Clear Sky Science · pt
Otimização de parâmetros de friction stir welding para as ligas de alumínio diferentes AA2014 e AA5052
Metais leves e mais resistentes para carros e aviões
De carros elétricos a aviões e navios, os fabricantes querem peças metálicas que sejam ao mesmo tempo leves e resistentes. O alumínio atende bem a essa necessidade, mas unir diferentes graus de alumínio sem enfraquecê‑los é surpreendentemente difícil. Este estudo mostra como engenheiros podem ajustar finamente um processo em estado sólido chamado friction stir welding para que duas ligas de alumínio muito diferentes, AA2014 e AA5052, formem uma junta forte e confiável adequada para estruturas exigentes.
Como uma ferramenta giratória une o metal sem fundi‑lo
O friction stir welding funciona mais como sovar do que como o processo tradicional de fusão. Uma ferramenta dura e rotativa é pressionada na emenda entre duas chapas metálicas e movida ao longo da junta. O atrito amolece, mas não funde, o metal para que ele possa ser mexido e forjado em conjunto formando uma ligação sólida. Isso evita muitos dos problemas da soldagem convencional, como poros, trincas e distorção. Neste estudo, os autores concentraram‑se em quatro ajustes chave: a velocidade de rotação da ferramenta, a forma de seu pino (triangular, circular ou quadrado), a força de pressão axial e a velocidade de avanço ao longo da junta. Queriam ver como esses parâmetros afetam a resistência final, a ductilidade e a dureza da solda entre uma liga de alta resistência e endurecível por tratamento térmico (AA2014) e uma liga mais resistente à corrosão (AA5052).
Usando estatística inteligente para encontrar os melhores parâmetros
Testar todas as combinações possíveis de configurações de soldagem seria lento e caro. Em vez disso, a equipe usou uma estratégia estatística chamada metodologia de superfície de resposta combinada com um delineamento Box–Behnken. Isso os orientou para 29 experimentos cuidadosamente escolhidos que mapearam de forma eficiente como os quatro parâmetros do processo influenciam quatro respostas importantes: resistência máxima à tração (a carga que a junta suporta antes de romper), limite de escoamento (quando começa a deformar permanentemente), alongamento (quanto pode se esticar) e microdureza (resistência à indentação). Em seguida, utilizaram uma função de “desejabilidade” para buscar um conjunto de parâmetros de compromisso que mantenha resistência e dureza elevadas sem sacrificar demasiadamente a ductilidade.
Como é a solda otimizada por dentro
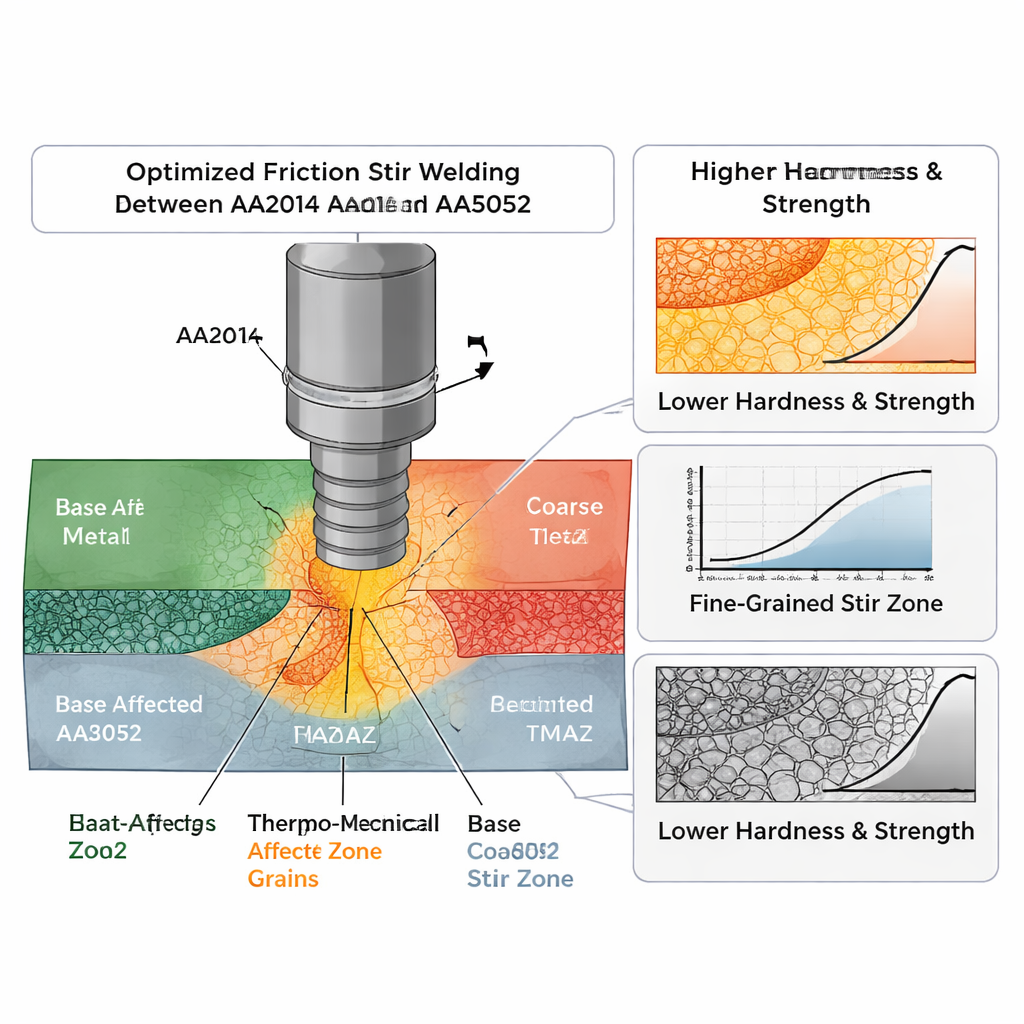
