Clear Sky Science · pt
Ferramentas de manufatura aditiva em polímero para conformação de chapas metálicas: um estudo combinado de simulação e experimentação
Por que ferramentas plásticas para metal podem importar para você
Produtos modernos, de carros a eletrodomésticos, dependem de chapas metálicas que são cortadas e moldadas em peças. Tradicionalmente, as pesadas ferramentas que pressionam e dobram essas chapas são feitas de aço, o que é caro e demorado de usinar. Este estudo explora um caminho diferente: usar ferramentas plásticas resistentes fabricadas por impressoras 3D para conformar chapas reais de aço e alumínio. Se tais ferramentas se mostrarem precisas e duráveis o suficiente para pequenas séries de produção, os fabricantes poderiam prototipar novos projetos mais rápido, com menor custo e menos desperdício — benefícios que, em última instância, se traduzem para os consumidores em produtos mais baratos e mais personalizados. 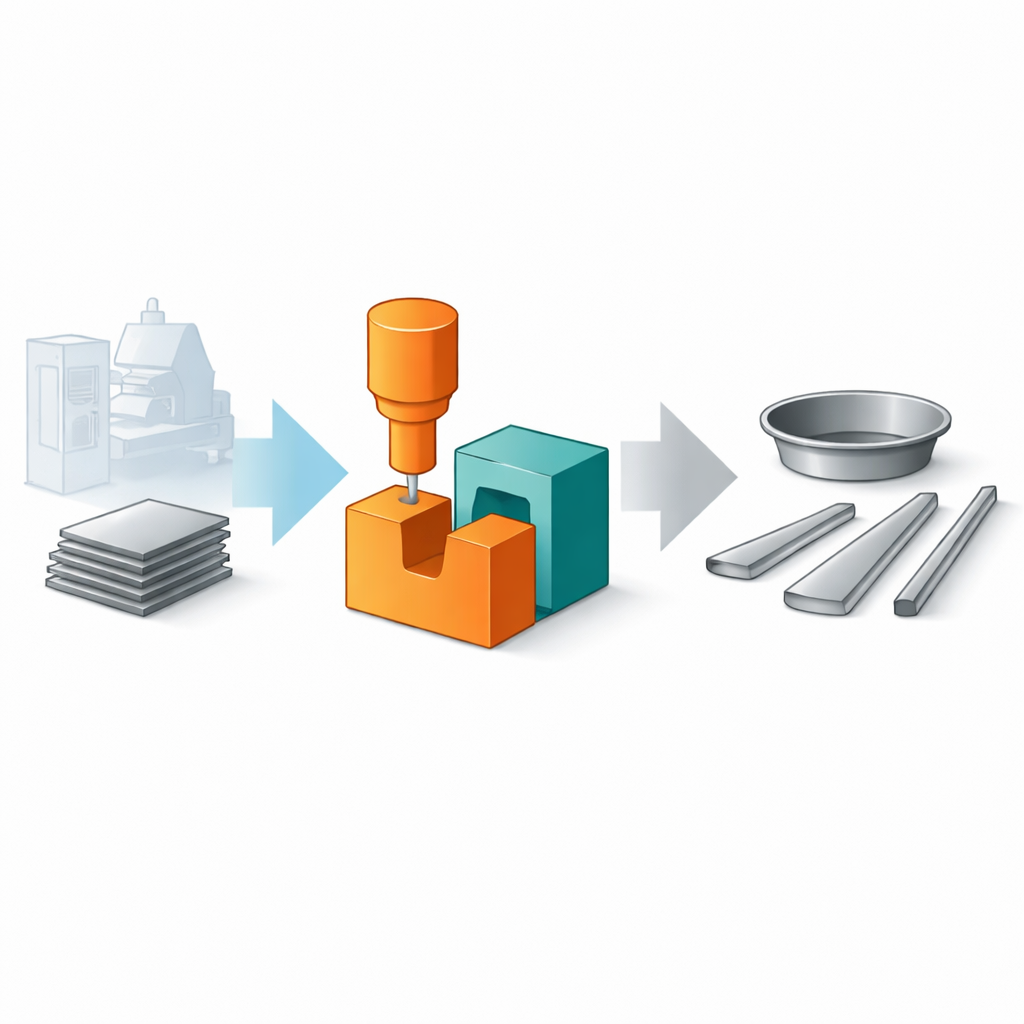
Do projeto digital às ferramentas plásticas de conformação
Os pesquisadores concentraram-se em dois passos comuns de conformação: desenhar um cálice raso (cup drawing) e dobrar uma tira de metal em V. Em vez das ferramentas de aço convencionais, eles imprimiram em 3D punções e matrizes a partir de dois polímeros industriais. Para o cup drawing, usaram um grau resistente de ácido polilático (PLA Pro); para a dobra em V, imprimiram ferramentas em ABS, um plástico frequentemente empregado em bens de consumo duráveis. Utilizando impressoras industriais por deposição fundida, ajustaram cuidadosamente parâmetros como espessura de camada, padrão de preenchimento e temperatura para que as peças impressas ficassem rígidas, dimensionalmente estáveis e fortes o bastante para suportar carregamentos repetidos em uma prensa.
