Clear Sky Science · pt
Otimização de parâmetros de processo para peças cerâmicas de alumina fabricadas por modelagem por deposição fundida
Por que peças 3D impressas mais resistentes importam
À medida que a impressão 3D passa de brinquedos de hobby para componentes industriais reais, os fabricantes querem peças que não sejam apenas fáceis de modelar, mas também fortes, resistentes ao calor e duráveis. Cerâmicas, como a alumina, já são pilares em motores, eletrônica e instrumentos médicos, embora sejam notoriamente difíceis de usinar. Este estudo explora como imprimir peças de alumina de forma confiável usando uma impressora de estilo desktop comum, descrevendo uma receita passo a passo que outros podem seguir e comparar — algo como um método de padronizado de confeitaria para ingredientes bastante exigentes.
Transformando uma impressora de plástico em uma ferramenta cerâmica
Os pesquisadores trabalham com modelagem por deposição fundida (FDM), a mesma tecnologia básica usada por muitas impressoras para consumidores que derretem um filamento plástico e o depositam em finos cordões. Em vez de plástico puro, eles alimentam a impressora com um filamento composto que mistura pó cerâmico de alumina com um ligante polimérico removível. Após a impressão, o plástico precisa ser lavado e queimado, deixando uma peça cerâmica densa. Como pequenas variações de temperatura, velocidade ou espessura de camada podem fazer o objeto impresso deformar, rachar ou perder detalhes, o objetivo principal da equipe é construir um procedimento estruturado que encontre configurações confiáveis para esse material difícil e documente como as peças se comportam.
Uma receita em duas fases para impressões melhores
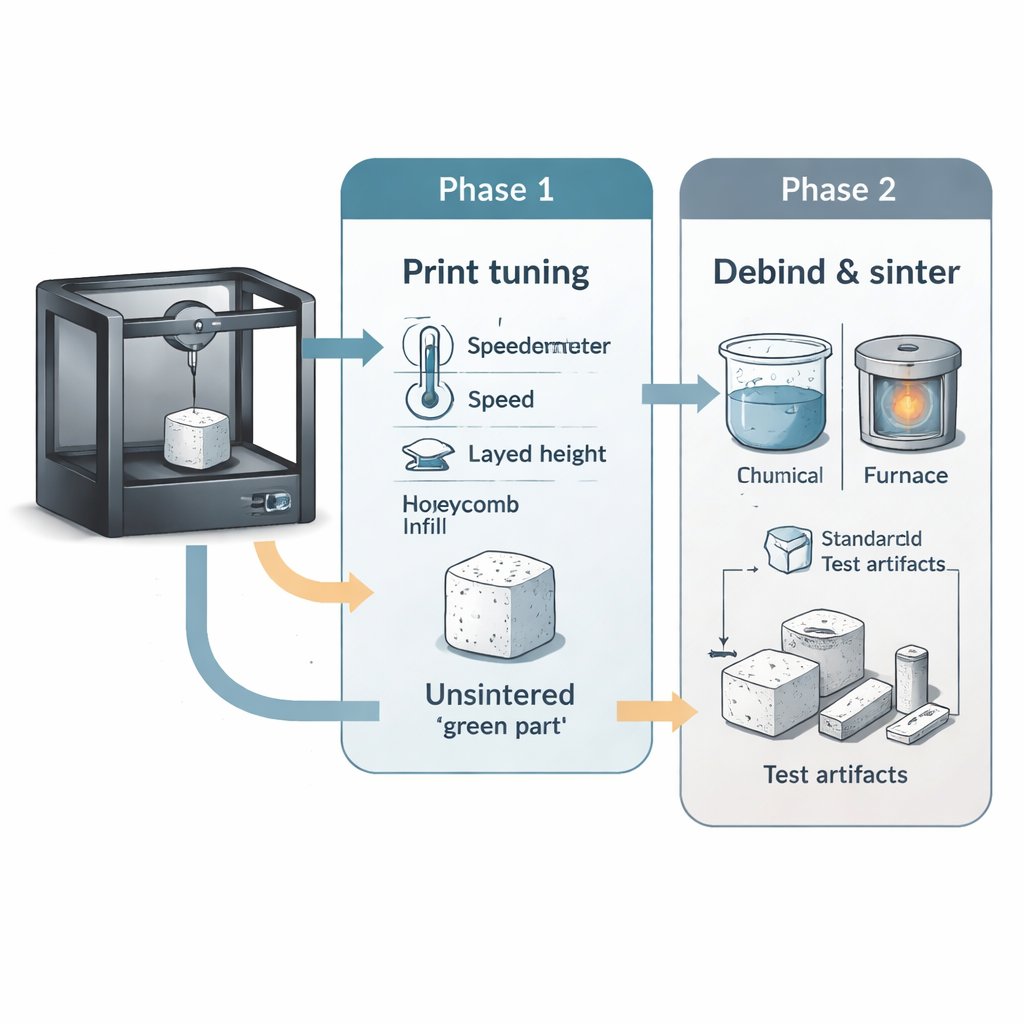
