Clear Sky Science · pt
Avaliação integrada do desgaste da ferramenta, morfologia de cavacos, integridade da superfície e consumo de energia na fresagem sustentável do Inconel 718
Por que o resfriamento importa ao cortar metais difíceis
De motores a jato a usinas de energia, muitas peças críticas são usinadas em um metal extremamente resistente chamado Inconel 718. Sua resistência em temperaturas muito elevadas o torna ideal para ambientes severos, mas também o torna notoriamente difícil e caro de usinar. Este estudo coloca uma questão prática para a indústria e o meio ambiente: é possível cortar esse metal difícil de forma a consumir menos energia, desgastar menos ferramentas e ainda obter uma superfície lisa e confiável — reduzindo ao mesmo tempo a quantidade de fluido de corte que pode prejudicar trabalhadores e o planeta?

Um metal teimoso usado em locais extremos
O Inconel 718 é uma superliga à base de níquel que mantém sua resistência desde temperaturas muito baixas até quase 1000 °C. Isso o torna perfeito para motores aeronáuticos, tubulações de alta pressão e aplicações de defesa, onde a falha não é uma opção. Mas suas próprias vantagens causam problemas na oficina. Durante a usinagem, a ferramenta de corte enfrenta forças e calor enormes que podem superar 1100 °C. O metal não conduz bem o calor e tende a aderir à ferramenta, fazendo com que as ferramentas se desgastem rapidamente, as superfícies fiquem ásperas e os custos de produção aumentem. Ao mesmo tempo, os fluídos de corte líquidos tradicionais usados para controlar esse calor podem gerar preocupações de saúde e ambientais quando empregados em grandes volumes.
Quatro maneiras de resfriar e lubrificar o corte
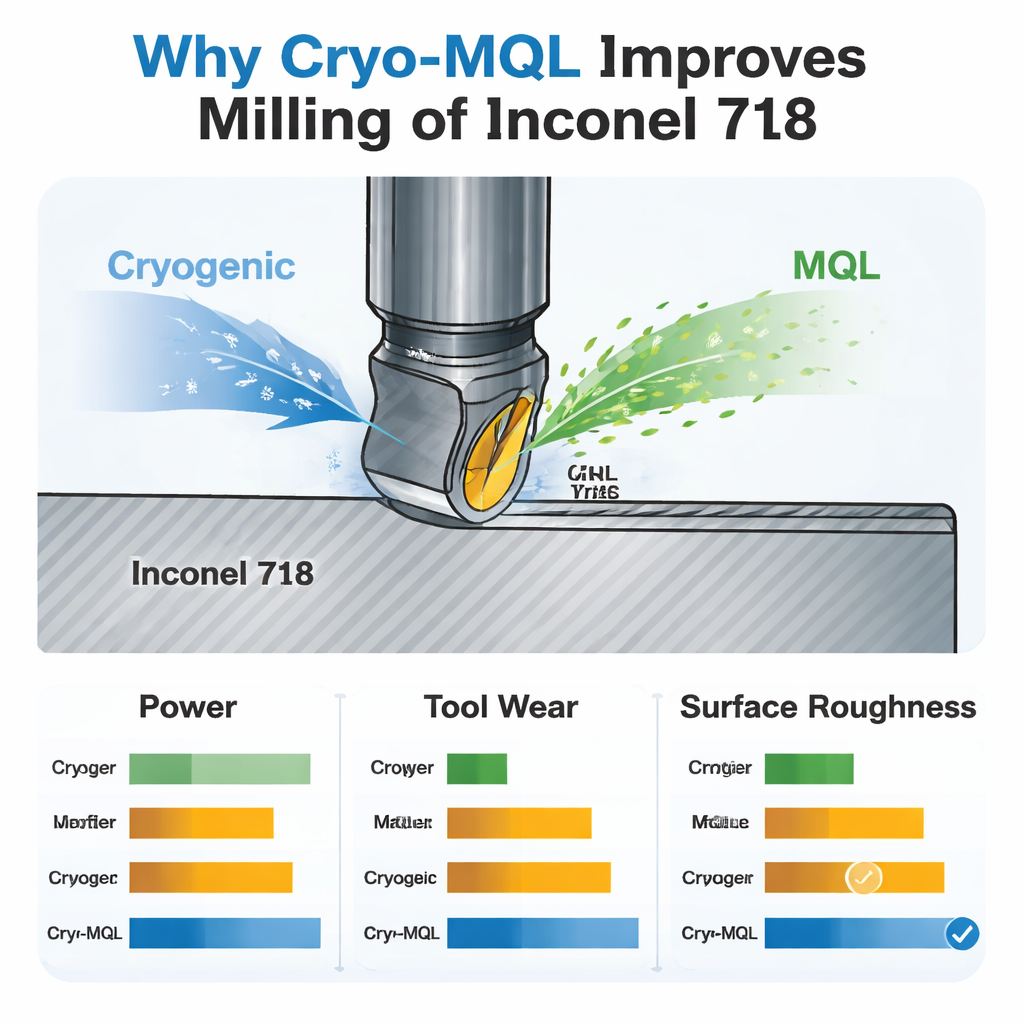
Os pesquisadores compararam quatro formas diferentes de resfriar e lubrificar a zona de corte durante a fresagem do Inconel 718 em uma máquina CNC. No corte a seco, nenhum fluido é utilizado. A Lubrificação por Quantidade Mínima (MQL) pulveriza apenas uma névoa fina de óleo, usando muito menos fluido do que o inundamento convencional. O resfriamento criogênico entrega um gás ou líquido muito frio, como nitrogênio líquido, para refrigerar a zona de corte. Finalmente, uma abordagem híbrida chamada Cryo-MQL combina tanto o jato frio quanto a névoa de óleo. Com essas quatro técnicas, a equipe realizou testes em três velocidades de corte mantendo constante a taxa de avanço e a profundidade de corte. Eles mediram quanta energia elétrica a máquina consumia, a rapidez do desgaste das ferramentas, a suavidade das superfícies acabadas e como os pequenos cavacos enrolados de metal mudavam de forma.