O melhor compromisso encontrado utilizou uma velocidade de rotação moderadamente alta da ferramenta (cerca de 1880 rotações por minuto), um pino de forma quadrada, uma carga axial relativamente alta de 10 kN e uma velocidade de soldagem médio‑alta de cerca de 17,6 mm por minuto. Nessas condições, a junta alcançou aproximadamente 258 MPa de resistência à tração e 197 MPa de limite de escoamento, com dureza pouco acima de 100 na escala Vickers e alongamento em torno de 4,4%. Estudos cuidadosos ao microscópio revelaram o porquê: na zona central de mistura os grãos de alumínio são muito finos e quase equiaxiais, e pequenas partículas de endurecimento estão distribuídas de forma homogênea. Essa estrutura fina e uniforme é característica de recristalização dinâmica completa — o metal foi efetivamente remodelado em nível microscópico durante a agitação.
O que acontece quando os parâmetros estão errados
Para mostrar o lado negativo de ajustes inadequados, os pesquisadores compararam uma solda subotimizada feita com menor velocidade da ferramenta, pino circular e pressão axial mais baixa. Essa junta apresentou grãos mais grosseiros, aglomerações de partículas duras e até vazios em forma de túnel onde o material não preencheu atrás da ferramenta. Não surpreende que sua resistência e dureza fossem menores, e as superfícies de fratura nos ensaios de tração exibiram cavidades maiores e irregulares e sinais de falha precoce. Em contraste, a junta otimizada fraturou com muitas cavidades pequenas e uniformes — evidência de uma fratura mais dúctil e de absorção de energia ligada diretamente à sua microestrutura refinada e livre de defeitos e ao perfil de dureza mais favorável através da solda.
Por que isso importa para estruturas do mundo real
Para projetistas de automóveis, aeronaves e embarcações, a mensagem é clara: o friction stir welding pode unir com confiabilidade ligas de alumínio diferentes, mas somente se o processo for ajustado com cuidado. Ao combinar experimentos planejados com modelagem estatística, este estudo identifica uma receita específica de velocidade da ferramenta, forma, pressão e velocidade de avanço que produz uma junta forte, dura e ainda razoavelmente dúctil entre AA2014 e AA5052. A solda otimizada evita defeitos internos e alcança um conjunto equilibrado de propriedades sem qualquer tratamento térmico pós‑soldagem, oferecendo uma rota prática para estruturas mais leves e eficientes que aproveitam melhor projetos com ligas mistas.
Citação: Soundararjan, S., Jeevakarunya, C., Raj Kumar, P. et al. Friction stir welding parameter optimization for dissimilar AA2014 and AA5052 aluminium alloys. Sci Rep 16, 7138 (2026). https://doi.org/10.1038/s41598-026-37562-3
Palavras-chave: friction stir welding, ligas de alumínio, otimização de soldagem, estruturas leves, microestrutura