Clear Sky Science · pt
Efeitos do resfriamento criogênico na temperatura de corte e na rugosidade superficial usinando a liga de alumínio AA7075
Por que o resfriamento importa no corte de metais
Sempre que um carro, avião ou mesmo uma bicicleta é fabricado, muitas de suas peças metálicas são moldadas removendo material em máquinas chamadas tornos e fresadoras. Esse corte gera muito calor e pode deixar pequenas cristas e defeitos na superfície, o que pode reduzir a vida útil da peça. O estudo apresentado neste artigo analisa como o uso de frio extremo, fornecido por nitrogênio líquido, pode resfriar o processo de corte de uma liga de alumínio de alta resistência amplamente usada em aeronaves e veículos, e como esse resfriamento altera tanto a temperatura quanto a suavidade da superfície final.
Um alumínio forte, porém sensível
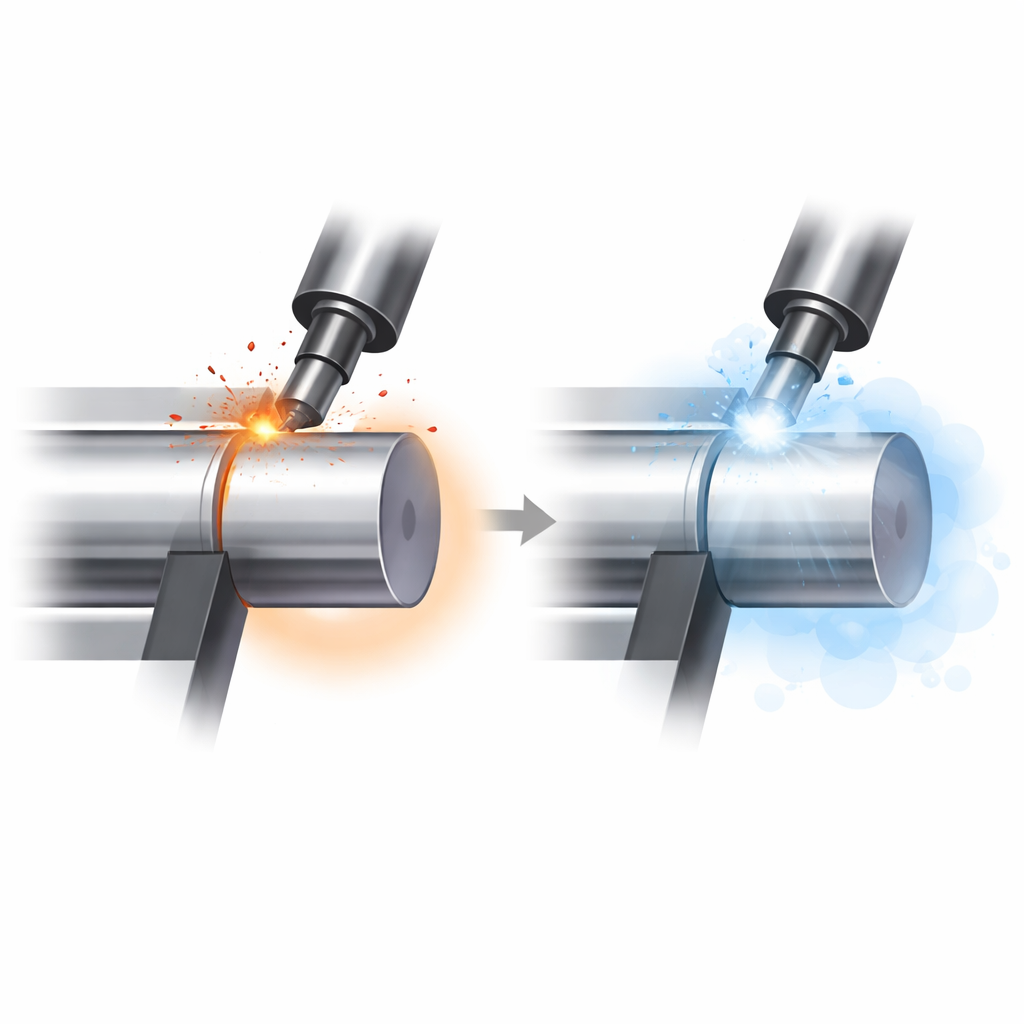