Consumo de energia, suavidade da superfície e vida útil da ferramenta
Os resultados mostram que a escolha do método de resfriamento afeta fortemente o comportamento da usinagem. O corte a seco sempre consumiu mais energia e produziu o desgaste de ferramenta mais severo, incluindo lascamento da aresta de corte e danos profundos na face da ferramenta. A MQL reduziu o atrito e ajudou as ferramentas a durar mais que no corte a seco, mas sua capacidade de resfriamento limitada tornou-se uma desvantagem em velocidades mais altas. O resfriamento puramente criogênico protegeu bem a suavidade da superfície em baixas velocidades e reduziu as temperaturas da ferramenta em altas velocidades, mas também pôde causar choques térmicos súbitos que deixavam pequenas crateras na ferramenta. A abordagem híbrida Cryo-MQL ofereceu consistentemente o melhor equilíbrio: em baixas velocidades reduziu o consumo de energia em cerca de 10% em comparação com o corte a seco, e em todas as velocidades manteve o desgaste da ferramenta nos níveis mais baixos ao resfriar a ferramenta e proporcionar um filme lubrificante estável entre ferramenta e cavaco.
O que os pequenos cavacos de metal revelam
O estudo também examinou a forma e a fragmentação dos cavacos de metal, que atuam como impressões digitais do que ocorre na zona de corte. À medida que a velocidade de corte aumentou, os cavacos tendiam a formar padrões em dente de serra, sinal de que o material se deforma em pulsos ao longo de zonas estreitas de cisalhamento e calor intensos. Em condições a seco e com MQL simples, esses cavacos frequentemente tornavam-se altamente serrilhados e irregulares, indicando corte instável e altas cargas térmicas. O resfriamento criogênico tornou os dentes da serra mais acentuados à medida que o metal ficava mais frágil no frio. Sob Cryo-MQL, no entanto, os cavacos geralmente ficaram mais regulares e mais fáceis de controlar, indicando um equilíbrio mais estável entre temperatura, atrito e maciez do material. Esse comportamento dos cavacos ecoou as medições de desgaste da ferramenta e consumo de energia, reforçando a conclusão de que o método híbrido domina o processo de corte.
O que isso significa para uma usinagem mais limpa e mais barata
Para fábricas que precisam usinar Inconel 718, essas descobertas sugerem um caminho prático a seguir. Operar ferramentas sob condições híbridas Cryo-MQL pode reduzir a demanda de energia, prolongar a vida útil das ferramentas e manter boa qualidade de superfície, tudo isso usando apenas uma pequena quantidade de lubrificante. Isso significa menos trocas de ferramenta, menos sucata e menor dependência de grandes volumes de fluidos de corte convencionais. Em termos simples, combinar resfriamento muito frio com uma névoa fina de óleo permite que os fabricantes cortem esse metal teimoso de forma mais suave e eficiente, apoiando tanto a economia de custos quanto uma produção mais limpa e sustentável.
Citação: Yurtkuran, H. Integrated assessment of tool wear, chip morphology, surface ıntegrity and energy consumption in sustainable milling of Inconel 718. Sci Rep 16, 6967 (2026). https://doi.org/10.1038/s41598-026-37624-6
Palavras-chave: usinagem de Inconel 718, resfriamento criogênico, lubrificação por quantidade mínima, desgaste da ferramenta, fabricação sustentável