Clear Sky Science · ru
Влияние параметров обработки на межфазное соединение и свойства регенерированных LCS/WC–Co биматериалов, полученных методом порошковой металлургии
Преобразование металлического лома в прочные новые инструменты
Современная промышленность опирается на режущие и сверлильные инструменты, которые должны быть одновременно чрезвычайно твердыми и стойкими к разрушению. В то же время заводы генерируют горы металлической стружки, которая обычно идет как малоценное вторсырье. В этом исследовании изучается, как превратить эти отходы стальной стружки в основу нового двухслойного материала, сочетающего регенерированную сталь с ультратвердым покрытием, что потенциально позволит производителям получать более долговечные инструменты при снижении затрат и отходов.

Создание двухслойного металлического «сэндвича»
Исследователи поставили цель создать своего рода «металлический сэндвич», состоящий из прочного основания и очень твердого верхнего слоя. В качестве основания использовали регенерированную низкоуглеродистую сталь, полученную из стружки, образующейся при обработке на станках с ЧПУ. Верхний слой — цементированный карбид WC–Co, широко применяемый в сверлах и сменных пластинах благодаря сохранению твердости и износостойкости даже при высоких температурах. Объединив эти два слоя в единый компактный элемент, команда стремилась сочетать вязкость стали с режущими свойствами карбида, опираясь при этом на недорогое вторичное сырье для основной массы материала.
Формование и спекание порошков в твердые детали
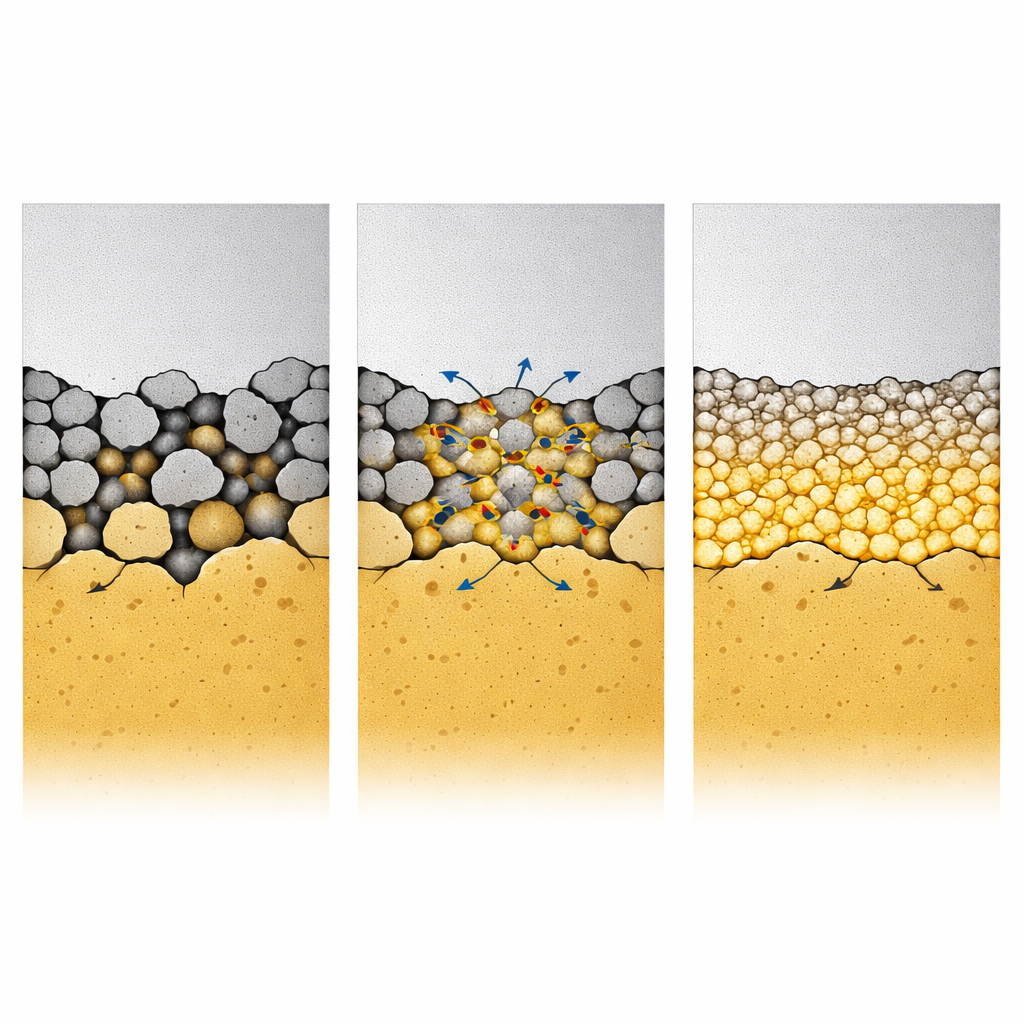
Вместо плавления металлов использовали порошковую металлургию — метод, при котором мелкие порошки прессуют в заданную форму, а затем нагревают до связывания. Сначала очистили и истолчли отходы стальной стружки в порошки различной крупности и подготовили соответствующие порошки WC–Co. Порошки укладывали в пресс‑матрицу так, чтобы сталь образовывала нижний слой, а карбид — верхний. Стопку прессовали при разных усилиях для получения зеленых компактных заготовок, которые затем нагревали в контролируемом режиме при температурах от 1260 °C до 1340 °C. Во время нагрева вокруг кобальта в слое карбида образуется тонкая жидкая фаза, позволяющая ему слегка течь и сращиваться со сталью.