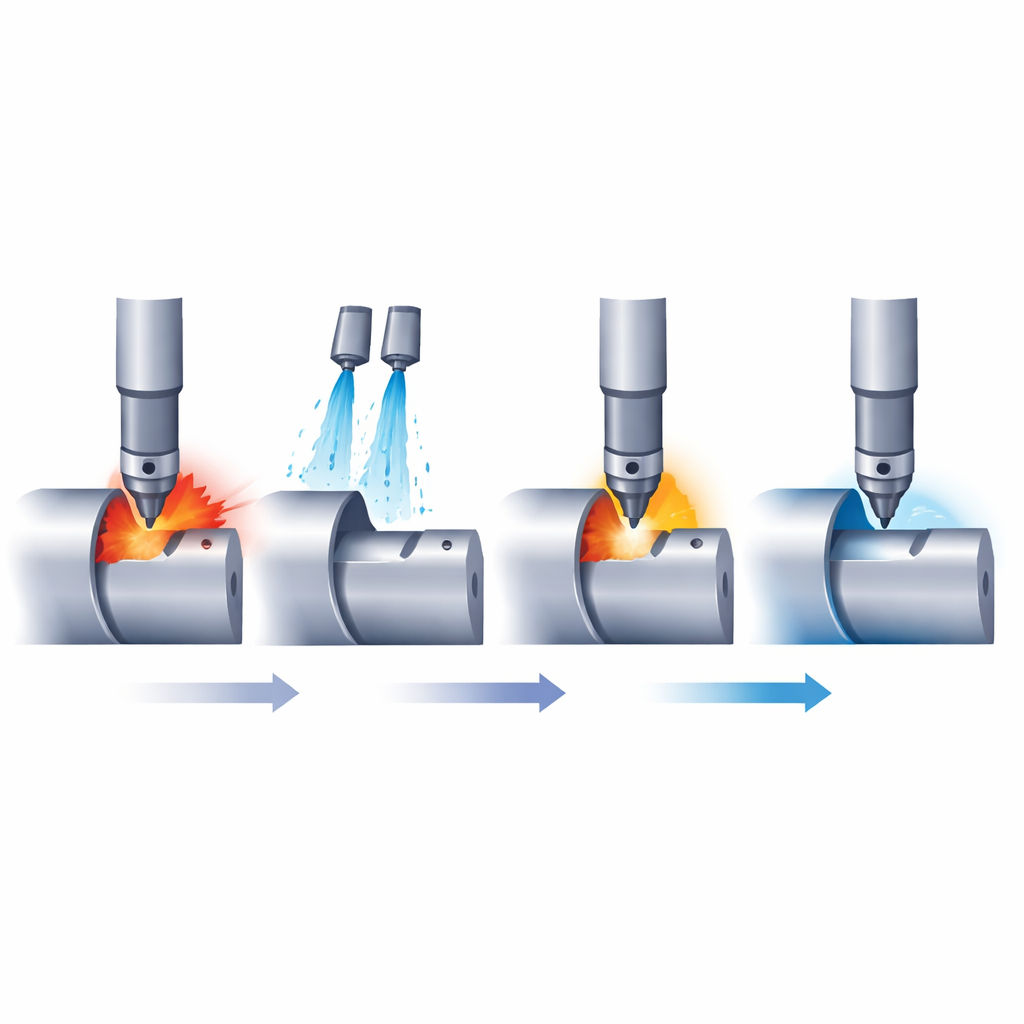
Os pesquisadores concentraram-se na liga de alumínio AA7075, um material valorizado nas aplicações aeroespaciais e automotivas por ser resistente e leve. Essas mesmas propriedades tornam importante que a superfície de cada peça esteja em excelente condição, já que rugosidade e danos ocultos podem levar a trincas e fadiga ao longo do tempo. Quando o metal é usinado em um torno, três ajustes principais controlam o processo: a velocidade de corte (rotações do peça de trabalho), a velocidade de avanço da ferramenta (feed) e a profundidade de corte. Juntos, esses parâmetros determinam quanto calor é gerado e quão lisa a superfície fica. A equipe quis entender como esses parâmetros interagem sob corte “seco” e sob corte “criogênico”, em que nitrogênio líquido é pulverizado exatamente onde a ferramenta encontra o metal.
