Clear Sky Science · pt
Solda por feixe de laser de diodo de alta potência na liga de alumínio AA8011 para desempenho mecânico aprimorado em estruturas leves
Emendas mais resistentes para produtos mais leves
De painéis de carroceria a embalagens alimentícias, chapas finas de alumínio ajudam a tornar os produtos mais leves, mais eficientes no consumo de combustível e mais fáceis de reciclar. Mas unir essas chapas de forma confiável é surpreendentemente difícil: a soldagem tradicional pode distorcer o metal, enfraquecê‑lo ou preenchê‑lo com pequenas imperfeições. Este estudo explora uma abordagem mais recente — a soldagem por feixe de laser de diodo de alta potência — para verificar se ela pode criar juntas mais limpas e mais fortes em uma liga de alumínio amplamente utilizada chamada AA8011, e como ajustar o processo para obter o melhor desempenho.
Por que soldar alumínio é tão complicado
O alumínio AA8011 é popular porque é leve, resistente à corrosão e fácil de conformar em chapas e películas finas. Ainda assim, essas mesmas chapas são difíceis de soldar. O alumínio conduz o calor muito rapidamente, forma uma película de óxido persistente em sua superfície e tende a desenvolver poros, distorção e trincas quando exposto a calor intenso. Métodos comuns, como TIG e MIG, frequentemente superaqueceram o metal, enquanto processos mais avançados em estado sólido exigem ferramentas complexas e nem sempre são bem adequados para linhas de produção automatizadas. Por isso, os fabricantes precisam de um método de união que funcione rapidamente em chapas finas, com dano térmico e defeitos mínimos.
Um laser focalizado como fonte de calor precisa
Os pesquisadores testaram a Soldagem por Feixe de Laser de Diodo de Alta Potência (HPDLBW) em chapas AA8011 de 2 milímetros de espessura. Nesta configuração, um ponto de laser concentrado se move ao longo da junta, fundindo uma trilha estreita de metal que se solidifica formando a solda. Ajustando apenas alguns parâmetros-chave — potência do laser, velocidade de soldagem e diâmetro do feixe — eles puderam influenciar fortemente a profundidade de penetração da solda e a qualidade da emenda. Para explorar isso de forma eficiente, usaram um delineamento Taguchi L9, uma maneira estruturada de cobrir muitas combinações com apenas nove testes cuidadosamente escolhidos. Para cada solda, mediram dureza, resistência à tração e tenacidade ao impacto, e examinaram a estrutura de grãos microscópica e defeitos como poros ou partículas frágeis. 
Encontrando a combinação ideal de parâmetros
Usando modelos matemáticos, a equipe relacionou os parâmetros de soldagem ao comportamento mecânico da junta. Eles mostraram que a potência do laser e a velocidade de deslocamento controlam em grande parte quanto calor entra no metal: velocidades menores ou potência maior significam mais calor, fusão mais profunda e um banho fundido maior, enquanto velocidades mais altas podem resultar em soldas rasas e incompletas. O tamanho do feixe ajuda a moldar a distribuição desse calor. Ajustando um modelo de superfície de resposta — um “mapa” curvo do processo — eles buscaram uma combinação que maximizasse resistência e tenacidade sem superaquecer a chapa. A melhor receita foi potência de 3,3 kW, velocidade de 17 mm/s e diâmetro de feixe de 3,5 mm. Nestas condições, as soldas alcançaram cerca de 69 N/mm² de resistência à tração, em torno de 110 J de energia de impacto e dureza próxima de 33 HV, superando as demais combinações testadas.
