Clear Sky Science · pt
Modelagem e estudo experimental das forças de corte de uma fresa esférica de passo variável em fresamento cinco eixos
Por que um corte de metal mais suave é importante
De turbinas a naves espaciais, muitas máquinas modernas dependem de peças metálicas com formas curvas e paredes finas. Essas peças devem ser usinadas a partir de ligas resistentes, mas qualquer pequena vibração ou força excessiva durante a usinagem pode deixar marcas, enfraquecer o material ou reduzir sua vida útil. Este estudo aborda uma questão prática no cerne da manufatura avançada: como prever as forças que atuam em um tipo especial de ferramenta de corte — uma fresa esférica de passo variável — de modo que essas peças complexas possam ser usinadas mais rápido, com maior precisão e com menor risco de chatter?
Um novo olhar sobre uma ferramenta conhecida
Fresas esféricas são ferramentas comuns cujas pontas arredondadas conseguem traçar superfícies suaves que ferramentas planas não alcançam com facilidade. Mas essa forma arredondada também torna seu comportamento difícil de prever. A velocidade de corte varia de zero no próprio ápice até um máximo nas laterais e, em máquinas multieixos, a ferramenta inclina e gira constantemente. Além disso, este trabalho foca em ferramentas de “passo variável”, em que o espaçamento entre as arestas de corte vizinhas é propositalmente desigual. Esse espaçamento irregular ajuda a quebrar vibrações, mas complica a forma como as forças se acumulam durante o corte. Para lidar com isso, os autores constroem um modelo matemático detalhado que relaciona a geometria e o movimento da ferramenta às forças que ela gera na usinagem real.
Mapeando o contato invisível entre ferramenta e metal
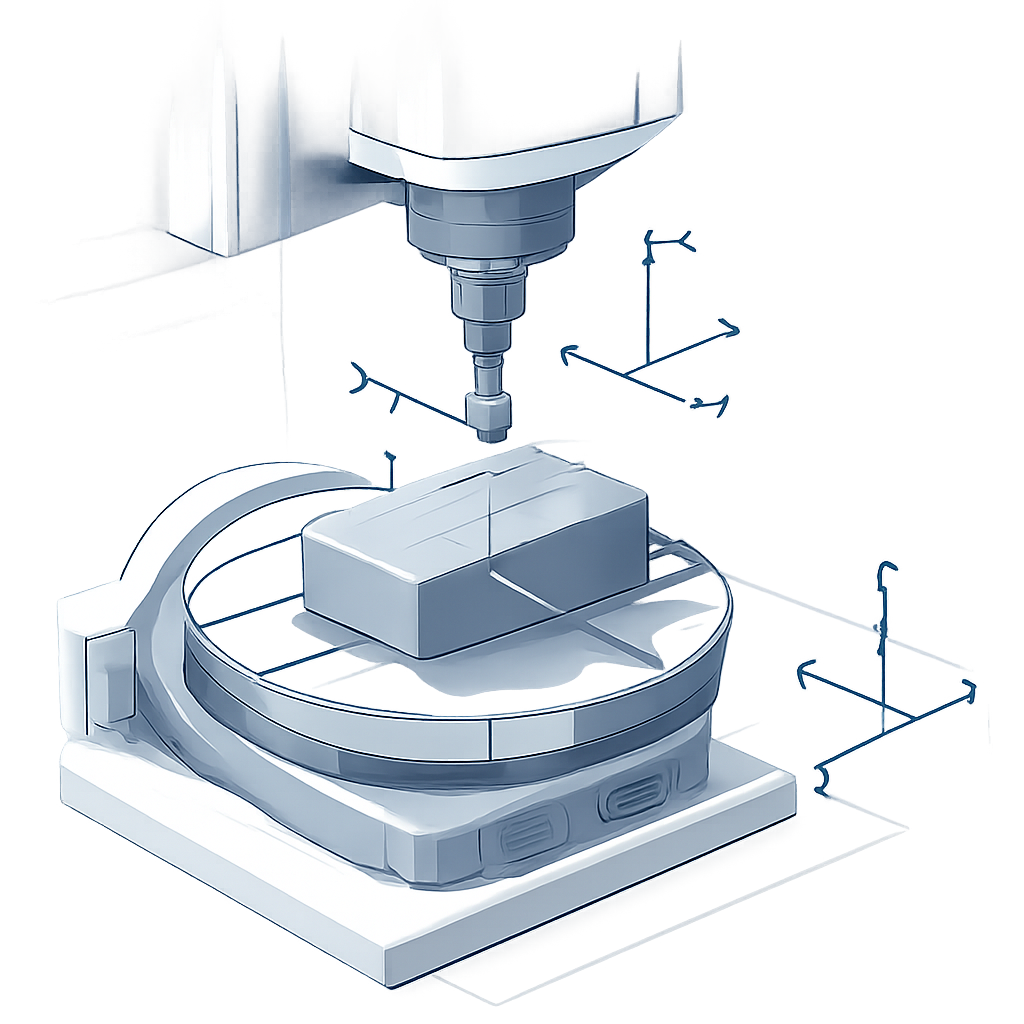
No cerne do trabalho está uma descrição cuidadosa de como a aresta de corte efetivamente encontra o metal. Os autores definem vários sistemas de coordenadas: um ligado à máquina, outro à peça, um à ferramenta e outro que segue a direção de avanço. Usando esses referenciais, descrevem exatamente onde cada pequeno segmento da aresta de