Clear Sky Science · pt
Efeito dos parâmetros de usinagem nas propriedades de fadiga do aço 42CrMo revenido e temperado
Por que a suavidade do metal importa
De turbinas eólicas a trens de alta velocidade, muitas máquinas críticas dependem de eixos, parafusos e engrenagens de aço que giram ou flexionam milhões de vezes ao longo de suas vidas. Essas peças normalmente não falham por uma sobrecarga dramática, mas lentamente, por pequenas trincas que crescem a cada ciclo de tensão. Este estudo examina um aço de alta resistência popular, conhecido como 42CrMo, e faz uma pergunta prática com grandes implicações de segurança e custo: de que forma o modo como cortamos e acabamos o metal durante a usinagem altera quanto tempo essas peças duram antes de trincarem e romperem?
Como a usinagem cotidiana molda fraquezas ocultas
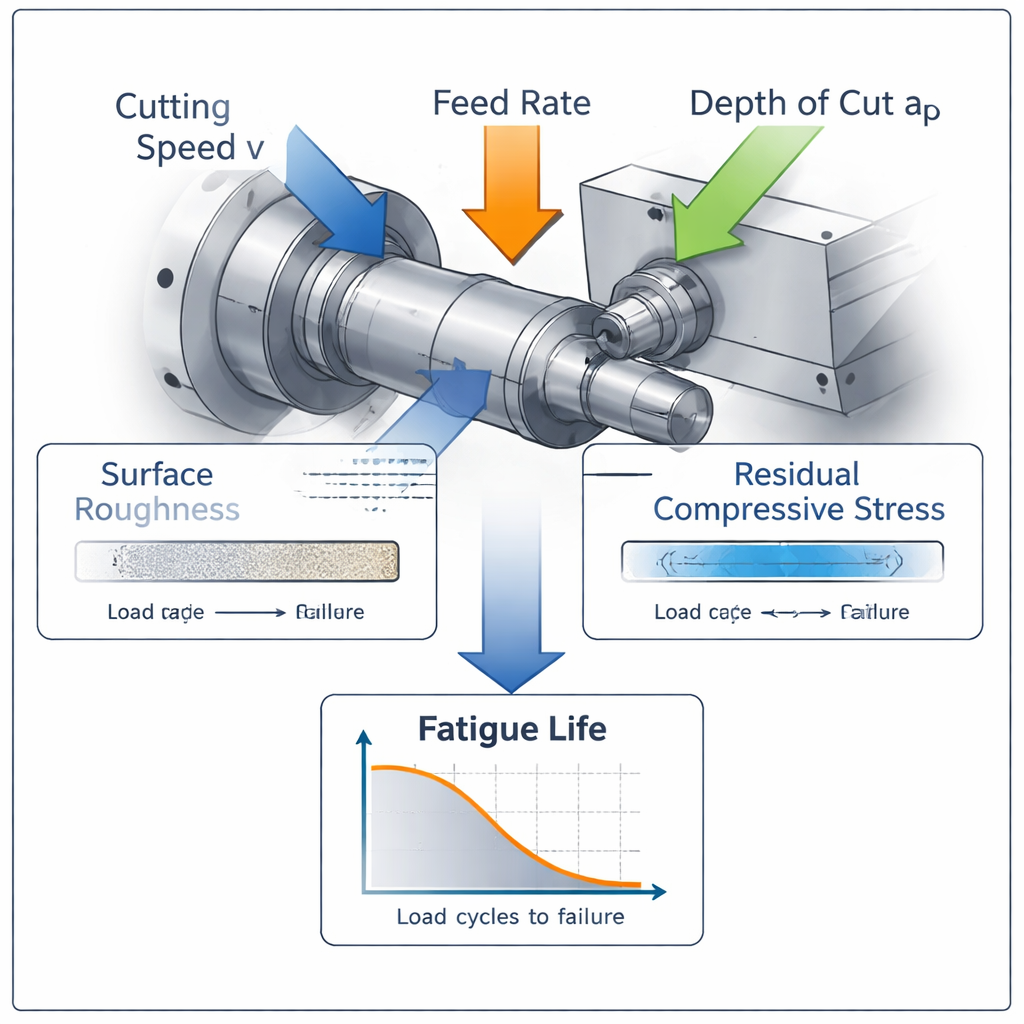
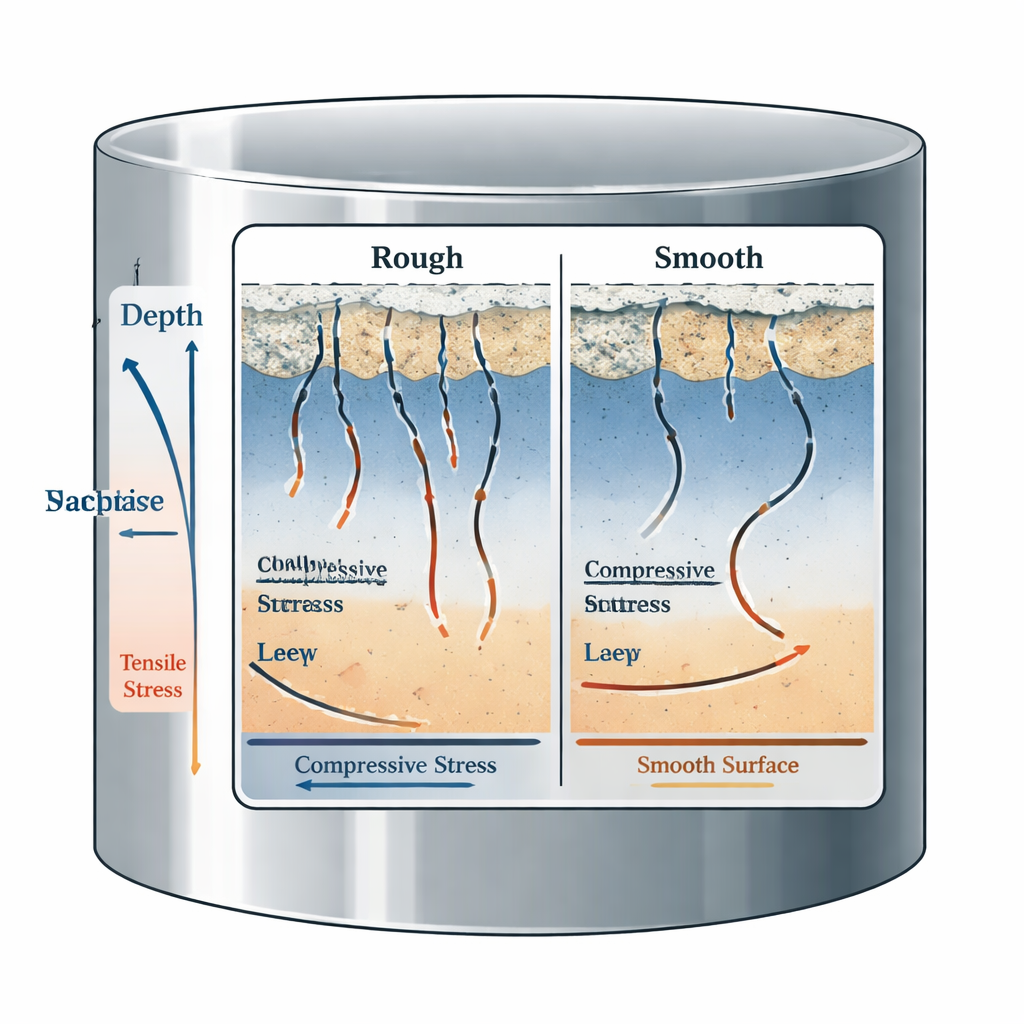
Antes que um eixo de aço entre em serviço, ele é torneado até a forma final. Nessa etapa, os fabricantes escolhem três configurações-chave: quão rápido a ferramenta se desloca ao longo da peça (avanço), quão rápido a peça gira (velocidade de corte) e quão profunda é a passagem da ferramenta (profundidade de corte). Essas decisões não afetam apenas a velocidade do processo. Elas também controlam o acabamento superficial e as tensões internas aprisionadas na camada superficial da peça — características coletivamente chamadas de “integridade da superfície”. Superfícies mais ásperas atuam como pequenos entalhes onde trincas podem se iniciar, enquanto tensões compressivas próximas à superfície agem como grampos invisíveis que retardam o crescimento dessas trincas.