Como os experimentos foram conduzidos
Para investigar, os autores usinaram pequenos cilindros de AA7075 em um torno convencional usando um pastilhado de carboneto de tungstênio. Prepararam sete combinações diferentes de velocidade de corte, avanço e profundidade de corte, e repetiram essas combinações duas vezes: uma em ar seco e outra com resfriamento por nitrogênio líquido. Uma câmera térmica monitorou a zona de corte a partir de uma distância fixa para registrar a temperatura máxima durante cada passagem. Após cada corte, um rugosímetro portátil traçou a superfície em três pontos e forneceu um valor médio de rugosidade. Esse conjunto de medições permitiu à equipe comparar, de forma controlada, como cada parâmetro e cada método de resfriamento afetaram tanto o calor na zona de corte quanto a textura da superfície final.
O que acontece com o calor e a suavidade da superfície
Os resultados mostraram um contraste claro entre o corte a seco e o criogênico. Em condições secas, aumentar a velocidade de corte e especialmente a profundidade de corte fez com que as temperaturas subissem acentuadamente, em alguns casos acima de 130 °C. O avanço e a profundidade de corte também tendiam a aumentar a rugosidade superficial, significando que as peças acabadas apresentavam picos e vales microscópicos mais pronunciados. Em comparação, quando o nitrogênio líquido era borrifado no contato ferramenta–peça, a temperatura da zona de corte caiu dramaticamente, muitas vezes mais de 50 °C, e permaneceu quase constante mesmo quando velocidade, avanço ou profundidade de corte eram alterados. Esse resfriamento também melhorou a qualidade da superfície em muitos casos, particularmente em velocidades moderadas e avanços baixos, onde os valores de rugosidade foram notavelmente menores que no corte a seco.
Compensações sutis no frio extremo
O estudo também revelou comportamentos mais complexos em certas configurações. Em baixas velocidades de corte sob resfriamento criogênico, a superfície às vezes ficou mais rugosa do que no corte a seco. Os autores sugerem que um congelamento local muito intenso pode perturbar a forma como os cavacos se rompem, tornando-os mais irregulares e mais propensos a marcar a superfície. Da mesma forma, em altos avanços e maiores profundidades, a combinação de corte pesado e resfriamento intenso aumentou a rugosidade em modo criogênico, provavelmente porque cavacos mais espessos, forças maiores e material mais frio e quebradiço levaram a um escoamento instável dos cavacos. Essas descobertas mostram que, embora o resfriamento seja poderoso, ele não garante automaticamente uma superfície mais lisa em todo ajuste; os parâmetros de corte ainda precisam ser escolhidos com cuidado.
O que isso significa para peças do mundo real
Para os fabricantes, o estudo sugere que usar nitrogênio líquido no torneamento de AA7075 pode reduzir muito as temperaturas de corte, limitar danos ocultos na camada superficial e melhorar a suavidade — fatores que, juntos, podem estender a vida à fadiga e a confiabilidade de componentes críticos. O nitrogênio líquido também tem vantagens práticas: evapora em gás nitrogênio inofensivo, não deixa resíduos e evita problemas de descarte associados a fluidos refrigerantes tradicionais. No entanto, o trabalho também ressalta que a usinagem criogênica não é uma solução única para todos; os melhores ganhos em controle de temperatura e qualidade superficial vêm de combinar o resfriamento com velocidades, avanços e profundidades bem escolhidos. Em termos simples, o artigo mostra que o uso inteligente do frio extremo pode fazer peças de alumínio fortes e leves durarem mais e operar com mais segurança.
Citação: Ranjbar, S., Foorginejad, A., Emam, S.M. et al. Effects of cryogenic cooling on cutting temperature and surface roughness in turning of AA7075 aluminum alloy. Sci Rep 16, 7914 (2026). https://doi.org/10.1038/s41598-026-39003-7
Palavras-chave: usinagem criogênica, resfriamento com nitrogênio líquido, rugosidade superficial, liga de alumínio AA7075, processo de torneamento