Clear Sky Science · pt
Controle proporcional de duplo laço para brasagem por indução de alta precisão em guiadores de onda de parede fina em alumínio
Protegendo as Linhas Vitais dos Satélites
Satélites de comunicações modernos dependem de tubos metálicos ocos chamados guiadores de onda para transportar sinais de rádio entre antenas e eletrônica. Essas peças devem suportar anos de vibrações no lançamento, frio extremo e exposição solar intensa sem vazar energia ou trincar. Este artigo explora uma maneira mais inteligente de “soldar” guiadores de onda leves em alumínio usando brasagem por indução, de modo que cada junta seja forte, uniforme e produzida com o mínimo de tentativa e erro humano.
Das Chamas às Aquecedoras Inteligentes
A brasagem tradicional costuma usar tochas ou fornos que aquecem áreas grandes e podem deformar peças delicadas. A brasagem por indução, por outro lado, utiliza uma bobina de cobre ajustada de perto para criar um campo eletromagnético concentrado que aquece apenas a região da junta. Os autores concentram-se em guiadores de onda de parede fina em alumínio usados em hardware espacial, onde até pequenos erros de temperatura podem causar empenamento ou preenchimento incompleto do ligante. Como termômetros de contato perturbariam a superfície e falhariam no forte campo eletromagnético, o sistema depende de sensores infravermelhos sem contato e de modelos matemáticos para acompanhar a temperatura durante o processo.
Um Laço de Realimentação Inteligente para Aquecimento
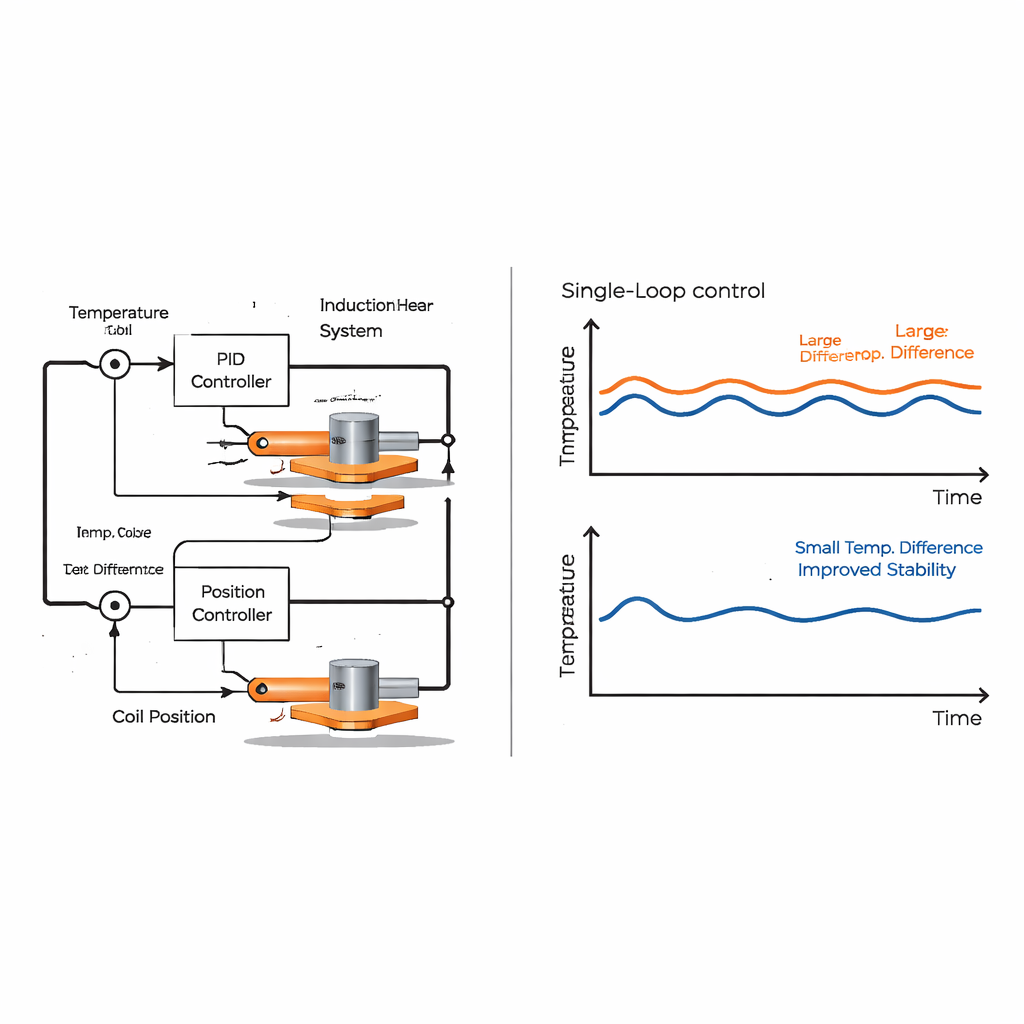
A primeira estratégia de controle desenvolvida pela equipe foi um único laço de realimentação que observa não a própria temperatura, mas a rapidez com que a junta está se aquecendo. Um sensor sem contato mede a temperatura na junta, e um controlador simples ajusta a potência enviada à bobina de indução para que a taxa de aquecimento