O que acontece dentro do metal
Estudos ao microscópio revelaram por que as soldas otimizadas se comportaram melhor. Nas melhores condições, a zona fundida continha grãos equiaxiais finos de alumínio com apenas alguns micrômetros, e a região afetada pelo calor mostrou pouco crescimento de grãos. A distribuição dos elementos de liga, como silício, ferro, cobre e magnésio, era relativamente uniforme, e apenas pequenas quantidades de compostos intermetálicos frágeis e poros foram observadas. Em contraste, condições com excesso de calor produziram estruturas mais grosseiras e desuniformes e maior risco de fragilidade local. Os pesquisadores também relacionaram o tamanho de grão diretamente à resistência: grãos menores aumentaram a resistência de escoamento em conformidade com o comportamento clássico de fortalecimento por grão. Testes de impacto e imagens das superfícies de fratura mostraram ainda que as soldas otimizadas absorveram mais energia antes da ruptura e falharam de modo mais dúctil e tolerante a danos. 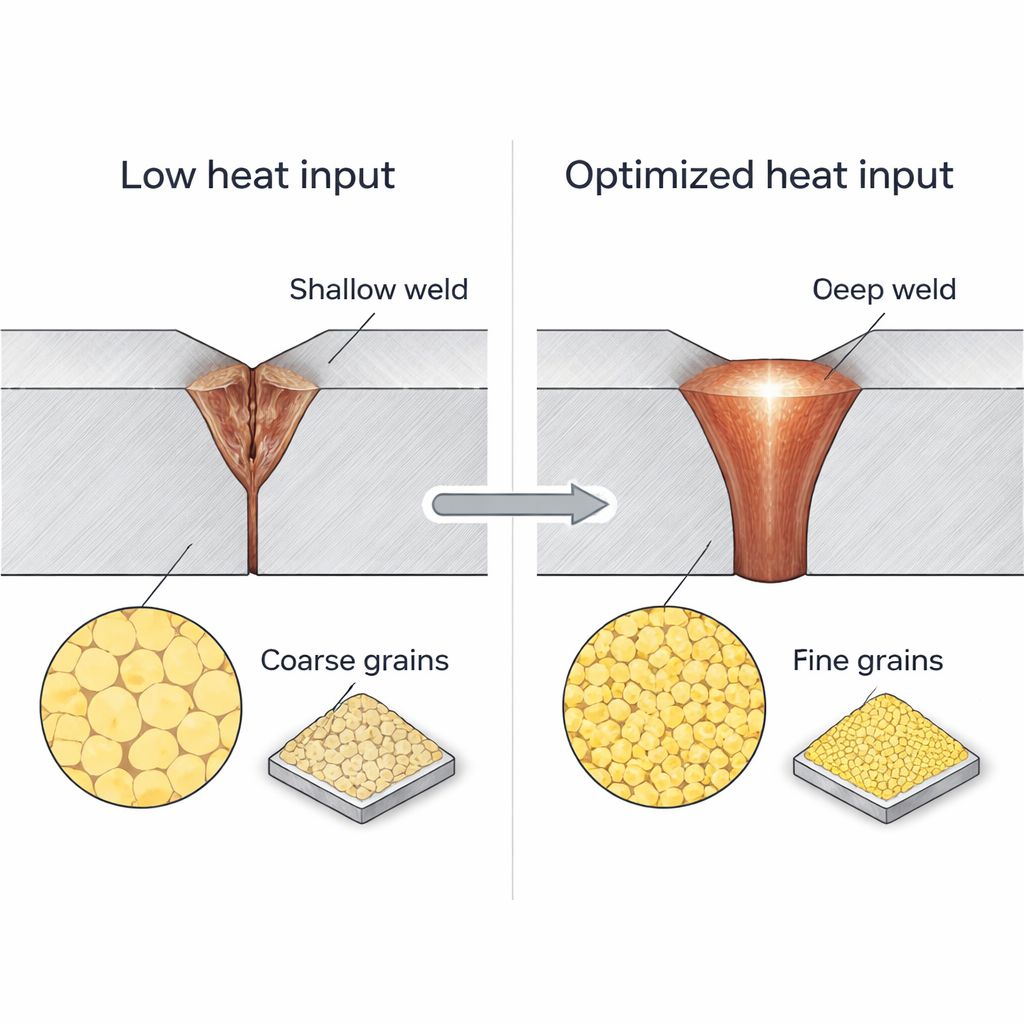
Implicações para a tecnologia cotidiana
Para um público não especializado, a mensagem principal é que o controle cuidadoso da potência, velocidade e tamanho do ponto do laser pode unir chapas finas de alumínio com menos danos e resistência mais previsível do que muitos métodos tradicionais. Este estudo fornece uma receita baseada em dados e um modelo preditivo que engenheiros podem usar para configurar a soldagem por laser de diodo em AA8011 em linhas de fabricação reais — por exemplo, em invólucros de baterias de veículos elétricos, componentes HVAC ou embalagens. Mantendo a entrada de calor apenas alta o suficiente para fundir totalmente o metal, mas baixa o bastante para evitar distorção e fases frágeis, a soldagem por feixe de laser de diodo de alta potência surge como uma tecnologia escalável e pronta para automação na construção de produtos mais leves e eficientes.
Citação: Patil, R., Löfstrand, M. High power diode laser beam welding of AA8011 aluminum alloy for enhanced mechanical performance in lightweight structures. Sci Rep 16, 7738 (2026). https://doi.org/10.1038/s41598-026-41272-1
Palavras-chave: soldagem a laser, liga de alumínio, estruturas leves, microestrutura, propriedades mecânicas