Clear Sky Science · pt
Aplicação de um método IEW-CRITIC-CoCoSo baseado em T-esférico fuzzy de valores intervalares para otimizar parâmetros de processo de compósitos de polipropileno reciclado impressos em 3D
De Resíduos da Pandemia a Peças Úteis
Bilhões de máscaras descartáveis e outros têxteis à base de polipropileno acumularam-se como resíduo desde a pandemia de COVID-19. Este estudo explora como esse lixo pode ser transformado em peças impressas em 3D fortes e confiáveis, e como ajustar uma impressora para que o plástico reciclado se iguale ao material virgem. Usando um novo tipo de matemática para tomada de decisão, os autores mostram como extrair o melhor desempenho mecânico possível de polipropileno reciclado reforçado com fibra de vidro, ajudando a fechar o ciclo dos plásticos sem comprometer a praticidade da impressão 3D para uso na engenharia.
Por Que o Plástico Reciclado Precisa de Impressão Inteligente
O polipropileno reciclado proveniente de tecidos meltblown descartados, como camadas de máscaras, é atraente por ser barato, leve e já amplamente disponível. Mas, quando usado em impressoras 3D padrão por deposição fundida (FDM), sofre de fraca adesão entre camadas e geometria instável. A adição de fibras curtas de vidro melhora resistência e rigidez, criando um compósito denominado GF/RPP. Ainda assim, a qualidade final depende fortemente de como a impressora é configurada: temperatura do bico, espessura da camada, quão preenchida a peça fica por dentro (densidade de preenchimento) e as direções das linhas impressas atuam de maneiras diferentes sobre força, rigidez e alongamento. Encontrar um conjunto de parâmetros que equilibre essas três propriedades simultaneamente não é nada óbvio.
Desenhando o Material e os Testes
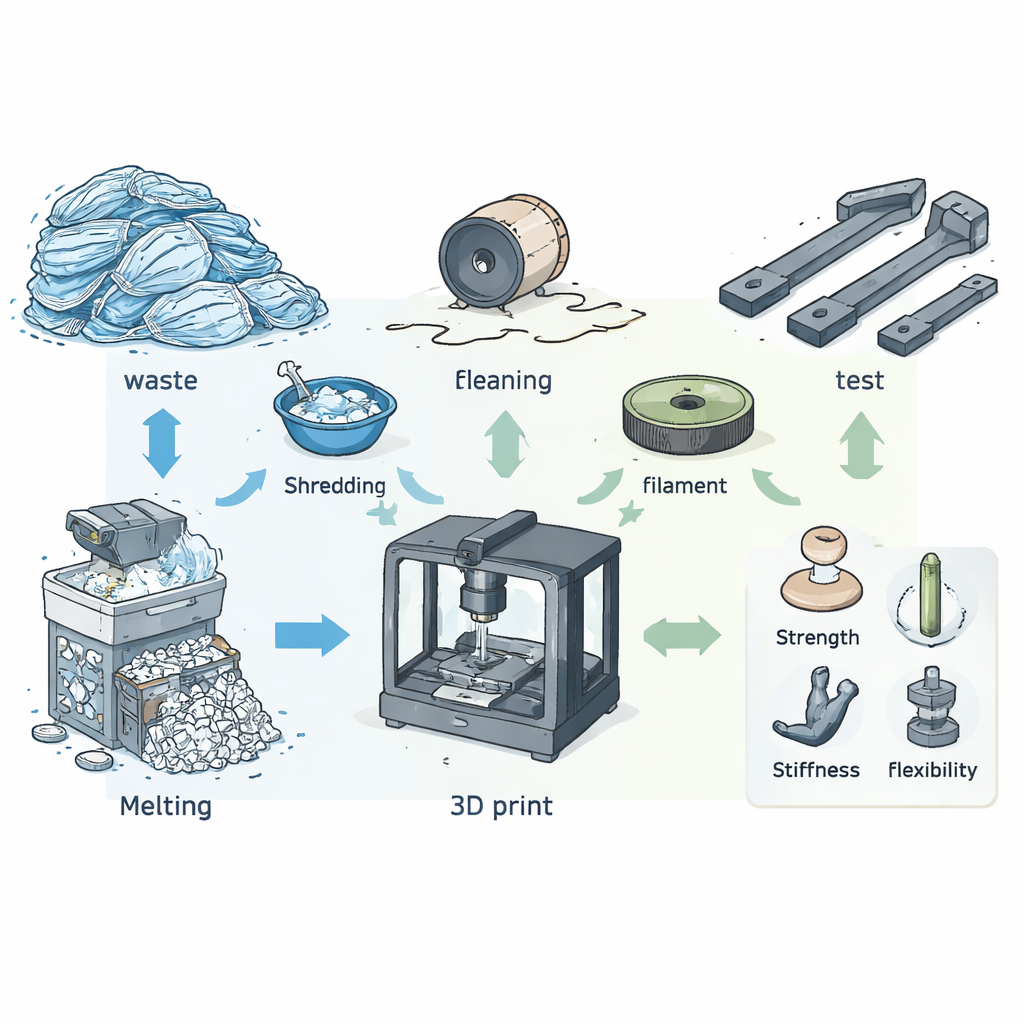
