Clear Sky Science · pt
Otimização orientada por dados dos parâmetros de usinagem do Hastelloy C276 usando os frameworks PSO e TLBO
Por que esse metal resistente importa
De motores a jato a reatores químicos, muitos sistemas críticos dependem de metais que resistem a altas temperaturas e a produtos químicos agressivos. O Hastelloy C276 é uma dessas ligas “super”, mas sua resistência a torna notoriamente difícil e cara de usinar com precisão. Este estudo explora como cortar esse metal teimoso de forma mais limpa, barata e sustentável ao combinar métodos avançados de resfriamento com otimização computacional inteligente.
Quatro maneiras de manter o corte frio
Os pesquisadores focaram em um processo de fresamento, onde uma ferramenta giratória remove material para criar uma superfície plana em um bloco de Hastelloy C276. Eles compararam quatro maneiras diferentes de resfriar e lubrificar a zona de corte: sem fluido (usinagem a seco), um névoa fina de óleo com quantidade mínima de fluido (lubrificação em quantidade mínima, ou MQL), a mesma névoa enriquecida com partículas cerâmicas muito pequenas (nano-MQL) e um jato de dióxido de carbono muito frio (CO2 criogênico). Usando um conjunto estruturado de 16 ensaios cuidadosamente planejados, variaram a velocidade da ferramenta e a quantidade de metal removida por rotação. Para cada ensaio mediram quatro resultados práticos importantes para a produção: a suavidade da superfície final, a força necessária para cortar, a velocidade de desgaste da ferramenta e a temperatura na zona de corte. 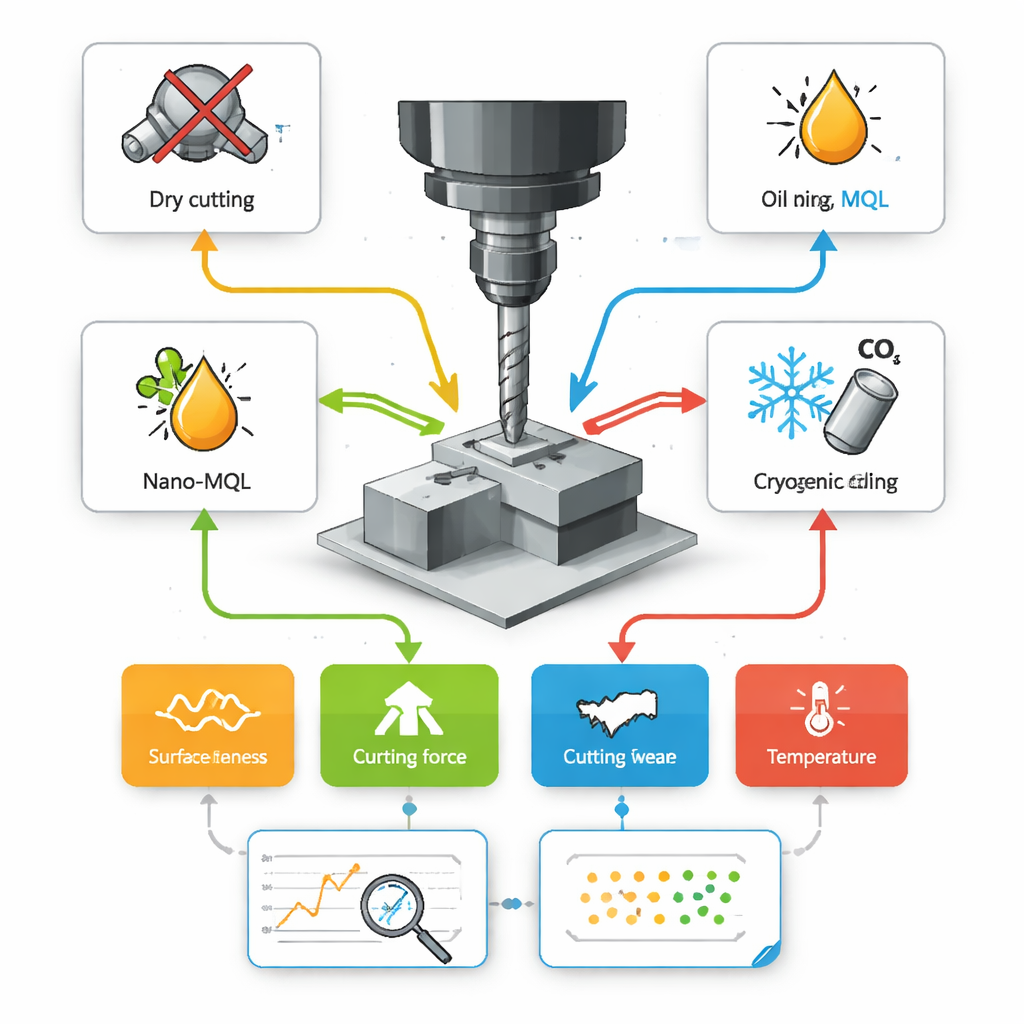
O que acontece com a ferramenta e a superfície
Como esperado, forçar mais o processo com velocidades maiores e avanços mais altos tende a aumentar as forças de corte, elevar as temperaturas e desgastar a ferramenta mais rapidamente. Imagens microscópicas mostraram que pequenos fragmentos da liga aderiam à aresta de corte e depois se rompiam, um processo