siga uma rampa programada e depois mantenha-se na temperatura de fusão do ligante. Em testes de laboratório em vários formatos de guiadores de onda, esse sistema de laço único conseguiu manter o erro médio de temperatura em cerca de 3–4 graus Celsius e limitar o overshoot, desde que um técnico ajustasse cuidadosamente a distância entre a bobina e as peças previamente. Quando esse ajuste era bem feito, quase todas as juntas passaram na inspeção metalográfica.
Adicionando um Segundo Laço para Equilíbrio
No entanto, os pesquisadores descobriram que, mesmo com ajuste cuidadoso, o tubo e a flange a serem unidos ainda podiam diferir em temperatura por mais de 15 graus se a folga para a bobina mudasse ou a espessura das peças variasse entre lotes. Para resolver isso, introduziram um segundo laço de realimentação. Agora, um sensor infravermelho monitora a flange enquanto outro observa o tubo. O primeiro laço continua a controlar a potência com base no perfil de aquecimento, mas o segundo laço move lentamente a peça em relação à bobina sempre que detecta que um lado está mais quente que o outro. Ao aproximar ou afastar a junta da bobina, o sistema equilibra ativamente as temperaturas na zona de brasagem durante o pré-aquecimento, a rampa e o estágio final de imersão térmica.
De Protótipo de Laboratório à Linha de Produção
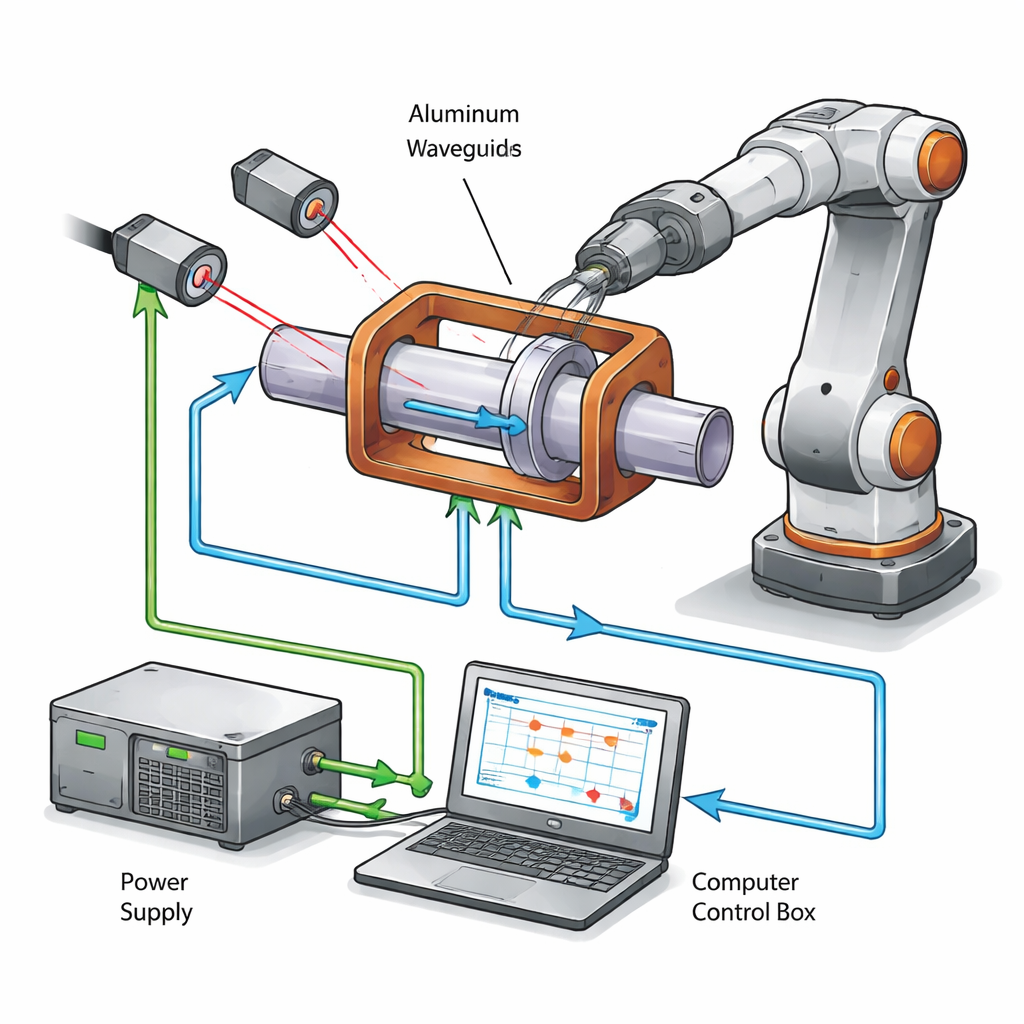
Para levar essa ideia de duplo laço à prática, os autores construíram uma célula de brasagem totalmente automatizada. Ela inclui um gerador de alta frequência, bobinas refrigeradas a água, um manipulador de seis eixos, um telémetro a laser para medir distância, sensores infravermelhos duplos e câmeras industriais para monitorar o alinhamento. Todos esses dispositivos são coordenados por software modular em C++ rodando em um PC industrial. O programa coleta dados de temperatura, posição, potência e vídeo 