Os pesquisadores começaram transformando o polipropileno meltblown residual em pellets e, em seguida, em filamento carregado com 30% de fibra de vidro em massa. Eles confirmaram que esse compósito funde e flui bem abaixo de sua temperatura de degradação, tornando-o adequado para impressão 3D por extrusão. Usando uma impressora FDM comercial, imprimiram corpos de prova padrão em forma de “dog-bone” sob nove combinações diferentes de temperatura (220, 240, 260 °C), espessura de camada (0,1, 0,2, 0,3 mm) e densidade de preenchimento (60, 80, 100%), e repetiram esse conjunto em três ângulos de raster (0°, 45°, 90°). Cada amostra foi submetida a tração para medir resistência à tração, rigidez (módulo de tração) e alongamento na ruptura, capturando quão fortes, rígidas e dúcteis as peças eram.
Nova Matemática para Balancear Objetivos Conflitantes
Como algumas configurações que aumentam a resistência podem reduzir a ductilidade, a equipe usou uma estrutura de decisão multiatributo (MADM) para ponderar e combinar todos os resultados. Trabalharam em um cenário “fuzzy”, onde cada medição é tratada não como um valor único e preciso, mas como um intervalo com graus de crença, hesitação e descrença — refletindo melhor experimentos ruidosos. O operador fuzzy T-esférico de valores intervalares permite fundir dados de diferentes ângulos de raster e propriedades mecânicas enquanto reduz a influência de outliers estranhos. Para decidir quão importante cada propriedade deveria ser, combinaram julgamento de especialistas com uma medida objetiva de quanto cada propriedade varia e entra em conflito com as outras. Finalmente, utilizaram um procedimento de ranqueamento chamado CoCoSo para pontuar e ordenar os nove conjuntos de parâmetros, buscando o melhor comportamento mecânico global em vez do maior valor isolado.
Como São as Configurações Ótimas de Impressão
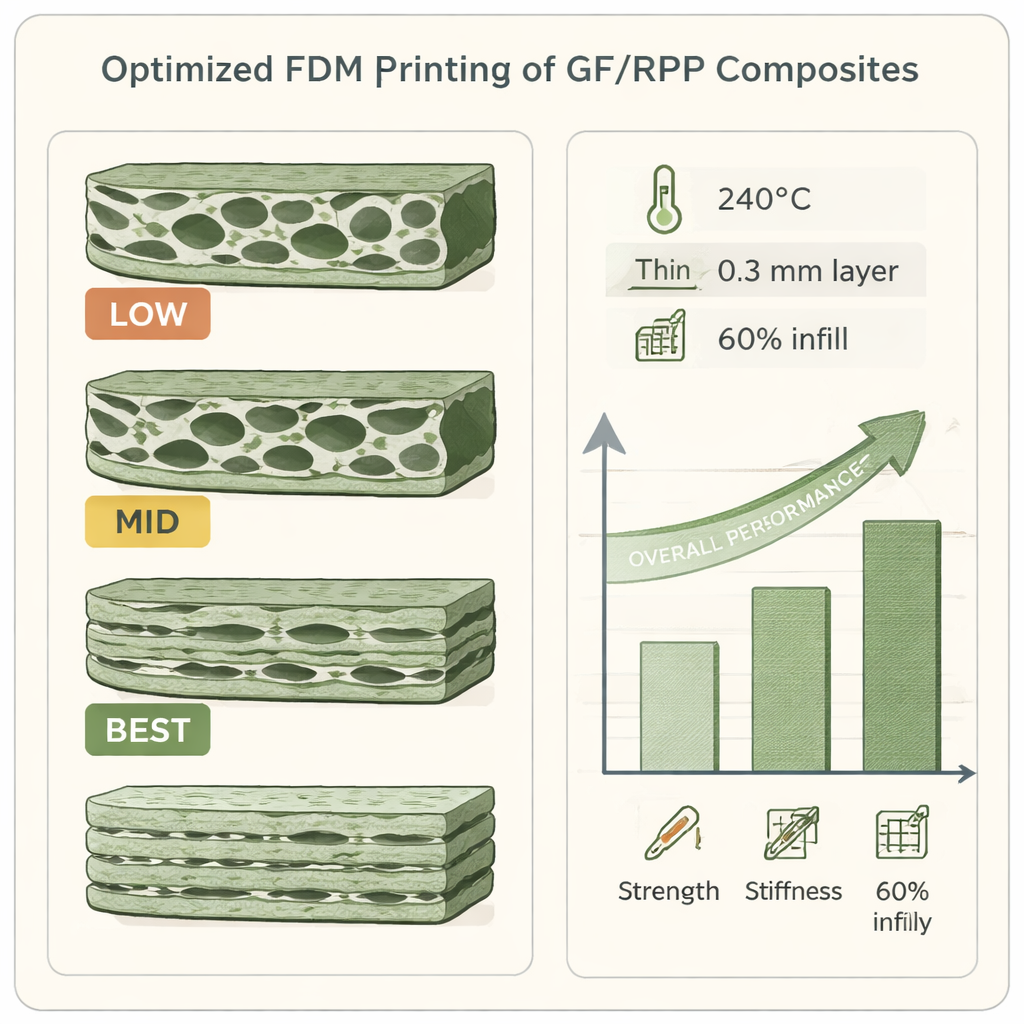