corte se encontra no espaço a cada instante. Em vez de tentar rastrear diretamente uma zona de contato tridimensional móvel — o que seria extremamente complexo — projetam a área de engajamento em um plano plano perpendicular ao eixo da ferramenta. Essa simplificação astuta permite que encontrem, para cada pedaço microscópico da aresta, os ângulos de entrada e saída no material e a profundidade de corte correspondente.
Construindo forças a partir de pedaços mínimos
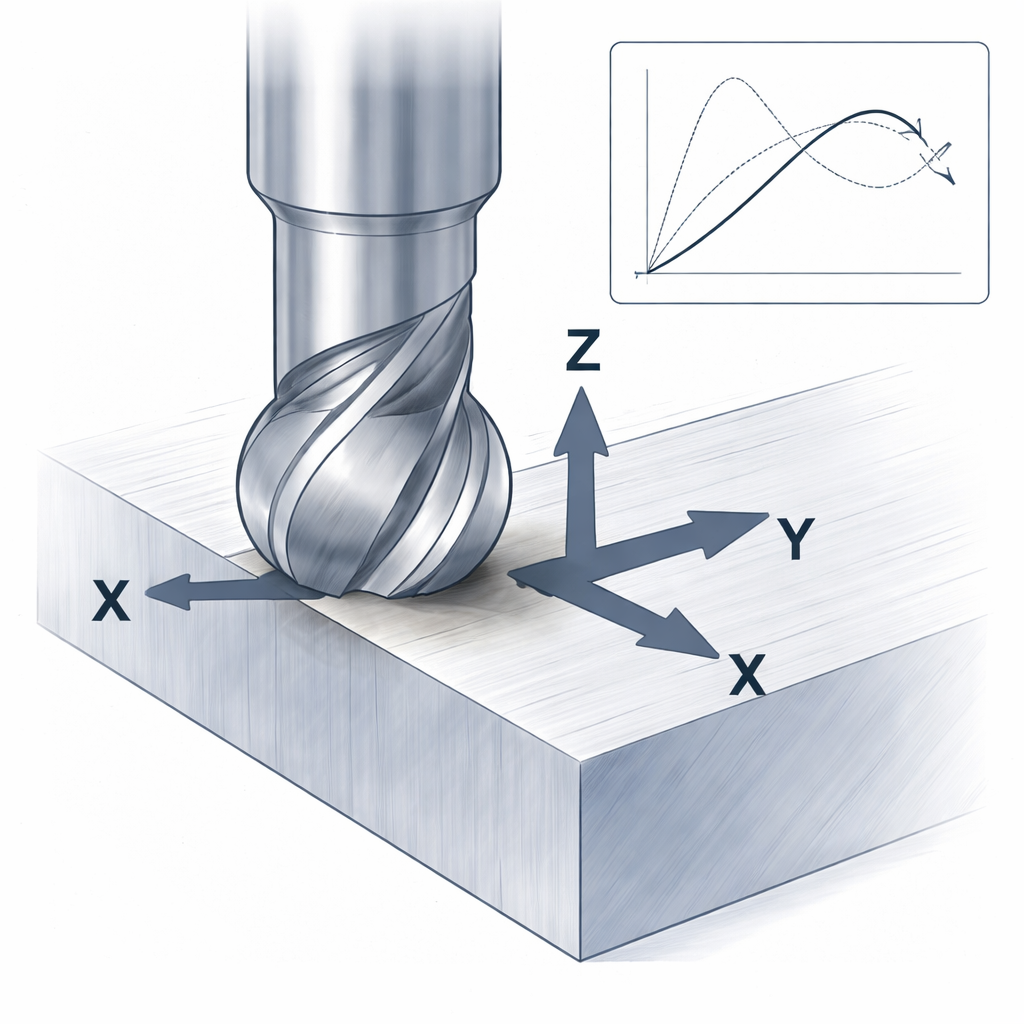
Uma vez conhecido o contato, o estudo trata a aresta de corte como uma pilha de elementos muito pequenos ao longo do eixo da ferramenta. Para cada elemento, o modelo calcula a espessura do cavaco e o comprimento daquele pedaço de aresta. A força de corte local é então dividida em duas partes: uma proveniente do cisalhamento do material e outra de um efeito menor de “aração”, conforme a aresta roça e empurra. Essas forças elementares são expressas em três direções — tangencial, radial e axial — depois convertidas nas direções X, Y e Z da ferramenta e somadas ao longo de toda a aresta. Porque ferramentas de passo variável não compartilham as mesmas condições de avanço para cada dente, o modelo também ajusta a espessura do cavaco dente a dente, capturando como o espaçamento irregular reconfigura o padrão de forças e ajuda a amortecer vibrações.
Das equações aos cavacos reais de titânio
Um modelo só é útil se corresponder à realidade, então a equipe conduziu testes controlados de fresamento em chapas de liga de titânio — um material amplamente usado na aeroespacial por sua resistência e resistência ao calor. Usando uma fresa esférica de quatro dentes com passo variável em uma máquina cinco eixos, mediram forças em três direções com um sensor de força preciso enquanto variavam a profundidade de corte e o avanço por dente. Em vez dos habituais cortes de canal completo, fizeram passadas rasas que lembram operações reais de acabamento, onde frequentemente apenas um dente está cortando por vez. A partir dessas medições, extraíram forças médias para cada dente individual e as usaram para calibrar os coeficientes desconhecidos de força de corte nas equações, permitindo que o modelo se ajuste ao comportamento real da ferramenta e do material.
