Clear Sky Science · pt
Melhoria de desempenho do microusinagem por descarga eletroquímica de vidro borossilicato com assistência de gás nitrogênio
Por que peças de vidro minúsculas importam
De dispositivos lab-on-a-chip que analisam uma gota de sangue a bombas em miniatura em implantes médicos, muitas tecnologias modernas dependem de peças minúsculas feitas de vidro. O vidro borossilicato é especialmente popular por ser transparente, resistente e pouco reativo a produtos químicos e calor. Mas esculpir formas microscópicas precisas nesse vidro frágil sem causar trincas é surpreendentemente difícil. Este estudo explora uma nova maneira de “escultar” micro-estruturas em vidro borossilicato usando faíscas elétricas controladas em um ambiente de gás nitrogênio, com o objetivo de tornar o processo mais limpo, eficiente e mais amigável tanto para as ferramentas quanto para o planeta.
Transformando faíscas em uma ferramenta de corte de vidro
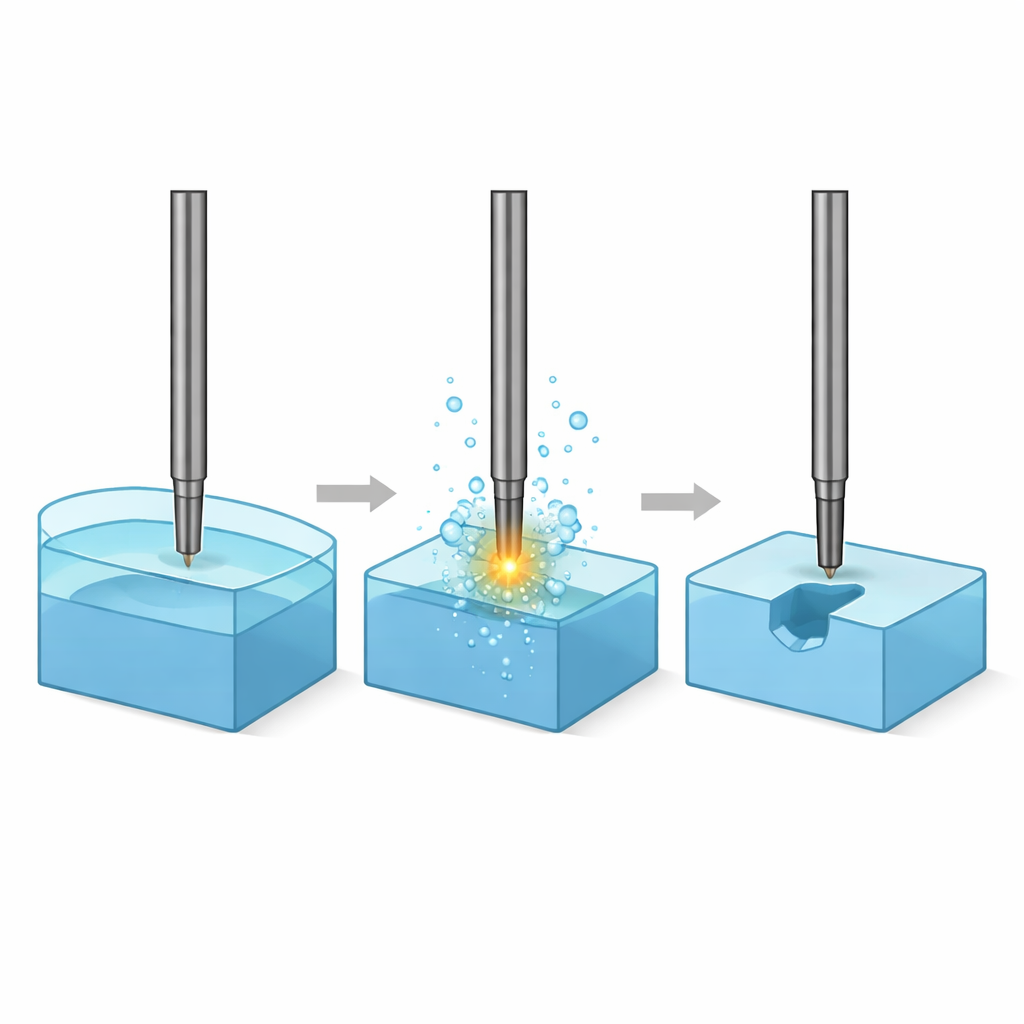
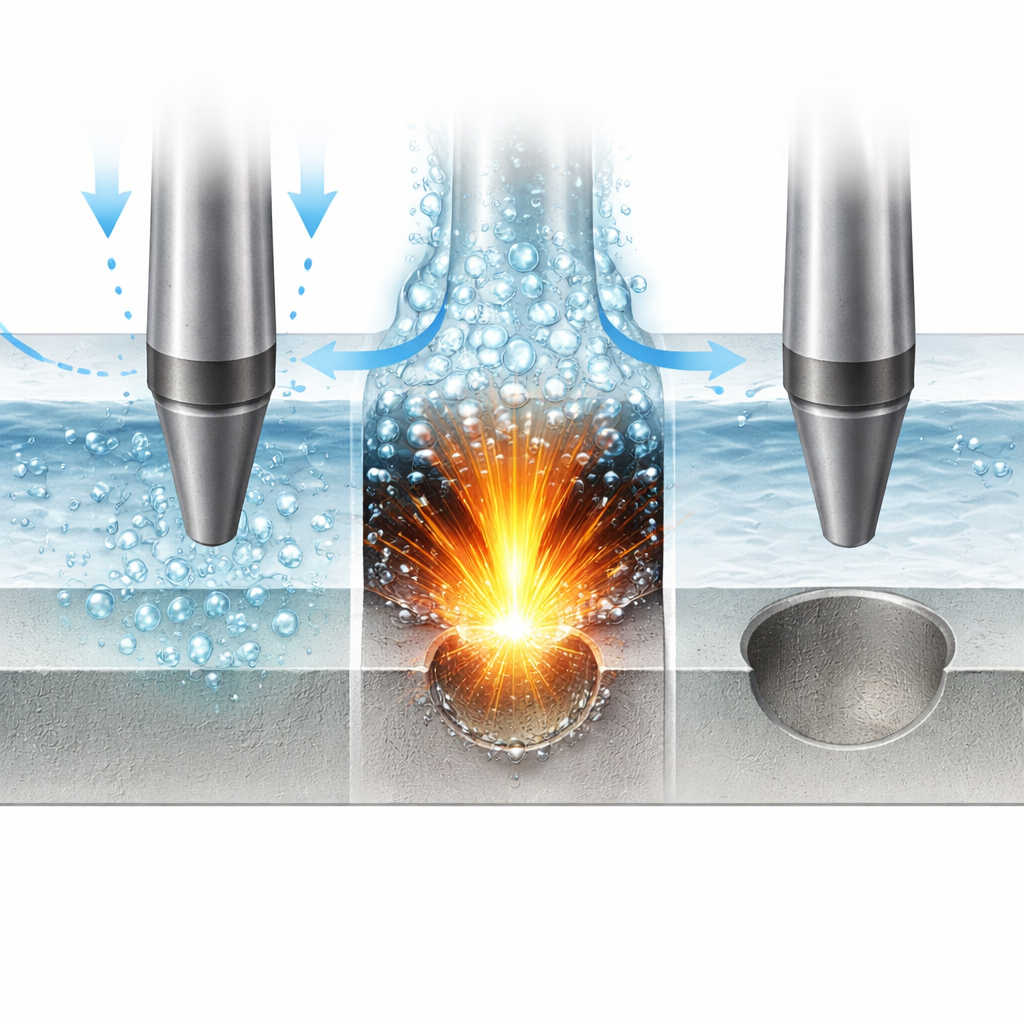
Os pesquisadores focam em uma técnica especializada chamada microusinagem por descarga eletroquímica. Em termos simples, uma ferramenta metálica fina é imersa em um líquido condutor de íons e aproximada da superfície do vidro. Quando uma tensão é aplicada, pequenas bolhas de gás se formam ao redor da ferramenta e, nas condições adequadas, descargas elétricas atravessam essa camada gasosa e desgastam o vidro. Tradicionalmente, essas descargas podem ser instáveis, causando trincas aleatórias, remoção lenta de material e desgaste rápido da ferramenta. A ideia central da equipe é insuflar a zona de usinagem com um fluxo suave de gás nitrogênio, que ajuda a formar uma película gasosa mais estável entre a ferramenta e o vidro. Essa película estável canaliza a energia da faísca de maneira mais uniforme, transformando um processo errático e barulhento em outro mais previsível.
