Clear Sky Science · pt
Análise comparativa de eletrodos de cobre e grafite em EDM de compósitos de matriz metálica Al–SiC
Por que isso importa para máquinas de alta tecnologia
De turbinas eólicas a espaçonaves, muitas máquinas modernas dependem de peças metálicas leves que precisam resistir a calor e esforço intensos. Compósitos de matriz metálica alumínio–carbeto de silício (Al–SiC) atendem a essas exigências, mas são notoriamente difíceis de usinar com ferramentas de corte tradicionais. Este artigo explora como um processo avançado baseado em faíscas, chamado usinagem por descarga elétrica (EDM), pode conformar esses compósitos resistentes de maneira mais eficiente, e coloca uma questão prática: cobre ou grafite — qual é o melhor material de ferramenta para a tarefa?
Conformando metais com faíscas em vez de lâminas
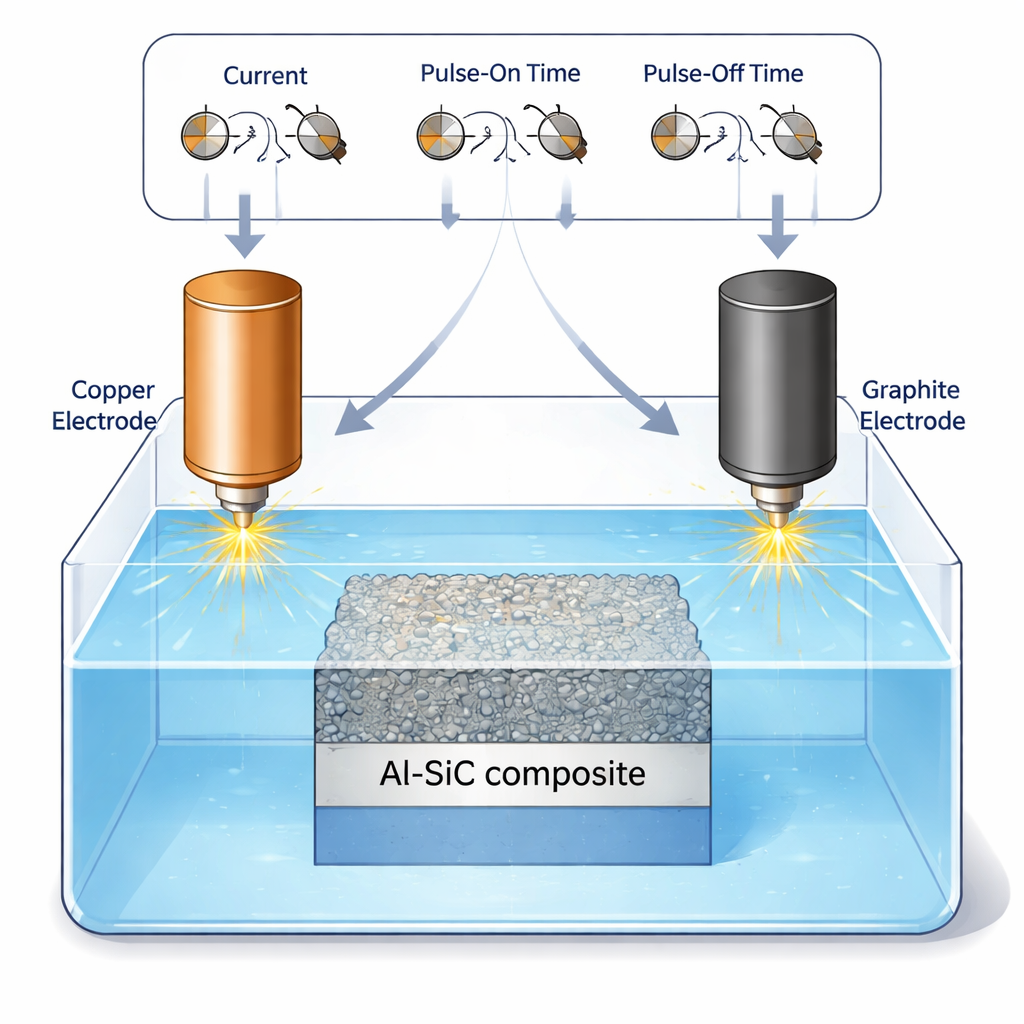
A EDM funciona de modo bem diferente da fresagem ou da perfuração. Em uma máquina de eletroerosão por inversão (die-sink EDM), um eletrodo ferramenta sólido e a peça de trabalho ficam submersos em um banho de fluido isolante, tipicamente querosene. Quando uma tensão controlada é aplicada e a folga entre eletrodo e peça é muito pequena, uma série de pequenas faíscas elétricas salta através da folga. Cada faísca aquece localmente o metal a vários milhares de graus Celsius, fundindo e vaporizando minúsculos fragmentos de material. Ao varrer e pulsar essas faíscas, os fabricantes podem esculpir cavidades precisas em materiais que desgastariam rapidamente ferramentas convencionais.