Quão bem as previsões se confirmam
Com os coeficientes calibrados, os autores rodaram simulações usando as mesmas condições de corte dos experimentos e compararam diretamente forças previstas e medidas. As formas de onda, picos e vales nas três direções coincidiram de perto, e uma análise detalhada de erro mostrou que o desvio máximo foi de 6,74%. Esse nível de precisão é suficiente para suportar tarefas práticas, como escolher parâmetros de corte seguros, evitar chatter e otimizar o desenho da ferramenta. O estudo também mostra como a mudança nos ângulos de inclinação da ferramenta remodela a área de contato e desloca onde ao longo da ponta esférica a carga é levada, oferecendo uma imagem mais intuitiva para planejadores de processo.
O que isso significa para a usinagem futura
Para não especialistas, a conclusão é que este trabalho oferece um modo baseado em ciência para prever o comportamento de uma ferramenta de corte complexa antes de o metal ser realmente cortado. Ao combinar entendimento geométrico, física da formação do cavaco e experimentos direcionados, os autores criaram um modelo de forças adaptado a fresas esféricas de passo variável em acabamento multieixos. Isso pode ajudar fabricantes a operar máquinas mais agressivamente sem sacrificar a qualidade de superfície, reduzir tentativas e erros na regulagem e projetar ferramentas e trajetórias que mantenham as vibrações sob controle. A longo prazo, modelos assim apoiam uma produção mais confiável de peças leves e de alto desempenho usadas em aeronaves, turbinas e outras tecnologias exigentes.
Citação: Tian, W., Zhou, J., Ren, J. et al. Modeling and experimental study of cutting forces of a variable pitch ball-end cutter in five-axis milling. Sci Rep 16, 6541 (2026). https://doi.org/10.1038/s41598-026-36982-5
Palavras-chave: fresamento cinco eixos, fresas de passo variável, fresamento com ponta esférica, modelagem de forças de corte, usinagem de titânio