A análise combinada apontou claramente para uma receita vencedora: temperatura de impressão de 240 °C, espessura de camada de 0,3 mm e densidade de preenchimento de 60%. Essa combinação, chamada de esquema M6, proporcionou cerca de 10,7% de desempenho mecânico geral superior em relação às outras configurações testadas. A 240 °C, o material funde o suficiente para unir bem as camadas sem queimar; camadas mais espessas aumentam a área de contato entre elas e reduzem vazios internos; e uma densidade de preenchimento moderada oferece bom suporte sem introduzir tensões internas excessivas. Microscopia de amostras fraturadas corroborou os números: peças otimizadas mostraram camadas densas e bem fundidas e fibras de vidro bem ancoradas no plástico, enquanto configurações piores exibiram lacunas, fibras arrancadas e grandes vazios que enfraquecem a peça.
O Que Isso Significa para uma Impressão 3D Mais Verde
Em termos simples, o estudo mostra que, com as configurações corretas, material de máscara reciclado reforçado com fibra de vidro pode se tornar uma matéria-prima confiável para impressão 3D de peças estruturais. Em vez de otimizar uma propriedade por vez, a estrutura fuzzy dos autores ajuda fabricantes a ajustar impressoras para uma combinação equilibrada de resistência, rigidez e flexibilidade sob incerteza. Além deste compósito específico, o mesmo conjunto de ferramentas matemáticas pode orientar a seleção de parâmetros para outros plásticos reciclados e materiais avançados, facilitando o projeto de produtos impressos em 3D mais sustentáveis e de alto desempenho.
Citação: Zhao, S., Du, Y., Hao, Y. et al. Application of an IEW-CRITIC-CoCoSo method based on interval-valued T-spherical fuzzy for optimizing process parameters of 3D printed recycled polypropylene composites. Sci Rep 16, 6971 (2026). https://doi.org/10.1038/s41598-026-37726-1
Palavras-chave: impressão 3D, polipropileno reciclado, compósitos com fibra de vidro, otimização de processo, tomada de decisão fuzzy