Clear Sky Science · ru
Оптимизация и прогноз пиковых температур при трением вдавливающей сварке Al 6061 T6 с использованием статистических и методов машинного обучения
Почему важно держать швы прохладными
От самолетов до электромобилей многие машины используют алюминиевые детали, которые нужно соединять, не снижая их прочности. Трение вдавливающая сварка (friction stir welding) — популярный способ сделать это, потому что он перемешивает куски металла, не доводя его до полного расплава. Но если процесс проходит слишком горячо, алюминий может размягчиться, потерять прочность или даже расплавиться. В этой работе исследуется, как предсказывать и контролировать максимальные температуры, достигаемые при сварке распространенного сплава Al 6061 T6, с помощью компьютерного моделирования, статистических методов и машинного обучения, чтобы производители могли получать прочные, стабильные соединения, избегая теплового повреждения.
Как работает этот твердофазный шов
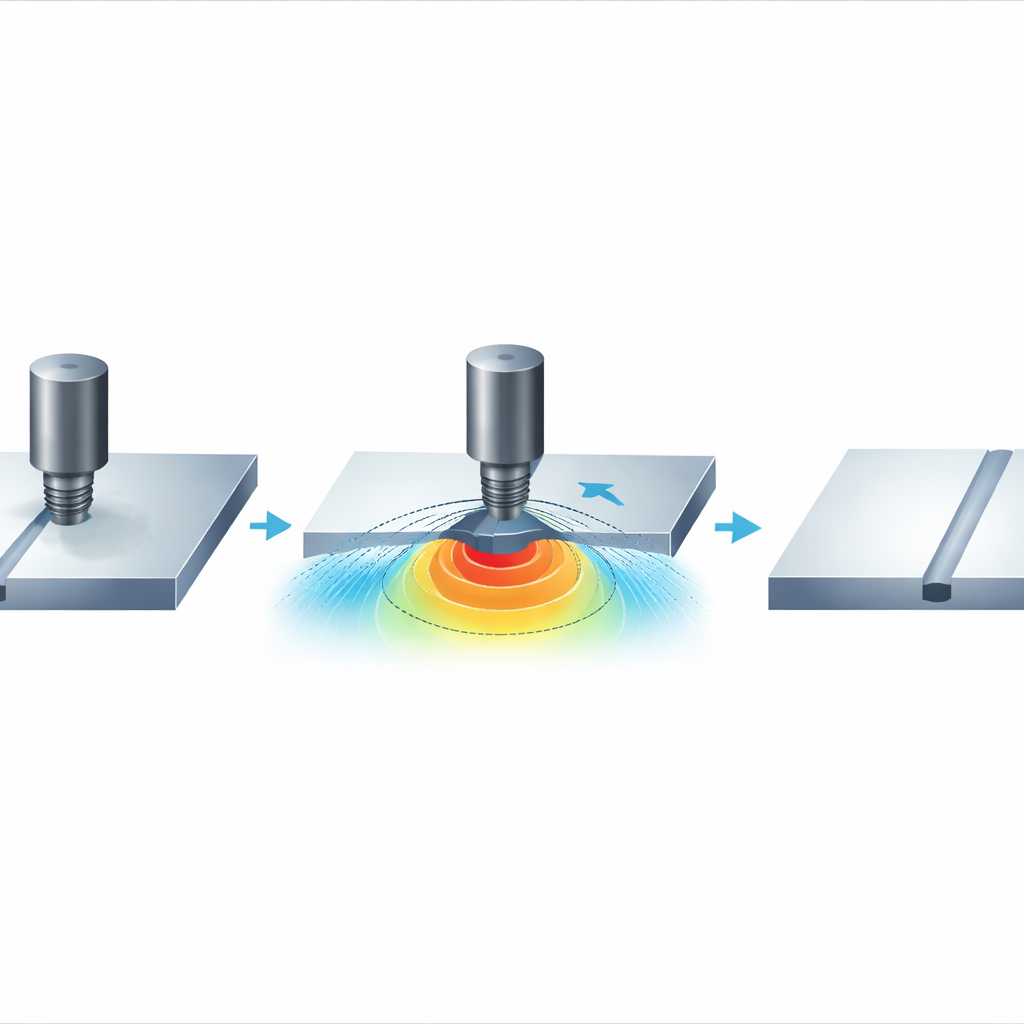
При трением вдавливающей сварке вращающийся инструмент в виде короткого штифта с широкой плечевой частью вдавливают в стык между двумя пластинами и перемещают вдоль шва. Трение и пластическое перемешивание нагревают и размягчают металл, так что он перемешивается и куется вместе, не переходя в жидкое состояние. Для Al 6061 T6 этот температурный «золотой диапазон» лежит ниже точки плавления, но достаточно высок, чтобы обеспечить хорошее перемешивание. Если пиковая температура приближается к примерно четырем пятым от температуры плавления или превышает её, упрочняющие частицы сплава могут коагулировать, или металл начнет частично плавиться, что приведет к появлению размягченных зон и ухудшению механических свойств. Таким образом, контроль пиковых температур жизненно важен для безопасности и долговечности.
