Clear Sky Science · pt
Análise do projeto e desempenho de corte de ferramenta cilíndrica de escovamento de engrenagens com ângulo de corte ativo uniforme
Engrenagens mais precisas para máquinas do dia a dia
De transmissões de automóveis a turbinas eólicas, muitas das máquinas de que dependemos diariamente usam engrenagens que precisam se engrenar suavemente por anos sob cargas elevadas. Produzir essas engrenagens de forma rápida, precisa e com baixo custo é surpreendentemente difícil. Este estudo apresenta uma nova forma de projetar a ferramenta de corte especializada usada em um processo chamado escovamento de engrenagens, com o objetivo de obter engrenagens mais precisas, estender a vida útil da ferramenta e reduzir problemas de usinagem como aquecimento, vibração e desgaste.
Por que o corte de engrenagens precisava ser repensado
As indústrias modernas favorecem o escovamento porque ele pode usinar engrenagens internas e externas complexas de modo rápido e preciso. Contudo, as ferramentas tradicionais de escovamento, com formato cônico e face de corte frontal plana, apresentam desvantagens importantes. À medida que essas ferramentas são reafiadas ao longo do tempo, sua geometria muda sutilmente, fazendo a precisão das engrenagens derivar. A face de corte plana também cria trechos do gume que atacam o metal em ângulos desfavoráveis, dificultando a evacuação de cavacos, aumentando as forças de corte e provocando aquecimento localizado. Em conjunto, esses efeitos reduzem a vida útil da ferramenta, elevam custos e tornam mais difícil manter as engrenagens dentro de tolerâncias rígidas.
Uma nova forma para um corte mais suave
Os autores propõem uma geometria diferente: uma ferramenta cilíndrica de escovamento cuja face frontal de corte é suavemente curva em vez de plana, e cuja superfície lateral envolve-se em uma hélice controlada. Eles projetam essa ferramenta de modo que o “ângulo de corte ativo” — o ângulo efetivo com que o fio de corte encontra o metal — se mantenha uniforme ao longo de todo o gume, mesmo quando a ferramenta é usada em posição deslocada em relação à engrenagem. Ao modelar cuidadosamente o movimento da ferramenta e da engrenagem em conjunto, garantem que o gume permaneça um espelho preciso, ou conjugado, do dente da engrenagem que está sendo usinado. A superfície lateral da ferramenta é moldada como um cilindro helicoidal para que o ressalto entre ferramenta e engrenagem seja mantido sem recorrer a um ângulo de folga embutido e delicado que se perderia durante o reafiamento.
Testando o projeto no computador
Para avaliar o comportamento dessa nova ferramenta antes de fabricá-la, a equipe construiu simulações detalhadas em computador usando o método dos elementos finitos. Essas simulações acoplaram a mecânica e o fluxo de calor, permitindo aos pesquisadores acompanhar a evolução das forças de corte, a formação de cavacos e os campos de temperatura enquanto a ferramenta escovava um dente de engrenagem. Variaram sistematicamente três parâmetros-chave do processo: a velocidade de rotação da ferramenta, a velocidade de avanço da engrenagem através do corte e a profundidade de corte por passagem. A análise mostrou que a taxa de avanço tem a influência mais forte sobre as forças de corte, enquanto a velocidade de rotação governa o aquecimento da zona de corte. Em muitos condicionamentos, a ferramenta de face curva produziu forças mais estáveis e um campo de temperatura mais uniforme que o projeto tradicional de face plana, mesmo que a força de pico numa direção específica fosse ligeiramente maior.
