностью, более равномерными стенками, очень малыми отклонениями по размерам и меньшими усилиями формовки по сравнению с другими условиями. Статистическая проверка показывает, что предсказания симуляций хорошо соответствуют реальным результатам.
Почему это важно для более чистого и умного производства
Для неспециалиста ключевая мысль заключается в том, что исследование демонстрирует практический рецепт изготовления крошечных металлических деталей более надёжно и с меньшими затратами материала и энергии. Сочетая реалистичные виртуальные эксперименты с продуманным методом ранжирования, способным учитывать множество проектных целей и неопределённостей, исследователи определяют режимы формовки, которые стабильно дают прочные, точные микро-чашечки. Хотя работа сосредоточена на одном медном сплаве и ограниченном наборе форм, та же стратегия — широко моделировать, а затем позволить интеллектуальной системе принять компромиссное решение — может направлять проектирование многих других микро-производственных процессов. Это выводит отрасль из затратного метода проб и ошибок в сторону более устойчивого, основанного на данных производства миниатюрных компонентов, лежащих в основе современной техники.
Цитирование: Sivam, S.P.S.S., Kesavan, S. & Ajiboye, T.K. Development of ranking alternatives of micro-cup production from directionally rolled copper rods using the Intuitionistic Fuzzy MARCOS method. Sci Rep 16, 9585 (2026). https://doi.org/10.1038/s41598-025-29817-2
Ключевые слова: микро глубокая вытяжка, моделирование методом конечных элементов, нечеткое принятие решений, медные микро-корытца, устойчивое микро-производство