Encontrando o ponto ideal para um corte mais limpo
Para entender como operar esse processo de forma suave, a equipe variou sistematicamente três controles principais: a tensão aplicada, a concentração da solução de hidróxido de sódio que serve como meio líquido, e o fluxo de gás nitrogênio. Para cada ajuste, mediram quanto vidro foi removido e quanto metal a ferramenta perdeu. Em vez de otimizar esses dois resultados separadamente, trataram-nos como metas vinculadas: remover o máximo de vidro possível enquanto se minimiza o desgaste da ferramenta. Usando ferramentas estatísticas e um método de tomada de decisão que equilibra múltiplos objetivos, mapearam as combinações de tensão, força química e fluxo de gás que forneceram os melhores trade-offs. Concluíram que manter o fluxo de gás em uma faixa moderada e evitar soluções excessivamente fortes levou a uma usinagem estável, sem trincas e com boas taxas de remoção.
Como o gás nitrogênio melhora o processo
O nitrogênio desempenha várias funções simultaneamente. Ele ajuda a manter uma camada gasosa consistente ao redor da ponta da ferramenta, essencial para descargas constantes e controladas em vez de explosões danosas. Suas propriedades físicas também ajudam a remover calor da pequena zona de impacto, reduzindo o risco de choque térmico e de fissuras na superfície do vidro frágil. Os experimentos mostraram que quando o fluxo de nitrogênio foi aumentado de um nível baixo para um moderado, a quantidade de vidro removida pôde permanecer a mesma enquanto o desgaste da ferramenta diminuía consideravelmente. Nas melhores condições—cerca de 134 volts, concentração moderada de hidróxido de sódio e fluxo de nitrogênio de 4 litros por minuto—o processo não só removeu uma quantidade significativa de vidro como também exibiu um leve ganho líquido de massa da ferramenta, provavelmente devido a finos depósitos formados durante a usinagem. Isso significa que a ferramenta efetivamente “durou mais” em vez de se consumir.
Modelos inteligentes para orientar uma usinagem mais verde
Para ir além do método tentativa-e-erro, os autores construíram modelos matemáticos e de aprendizado de máquina capazes de prever como mudanças nos parâmetros afetarão a remoção de vidro e o desgaste da ferramenta. Superfícies de resposta estatísticas capturaram como tensão, força do líquido e fluxo de gás interagem de maneiras não óbvias, enquanto um modelo random forest—um tipo de sistema em conjunto de árvores de decisão—aprendeu com os dados para prever condições quase ótimas. As previsões ficaram geralmente dentro de cerca de oito por cento dos experimentos reais, precisão suficiente para servir como guia prático. Importante: a região de melhor desempenho identificada usava aproximadamente um terço menos de produto químico do que alguns arranjos convencionais, reduziu o desgaste da ferramenta e ainda produziu microcavidades suaves e bem formadas com erro dimensional muito pequeno.
O que isso significa para futuros dispositivos minúsculos
Em termos práticos, este trabalho mostra que soprando a “quantidade certa” de gás nitrogênio em um processo de corte por faísca no vidro pode transformá-lo de um método temperamental em uma ferramenta de microusinagem confiável. Ao estabilizar as descargas elétricas e controlar melhor o calor, a usinagem assistida por nitrogênio remove mais vidro, danifica menos a ferramenta e usa uma química menos agressiva. Essa combinação a torna atraente para a produção dos canais delicados, furos e cavidades necessários em micro-sensores, microbombas e outros sistemas miniaturizados, ao mesmo tempo em que reduz resíduos e impacto ambiental. À medida que pesquisadores estenderem essa abordagem a outros tipos de vidro e refinarem os modelos com mais dados, essa microusinagem assistida por nitrogênio pode se tornar uma forma padrão e mais limpa de fabricar os componentes de vidro invisíveis que sustentam grande parte da tecnologia moderna.
Citação: Tamilperuvalathan, S., Varadharaju, V., Rajamohan, S. et al. Performance enhancement of electrochemical discharge micromachining of borosilicate glass using nitrogen gas assistance. Sci Rep 16, 8553 (2026). https://doi.org/10.1038/s41598-026-36060-w
Palavras-chave: microusinagem de vidro borossilicato, dielétrico de gás nitrogênio, usinagem por descarga eletroquímica, redução do desgaste da ferramenta, manufatura sustentável