Testando a conformação de metais no mundo virtual
Antes de irem para a oficina, a equipe construiu modelos computacionais detalhados de ambos os processos. Usaram análise de elementos finitos para prever como dois metais de chapa amplamente usados — aço inoxidável SS304 e liga de alumínio AA6061 — se deformariam, afinariam ou falhariam sob diferentes raios de ferramenta, espessuras de chapa e forças. As simulações também verificaram quanto esforço e deflexão as próprias ferramentas plásticas experimentariam. Para o cup drawing, experimentos digitais mostraram que um raio de punção de 6 mm e uma espessura de chapa de 1 mm ofereciam um bom equilíbrio: o metal fluía suavemente para a matriz, o afinamento permaneceu abaixo de limites de segurança comumente aceitos, e a punção e a matriz plásticas permaneceram bem dentro de suas margens de resistência.
Colocando ferramentas impressas em 3D para trabalhar
Com esses parâmetros otimizados, a equipe conduziu ensaios sistemáticos em prensas hidráulicas. Ferramentas em PLA Pro foram usadas para desenhar câlices a partir de discos de aço e alumínio de 1 mm de espessura, tanto com anel segurador (blank holder) quanto sem, para controlar o enrugamento. Em paralelo, matrizes e punções em ABS dobraram tiras dos mesmos metais em ângulos de 30°, 45° e 60°. Em dezenas de amostras, mediram forças, formas finais, espessura das paredes e defeitos típicos de conformação como rugas, trincas ou rasgos. Em seguida, compararam essas medidas com as previsões computacionais, avaliando o quão próximas as curvas reais de carga–deslocamento e as formas conformadas estavam de suas contrapartes virtuais. 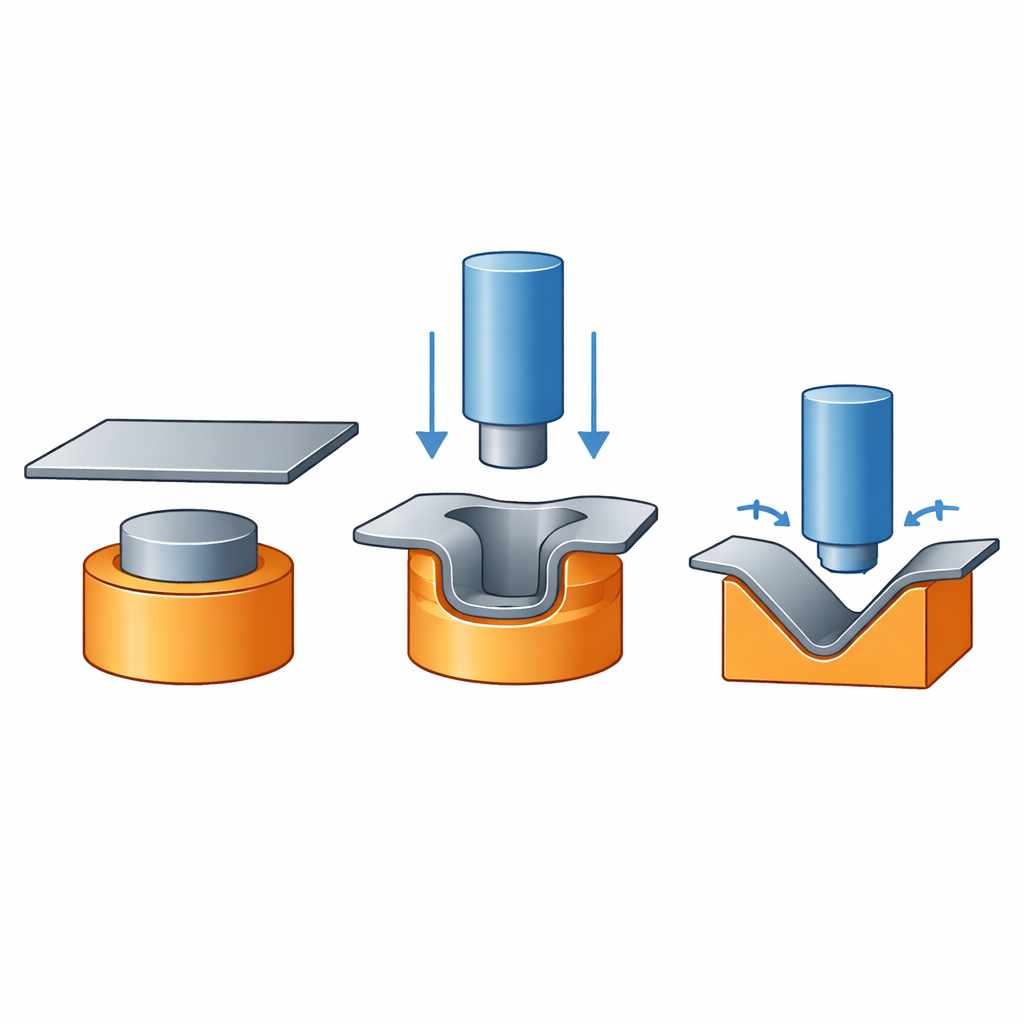
Quão bem as ferramentas plásticas resistiram?