20 vezes por segundo, registra tudo em um banco de dados SQL e usa métricas de qualidade, como desvio na taxa de rampa e dispersão de temperatura, para avaliar cada ciclo de brasagem em tempo real. Em testes extensivos com 120 conjuntos de vários tamanhos, o sistema de duplo laço reduziu o erro médio de temperatura para pouco mais de 2 graus, cortou pela metade a diferença máxima de temperatura entre tubo e flange para cerca de 8 graus e elevou o rendimento de juntas aceitáveis para 97% — mesmo quando os operadores foram menos precisos na configuração inicial.
O Que Isso Significa para o Hardware Espacial Futuro
Para não especialistas, a mensagem principal é que os autores transformaram um processo de aquecimento antes artesanal e dependente do operador em algo mais previsível e autocorretivo. Medindo não apenas quão quente está a junta, mas também quão uniformemente esse calor é distribuído, o controlador de duplo laço pode ajustar automaticamente tanto a potência quanto a posição para obter juntas brasadas mais limpas e confiáveis, com menos defeitos. Essa abordagem reduz retrabalho e desperdício e aponta para sistemas ainda mais inteligentes que, um dia, poderão usar algoritmos preditivos ou métodos de aprendizado para afinar o aquecimento para novos materiais e geometrias. Em termos práticos, esses avanços ajudam a garantir que a “canalização” que transporta sinais dentro dos satélites permaneça robusta ao longo de missões longas, suportando comunicações mais confiáveis de volta à Terra.
Citação: Tynchenko, V., Martysyuk, D., Kurashkin, S. et al. Dual-loop proportional control for high-precision induction brazing of thin-walled aluminum waveguides. Sci Rep 16, 7440 (2026). https://doi.org/10.1038/s41598-026-37593-w
Palavras-chave: brasagem por indução, guiadores de onda em alumínio, controle por realimentação, fabricação robótica, hardware de satélite