A otimização é dividida em duas fases. Na primeira fase, a equipe se concentra apenas na etapa de impressão, trabalhando com as chamadas peças “green” que ainda não foram tratadas quimicamente ou termicamente. Eles imprimem formas de teste simples e ajustam a temperatura do bico, a temperatura da mesa, a velocidade de impressão, a altura da camada, a espessura das paredes e o padrão de preenchimento ao longo de várias iterações. Reduzir a velocidade de impressão bem abaixo do usado para plásticos comuns e escolher uma altura de camada moderada (0,15 mm) se mostra crucial para obter paredes consistentes e bases planas. Eles também afinam a distância do bico em relação à mesa de construção para evitar lacunas ou camadas achatadas na superfície inferior.
Ajustando peças para encolhimento e calor
Na segunda fase, as peças impressas seguem a rota completa cerâmica: primeiro um banho químico em acetona para dissolver parte do ligante e, em seguida, um tratamento térmico longo e cuidadosamente controlado em forno para remover o restante e sinterizar a alumina a cerca de 1550 °C. Essas etapas causam encolhimento das peças de aproximadamente um quinto em cada direção e podem introduzir empenamento ou trincas. Para lidar com isso, a equipe varia sistematicamente fatores de escala de desenho, o número de camadas sólidas inferiores e superiores, o número de linhas de parede e a densidade e padrão de preenchimento interno. A partir disso, eles derivam um conjunto de valores de escala e configurações estruturais que produzem peças suficientemente espessas e robustas para sobreviver ao pós‑processamento sem colapsar, mas não tão densas a ponto de prender solventes ou gases.
Colocando o processo à prova
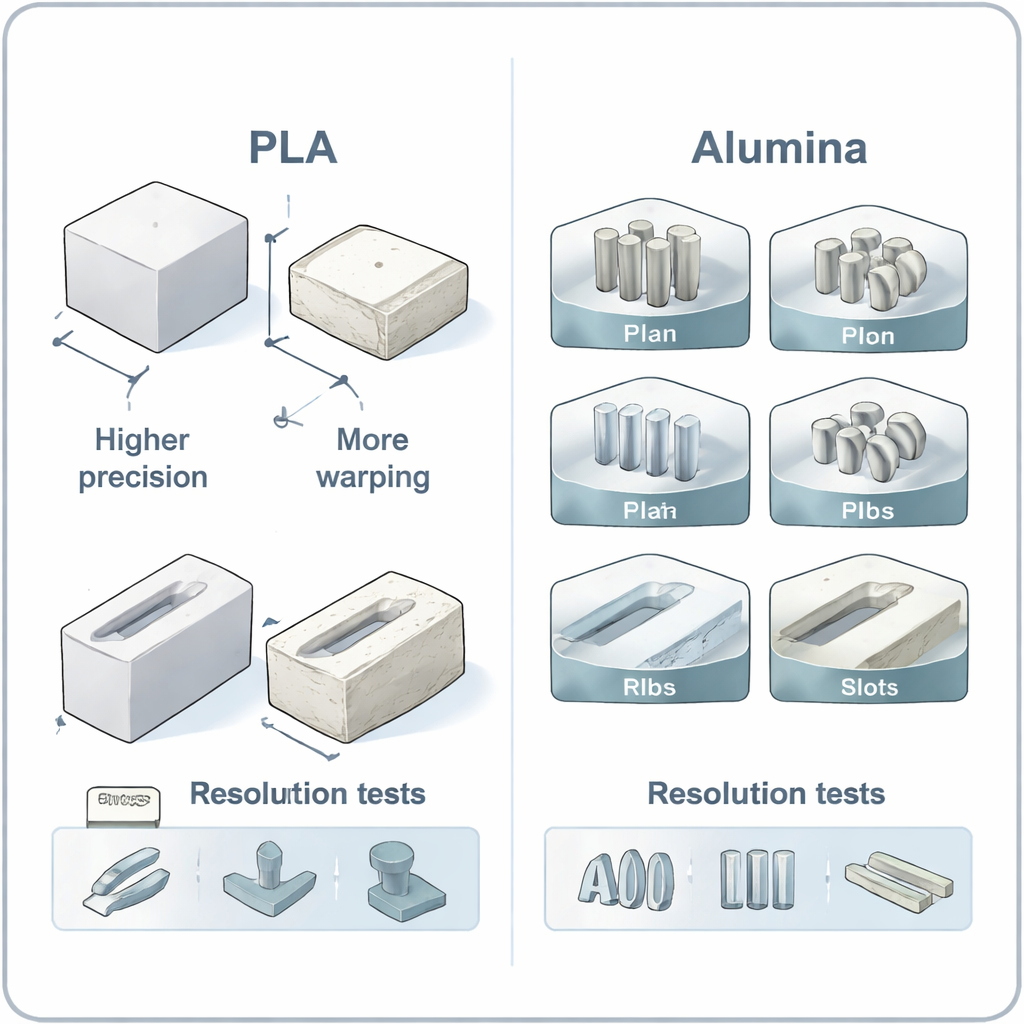