chamado desgaste adesivo, enquanto partículas duras na liga riscavam a ferramenta como lixa, causando desgaste abrasivo. Esses modos de dano apareceram em todas as condições, mas foram muito menos severos quando se usou resfriamento com CO2 criogênico. A neve fria de CO2 atingindo a interface ferramenta–cavaco removeu calor rapidamente e reduziu a tendência do metal de soldar-se à ferramenta. Isso não apenas retardou o desgaste da ferramenta, mas também ajudou a manter uma aresta mais afiada, o que por sua vez produziu uma superfície mais lisa na peça.
Como as escolhas de resfriamento mudam forças e calor
O estudo mostrou que a usinagem a seco obteve os piores resultados: superfícies ásperas, altas forças de corte e ferramentas muito quentes. MQL e nano-MQL melhoraram a lubrificação e trouxeram reduções moderadas no atrito e na temperatura, mas ficaram limitados pela capacidade das gotas de óleo alcançarem o espaço estreito onde a ferramenta encontra o cavaco. A opção com CO2 criogênico se destacou. Em comparação com a usinagem a seco, reduziu a rugosidade da superfície e a força de corte em cerca de 30–40% e diminuiu significativamente temperaturas e desgaste da ferramenta. A razão está na forma como o CO2 de alta pressão se expande através de um bocal pequeno, transformando-se em um spray de “neve” fria com alta capacidade de resfriamento. Essa neve persiste brevemente na zona de corte, extraindo grandes quantidades de calor sem deixar resíduos oleosos na peça.
Deixando algoritmos escolherem as melhores configurações
Escolher a combinação certa de velocidade de corte, taxa de avanço e método de resfriamento é um ato de equilíbrio: uma configuração pode produzir uma superfície lisa, mas desgastar as ferramentas rapidamente, enquanto outra preserva as ferramentas mas reduz a produtividade. Para navegar esses trade-offs, a equipe usou dois algoritmos computacionais inspirados na natureza. Um, Particle Swarm Optimization (PSO), imita um bando de pássaros procurando alimento; o outro, Teaching–Learning-Based Optimization (TLBO), imita como uma sala de aula aprende com o professor e entre os alunos. Os pesquisadores pediram a ambos os algoritmos que encontrassem condições de corte que minimizassem conjuntamente a rugosidade da superfície, a força de corte, o desgaste da ferramenta e a temperatura. Ao longo de muitos testes simulados, o PSO mais frequentemente chegou muito próximo da melhor solução possível, enquanto o TLBO alcançou boas respostas mais rapidamente e com menos esforço computacional. Em ambos os casos, o “ponto ideal” recomendado envolvia condições de corte moderadas combinadas com resfriamento por CO2 criogênico, e os experimentos confirmaram que as previsões estavam corretas. 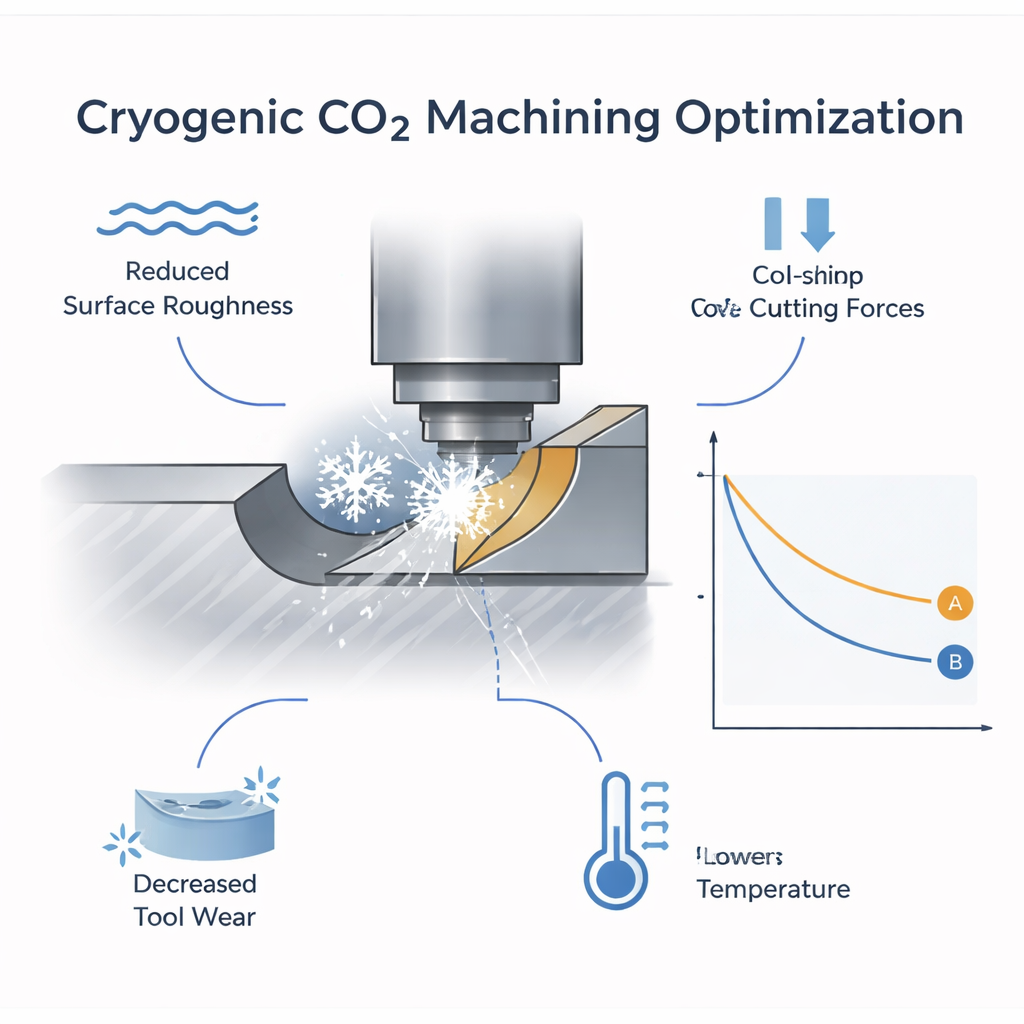
O que isso significa para a manufatura no mundo real
Para fábricas que usinam Hastelloy C276, essas descobertas oferecem uma dupla vantagem: melhor qualidade das peças e maior vida útil das ferramentas, alcançadas de forma mais limpa. O resfriamento criogênico com CO2, orientado por otimização baseada em dados, permite que as empresas reduzam o uso de fluidos tradicionais à base de óleo, que são complicados de manusear e descartar, ao mesmo tempo em que protegem ferramentas e superfícies. Em termos práticos, o trabalho mostra que parear um “spray” muito frio e seco de CO2 com algoritmos inteligentes pode transformar uma tarefa de usinagem difícil e cara em um processo mais previsível, eficiente e ambientalmente amigável.
Citação: Abualhaj, M.M., Venkatesh, B., Parmar, K.D. et al. Data-driven optimization of machining parameters for Hastelloy C276 using PSO and TLBO frameworks. Sci Rep 16, 5280 (2026). https://doi.org/10.1038/s41598-026-36275-x
Palavras-chave: Usinagem de Hastelloy, resfriamento criogênico com CO2, lubrificação em quantidade mínima, redução de desgaste de ferramenta, otimização evolutiva