Testando aços sob flexão realista
Os pesquisadores usaram aço 42CrMo revenido e temperado, escolha comum para componentes exigentes, e usinaram corpos de prova em um torno CNC sob condições de corte “úmido” (lubrificado). Variaram velocidade de corte, avanço e profundidade de corte, um de cada vez, e então mediram dois resultados cruciais: rugosidade da superfície e tensão compressiva residual na camada externa, usando um rugosímetro e métodos por raios X. Em seguida, escolheram quatro conjuntos representativos de condições de corte e fabricaram amostras em forma de ampulheta, que foram então flexionadas repetidamente em altas tensões até falhar, permitindo à equipe relacionar diretamente as condições de usinagem com a vida à fadiga: quantos ciclos cada peça suportava.
O que faz uma peça durar mais
Os experimentos mostraram que o avanço tem forte efeito na rugosidade: avanços maiores produzem marcas de ferramenta mais pronunciadas e acabamento mais áspero. A velocidade de corte, por sua vez, mostrou-se especialmente importante tanto para a rugosidade quanto para o padrão de tensões residuais. Dentro de uma faixa moderada, velocidades de corte maiores, combinadas com refrigeração, reduziram vibrações e impediram a formação de material acumulado na aresta de corte, levando a uma superfície mais lisa e a tensões compressivas mais intensas em uma camada mais profunda sob ela. A profundidade de corte teve influência menor e mais sutil. Quando a equipe comparou os quatro ajustes de corte selecionados, a combinação de velocidade de corte relativamente alta e avanço baixo produziu peças com um perfil muito favorável: baixa rugosidade, tensão compressiva superficial muito alta e uma camada protetora profunda. Essas peças suportaram até cerca de 95.000 ciclos de flexão — significativamente mais do que peças com superfícies mais ásperas ou tensões compressivas mais fracas.
Ponderando os dois grandes fatores: rugosidade e tensão
Para transformar essas observações em uma ferramenta prática de projeto, os autores construíram uma pontuação combinada que mistura rugosidade da superfície e tensão compressiva residual em um único “valor padrão ponderado”. Eles escalaram ambas as medições para uma faixa comum de 0–1 e deram 35% de peso à rugosidade da superfície e 65% à tensão compressiva residual, espelhando sua importância presumida para a vida à fadiga. Essa pontuação acompanhou muito de perto quanto tempo as amostras realmente sobreviveram nos testes de fadiga: amostras com o maior valor ponderado mostraram consistentemente as maiores vidas, e as com o menor valor falharam mais rápido. Imagens microscópicas das fraturas confirmaram isso, mostrando que tensões compressivas fortes e um gradiente de tensão profundo retardavam o crescimento de trincas mesmo quando a superfície não era perfeitamente lisa, enquanto boa rugosidade sozinha não compensava tensões compressivas fracas.
O que isso significa para máquinas reais
Para não especialistas, a mensagem é direta: como você corta o aço pode ser tão importante quanto qual aço você escolhe. Optando por parâmetros de usinagem que gerem uma superfície razoavelmente lisa e, ao mesmo tempo, uma camada compressiva forte e profunda, os fabricantes podem atrasar significativamente as pequenas trincas que eventualmente levam à falha. O método de pontuação ponderada do estudo oferece aos engenheiros uma forma simples de equilibrar esses dois efeitos ao ajustar velocidade de corte, avanço e profundidade de corte. Na prática, isso significa parafusos, eixos e engrenagens mais seguros e duradouros — sem mudar o material, apenas usinando-o de maneira mais inteligente.
Citação: Tang, K., Zhu, J., Yin, B. et al. Effect of cutting process parameters on fatigue properties of quenched and tempered 42CrMo steel. Sci Rep 16, 6962 (2026). https://doi.org/10.1038/s41598-026-38185-4
Palavras-chave: fadiga de metal, usinagem, rugosidade da superfície, tensão residual, aço de alta resistência