Para avaliar quão bem suas configurações otimizadas funcionam, os autores imprimem “artefatos de teste” padronizados definidos em uma norma internacional ISO. Essas formas investigam três qualidades práticas: precisão dimensional geral, os menores detalhes que a impressora ainda consegue formar (resolução) e o acabamento superficial, incluindo em balanços inclinados. Eles produzem conjuntos completos tanto de alumina quanto de um plástico familiar, PLA, usando as melhores configurações conhecidas para cada material. Medições cuidadosas mostram que as peças de alumina geralmente encolhem e torcem mais, especialmente após a etapa de forno de alta temperatura, o que prejudica a precisão nos três eixos. Pinos finos e furos minúsculos que são imprimíveis em PLA podem deformar, desaparecer durante os tratamentos com solvente e calor, ou se fundir em peças de alumina.
O que isso significa para uso no mundo real
Para um não especialista, a principal conclusão é que é possível, de fato, produzir peças cerâmicas funcionais de alumina em uma impressora 3D do tipo FDM, mas elas ainda não igualam a precisão e a suavidade de superfície de peças plásticas bem impressas. O trabalho oferece um caminho claro e reproduzível para ajustar temperaturas, velocidades, configurações de paredes e preenchimento e correções de escala, e mostra onde estão as limitações atuais: empenamento durante o aquecimento, perda de detalhes muito pequenos e superfícies mais ásperas em balanços acentuados. Ao formalizar esse fluxo de otimização e apontar os pontos fracos remanescentes nas etapas de desagregação e sinterização, o estudo fornece à indústria e aos pesquisadores um ponto de partida concreto para transformar impressoras de baixo custo em ferramentas de fabricação cerâmica mais capazes.
Citação: Meana, V., Meana, L., Cuesta, E. et al. Process parameter optimization for alumina ceramic parts manufactured by fused deposition modelling. Sci Rep 16, 6072 (2026). https://doi.org/10.1038/s41598-026-36153-6
Palavras-chave: impressão 3D cerâmica, modelagem por deposição fundida, alumina, otimização de processo, fabricação aditiva