Поиск оптимума для прочных соединений
Ключевой проблемой являлось то, что сталь и карбид по-разному расширяются, сжимаются и уплотняются при нагреве и охлаждении. Если температура слишком низка, порошки не уплотняются полностью, остаются поры и слабые места; если слишком высока, несоответствие усадки может разорвать слои. Систематически изменяя размер зерна, давление прессования и температуру спекания, а затем измеряя плотность, внутренние полости и изменения размеров, исследователи выделили узкое рабочее окно. При 1300 °C, используя самые мелкие порошки (около 25 микрометров) и максимальное давление уплотнения (313 мегапаскалей), два слоя уплотнялись более согласованно, закрывая поры и формируя плотную деталь с минимальными зазорами или трещинами на границе раздела.
Заглядывая в невидимый шов
Чтобы увидеть, что происходит на стыке стали и карбида, команда использовала оптическую и электронную микроскопию, рентгеновскую дифракцию и рентгеновский микроанализ. При оптимальных настройках наблюдали тонкую непрерывную переходную зону, свободную от видимых пор. Химический анализ показал, что атомы железа из стали проникали в слой карбида, тогда как кобальт из карбида мигрировал в сталь. Эти атомарные обмены образовали новые смешанные фазы, действующие как микроскопический клей между слоями. Твердость постепенно увеличивалась от стальной стороны к карбидной, что указывает на плавный механический градиент вместо резкой, хрупкой границы.
Какими становятся прочность и твердость нового материала
Механические испытания заключались в поперечном сжатии дискообразных образцов до тех пор, пока два слоя не разошлись. При оптимальных условиях обработки слоистый материал выдерживал большие нагрузки до разрушения интерфейса, соответствуя прочности сцепления при сжатии примерно 209 мегапаскалей и прочности на растяжение около 44 мегапаскалей. Твердость поверхности со стальной стороны выросла с примерно 110 до примерно 150 единиц по шкале Виккерса вследствие взаимодействия с карбидом, в то время как карбидный слой сохранил очень высокую твердость около 660 единиц Виккерса, достаточную для требовательных износостойких применений. Хотя часть твердости карбида теряется из‑за реакции с железом, общая балансировка твердости и вязкости улучшается.
Что это значит для промышленных инструментов
Проще говоря, исследователи показали, как преобразовать выброшенную стальную стружку и стандартный порошок карбида в прочно связанный двуслойный компонент с помощью относительно простых операций прессования и нагрева. Точная настройка размера зерна, давления прессования и температуры спекания позволила получить безтрещинное соединение, прочное настолько, что оно соперничает или превосходит многие ранее описанные комбинации металл–карбид. Такой подход может помочь производителям инструментов и другим отраслям выпускать долговечные, износостойкие детали при снижении стоимости материалов и придании металлическим отходам новой, более ценной жизни.
Цитирование: Abdelhaleem, M., El-Daly, A., Elkady, O. et al. Impact of processing parameters on the interfacial bonding and properties of recycled LCS/WC–Co bilayers developed through powder metallurgy. Sci Rep 16, 9223 (2026). https://doi.org/10.1038/s41598-025-26946-6
Ключевые слова: регенерированная сталь, порошковая металлургия, цементированный карбид, биматериалы, инструментальные материалы