Por que os compósitos Al–SiC são úteis e problemáticos
Os compósitos Al–SiC combinam uma liga de alumínio conhecida com partículas duras de carbeto de silício. O alumínio mantém o material leve, resistente à corrosão e relativamente fácil de fundir, enquanto as partículas cerâmicas aumentam muito a dureza, a resistência ao desgaste e a resistência mecânica. Essas propriedades tornam o Al–SiC atraente para peças móveis em sistemas de alta velocidade, como componentes aeroespaciais, carros de alto desempenho e veículos aéreos não tripulados. O lado negativo é que as mesmas partículas abrasivas que endurecem o compósito também destroem ferramentas de corte, elevando custos e limitando as formas que podem ser produzidas. A EDM contorna esse problema porque as faíscas removem material sem que a ferramenta chegue a friccionar fisicamente a superfície.
Colocando ferramentas de cobre e grafite à prova
Os pesquisadores compararam dois materiais comuns para ferramentas de EDM: cobre de elevada condutividade e grafite tolerante ao calor. Usando um conjunto de experimentos planejados estatisticamente (um delineamento Box–Behnken), variaram três configurações principais da máquina — corrente elétrica, o tempo de cada pulso de faísca (pulse-on) e a pausa entre pulsos (pulse-off). Para cada combinação, mediram quão rapidamente o material era removido da peça Al–SiC (taxa de remoção de material, ou MRR) e quão rápido a própria ferramenta se desgastava (taxa de desgaste da ferramenta, ou TWR). Em seguida, utilizaram métodos estatísticos padrão para separar tendências reais de ruído aleatório e para construir equações matemáticas que ligam as configurações aos resultados da usinagem.
O que as faíscas revelaram sobre o desempenho
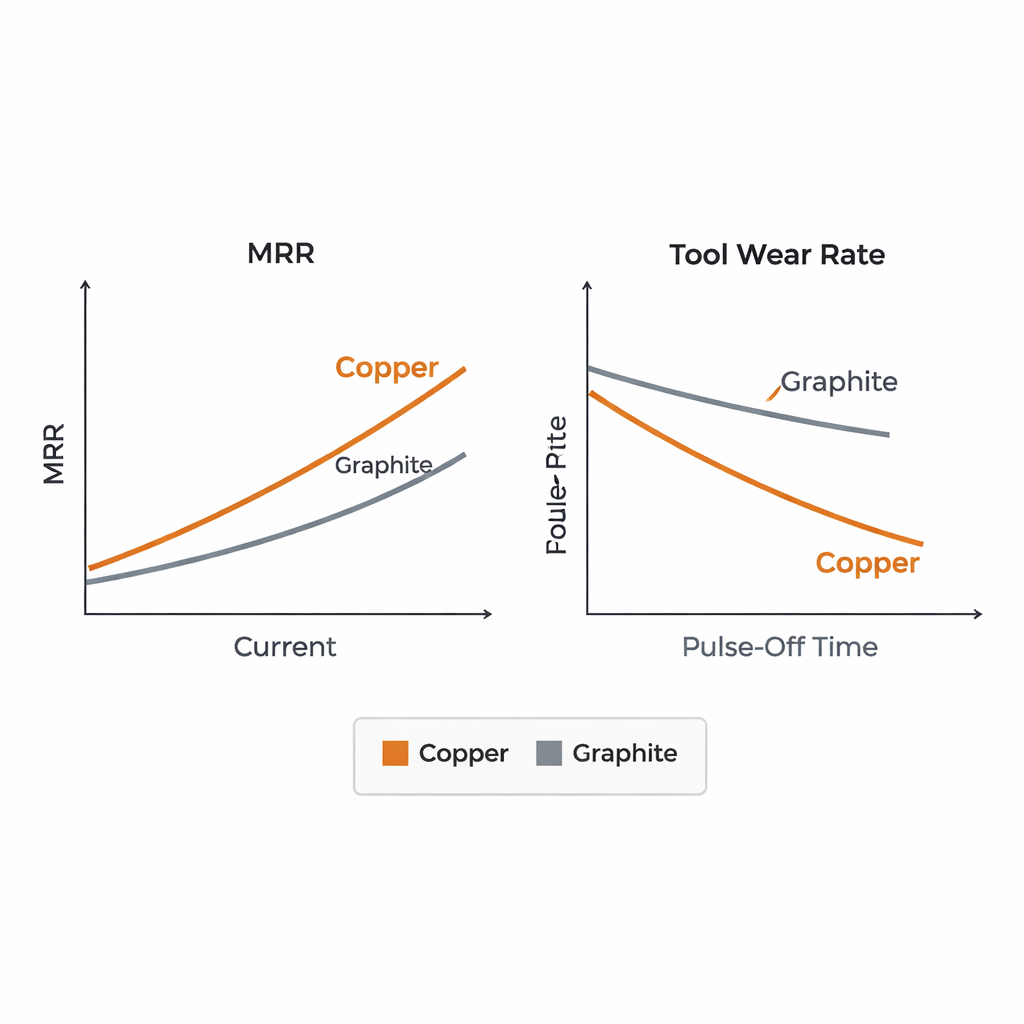
Para ambos os materiais de ferramenta, corrente mais alta e tempos de pulse-on mais longos produziram faíscas mais energéticas, o que aumentou a velocidade de usinagem do compósito — mas também tende a aumentar o desgaste da ferramenta. Tempos de pulse-off mais longos, em contraste, agiam como pausas entre as faíscas. Essas pausas permitem que a ferramenta esfrie e que os detritos fundidos sejam lavados, o que reduziu consistentemente o desgaste da ferramenta tanto no cobre