Одновременное испытание множества регуляторов
Исследователи сосредоточились на семи регулируемых параметрах: материал инструмента, диаметр штифта, диаметр плеча, скорость вращения, скорость перемещения, осевая сила, прижимающая инструмент, и трение между инструментом и пластиной. Вместо тысяч испытаний они использовали дизайн Тагучи — статистический упрощенный план, который подбирает тщательно выбранный набор из 32 комбинаций, чтобы выявить, какие параметры важнее. Для каждой комбинации они построили трехмерную модель в COMSOL, чтобы смоделировать генерирование тепла вращающимся инструментом и распространение этого тепла по алюминиевой пластине и опорной конструкции. Затем часть этих симуляций сравнили с экспериментами на модифицированном фрезерном станке, используя термопары для измерения температур в разных точках вокруг шва. Смоделированные и измеренные пиковые температуры совпадали примерно в пределах 7%, что дало уверенность в том, что модель адекватно отражает реальное тепловое поведение.
Выявление главных причин перегрева
Имея данные симуляций, команда применила статистические методы, чтобы определить, какие параметры процесса оказывают наибольшее влияние на пиковую температуру. С помощью анализа Тагучи и дисперсионного анализа (ANOVA) они выявили явных лидеров: осевую силу и скорость вращения инструмента. Более высокая скорость вращения и больший прижим создают значительно больше тепла от трения и пластической деформации, повышая пиковые температуры; в некоторых смоделированных случаях температура в зоне шва превысила 600 °C, что выше безопасного диапазона плавления для этого сплава. Изменения размеров штифта и плеча оказывали второстепенный эффект, влияя на контактную площадь, тогда как выбор материала инструмента и небольшие изменения коэффициента трения имели сравнительно незначительное влияние. Эти результаты указывают на то, что осторожное управление скоростью и силой — наиболее эффективный способ удерживать швы ниже повреждающих температур.
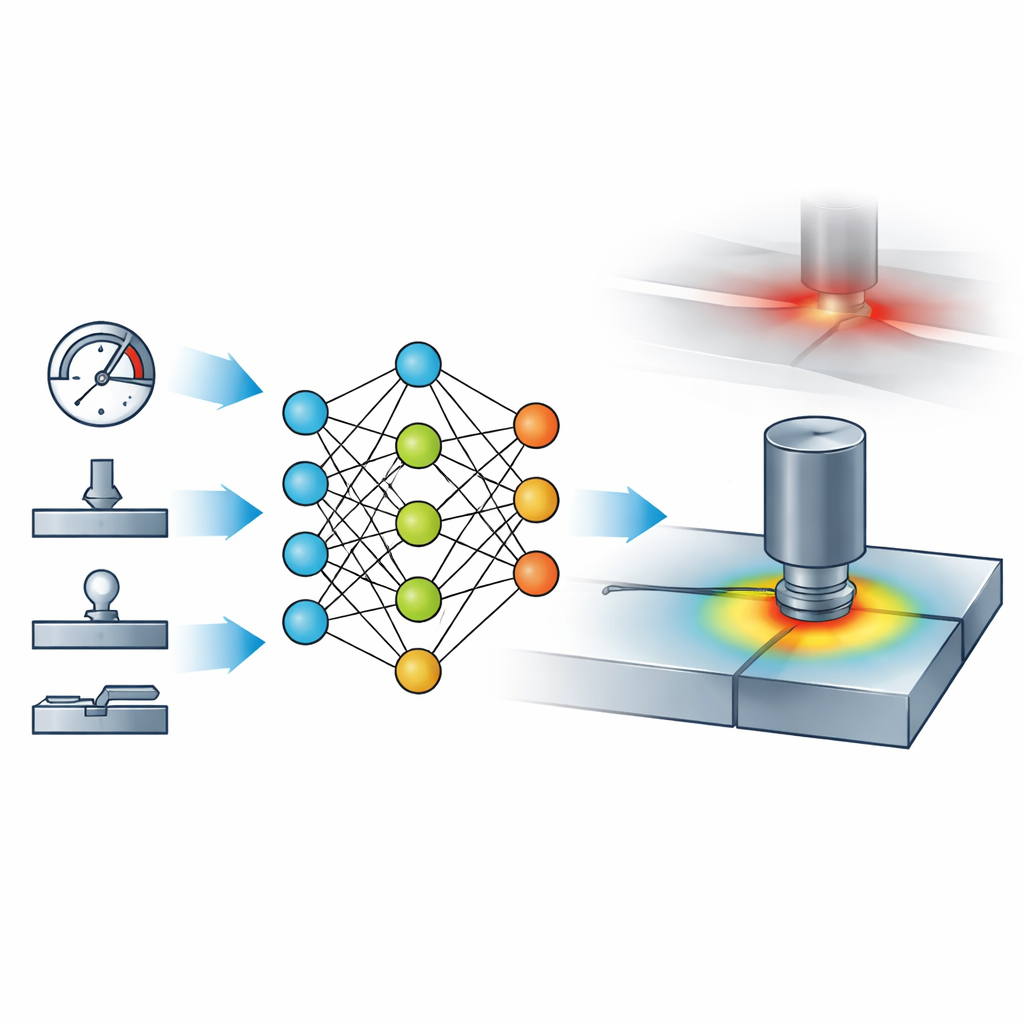
Пусть нейронная сеть предскажет тепло