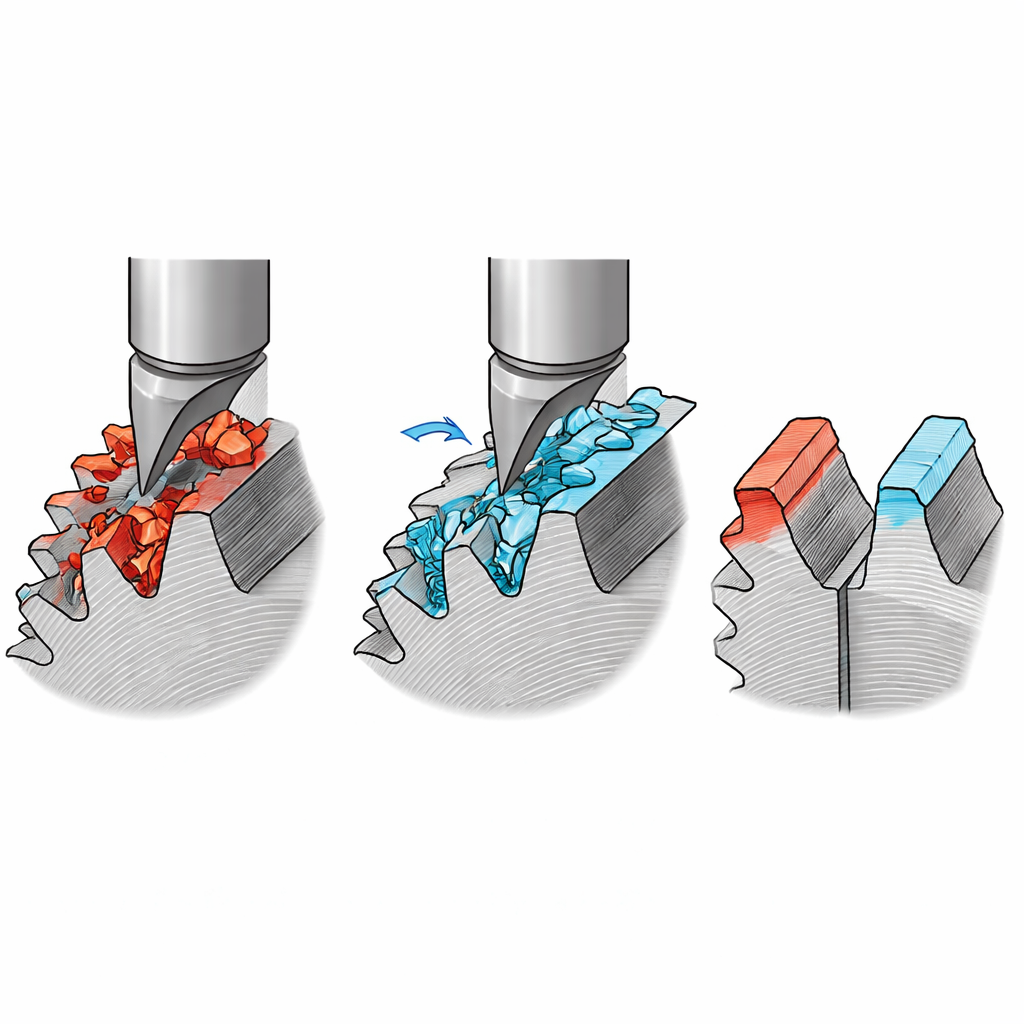
Ferramentas mais frias e tensões mais suaves
Ao comparar as duas formas de ferramenta, as simulações revelaram vantagens físicas claras para o projeto curvo. O cortador de face curva reduziu fortemente as flutuações na força de corte e diminuiu as temperaturas de pico no contato ferramenta–cavaco em aproximadamente 15–20 por cento. O calor ficou mais uniformemente distribuído, evitando gradientes de temperatura acentuados que podem causar trincas e desgaste rápido. Quando os pesquisadores examinaram as tensões remanescentes nos dentes usinados, verificaram que as engrenagens cortadas com a ferramenta curva apresentaram picos de tensão de tração menores e uma maior proporção de tensões compressivas benéficas, distribuídas de forma mais uniforme pela superfície do dente. Esses padrões de tensão mais suaves estão associados a um melhor desempenho à fadiga e maior vida útil das engrenagens em serviço.
Do modelo virtual às engrenagens no mundo real
Para confirmar que o novo projeto funciona fora do computador, a equipe fabricou pastilhas indexáveis com a face frontal curva usando retífica avançada de cinco eixos e aplicou um revestimento duro. Em seguida, montaram essas pastilhas em um cortador cilíndrico de escovamento e usinaram engrenagens reais numa máquina-ferramenta industrial. O processo de corte foi estável, sem sinais de atrito excessivo ou colisões. Medições das engrenagens usinadas mostraram que a forma dos dentes, o espaçamento e o alinhamento atenderam ou superaram os padrões industriais, e isso foi alcançado com condições de corte eficientes.
O que isso significa para as máquinas do futuro
Em termos práticos, o estudo mostra que remodelar a face ativa de uma ferramenta de corte de engrenagens pode tornar todo o processo mais calmo, mais frio e mais previsível. A nova ferramenta cilíndrica de escovamento com ângulo de trabalho uniforme mantém sua precisão após reafiamentos, evita interferências danosas com a engrenagem e deixa dentes com padrões de tensão melhores. Para os fabricantes, isso se traduz em ferramentas de vida mais longa, menos sucatas e engrenagens mais confiáveis nos carros, máquinas e sistemas de energia de que dependemos.
Citação: Ji, J., Wang, P., Xue, R. et al. Design and cutting performance analysis of cylindrical gear skiving tool with uniform working rake angle. Sci Rep 16, 9510 (2026). https://doi.org/10.1038/s41598-026-40178-2
Palavras-chave: escovamento de engrenagens, projeto de ferramenta de corte, processos de fabricação, simulação por elementos finitos, usinagem de engrenagens