quanto no grafite. Ao comparar diretamente os dois eletrodos, o cobre teve desempenho claramente superior: proporcionou até cerca de 18% a mais na remoção de material enquanto sofria aproximadamente 25% menos desgaste. Imagens microscópicas corroboraram esses números, mostrando superfícies mais suaves e menos danificadas nos eletrodos de cobre do que nas peças de grafite após a usinagem.
Por que o cobre sai na frente
O comportamento superior do cobre decorre principalmente de sua excelente capacidade de conduzir calor e eletricidade. O cobre distribui rapidamente o calor intenso de cada faísca, reduzindo danos locais e tornando o processo de faíscas mais estável. O grafite suporta altas temperaturas, mas não dissipa o calor com a mesma eficiência, sofrendo mais queima localizada e craterização. Para um compósito sensível ao calor como o Al–SiC, essa diferença é relevante: o cobre permite uma usinagem mais rápida e estável com menos danos colaterais tanto à ferramenta quanto à peça. O estudo também aponta uma receita prática para alta produtividade: para ferramentas de cobre, uma corrente de 9 A com tempos moderados de pulse-on e pulse-off rendeu a maior remoção de material.
O que isso significa para a fabricação real
Para engenheiros e fabricantes, a mensagem é direta. Ao usar EDM para conformar compósitos de matriz metálica Al–SiC, eletrodos de cobre são, em geral, a melhor escolha, oferecendo corte mais rápido e maior vida útil da ferramenta do que o grafite. Ajustando cuidadosamente a corrente e o tempo dos pulsos elétricos — e permitindo pausas suficientes entre as faíscas para limitar o acúmulo de calor — as oficinas podem usinar peças complexas de compósito de forma mais eficiente e com menos desperdício. Essa orientação ajuda a ligar estudos de laboratório à prática fabril, apoiando o uso mais amplo de materiais leves avançados em tecnologias exigentes.
Citação: Shahapur, B., Barik, D., Majumder, H. et al. Comparative analysis of copper and graphite electrodes in EDM of Al–SiC metal matrix composites. Sci Rep 16, 6729 (2026). https://doi.org/10.1038/s41598-026-37162-1
Palavras-chave: usinagem por descarga elétrica, compósito alumínio carbono de silício, eletrodo de cobre, eletrodo de grafite, desgaste da ferramenta