Чтобы выйти за пределы эмпирических правил, авторы обучили простую искусственную нейронную сеть, чтобы она усвоила связь между настройками сварки и пиковыми температурами. В качестве обучающих примеров они использовали результаты симуляций, подавая на вход шести наиболее релевантных параметров (все регуляторы, за исключением материала инструмента) и обучая сеть выдавать предсказанную максимальную температуру. Разделив данные на обучающую, валидационную и тестовую выборки и используя стандартный метод обратного распространения ошибки, сеть научилась воспроизводить результаты симуляций с очень высокой точностью: её предсказания в среднем отличались от симуляций примерно на 1%, что лучше ошибок 3–4% у регрессии по Тагучи и формулы на основе ANOVA. Это показывает, что даже при относительно небольшом наборе данных грамотно спроектированная нейронная сеть может уловить тонкие взаимодействия между параметрами, которые пропускают более простые модели.
Что это значит для реальной сварки
Исследование делает вывод, что сочетание конечно-элементных симуляций, статистического проектирования эксперимента и нейронных сетей предоставляет мощный набор инструментов для повышения безопасности и эффективности трением вдавливающей сварки. Выявив осевую силу и скорость вращения как доминирующие факторы нагрева и предложив быстрый предиктор пиковых температур, подход может помочь инженерам подбирать параметры, которые предотвращают перегрев, при этом обеспечивая качественные соединения. На практике это означает меньше дефектов, более долговечные компоненты и меньше проб и ошибок на заводских линиях в аэрокосмической, автомобильной и других отраслях, зависящих от легких алюминиевых конструкций.
Цитирование: Anis, A., Shakaib, M. & Hanif, M.S. Optimization and prediction of peak temperature in friction stir welding of Al 6061 T6 using statistical and machine learning techniques. Sci Rep 16, 7901 (2026). https://doi.org/10.1038/s41598-025-03217-y
Ключевые слова: сварка трением, алюминиевые сплавы, тепловой контроль, оптимизация процесса, моделирование нейронными сетями