Os resultados foram encorajadores. No cup drawing, ambos os metais puderam ser conformados sem trincas visíveis ou defeitos superficiais sérios, e o afinamento máximo nas paredes permaneceu na faixa geralmente aceita como segura. O aço inoxidável exigiu forças maiores, mas mostrou espessura mais uniforme e uma margem de segurança maior antes da falha, enquanto o alumínio demandou menos força, porém afinou mais onde a punção curvava a chapa. Na dobra em V, as ferramentas plásticas produziram ângulos e comprimentos de dobra que diferiram da teoria e da simulação por apenas alguns centésimos de porcento — diferença pequena o bastante para ser desprezível na maioria de protótipos ou produções em pequenos lotes. O desgaste nas ferramentas impressas em 3D foi modesto: as matrizes em ABS apresentaram apenas polimento leve e marcas de escorregamento após lotes de dobras, e as ferramentas de copa em PLA degradaram-se principalmente após uso mais intensivo, o que os autores relacionaram a limites de vida útil da ferramenta em vez de falhas pontuais.
Economizando tempo e dinheiro sem perder precisão
Como o plástico é mais leve e mais fácil de conformar que o aço, a equipe também examinou custos. Para as ferramentas de cup drawing, conjuntos impressos em PLA Pro foram ligeiramente mais baratos que seus equivalentes em aço e significativamente mais rápidos de produzir, especialmente quando se consideraram usinagem e acabamento de superfície para matrizes metálicas. Na dobra em V, ferramentas em ABS custaram aproximadamente metade do preço das ferramentas de aço para tamanhos de lote de até cerca de 60 peças; além disso, a vida útil mais longa das ferramentas de aço as tornava mais econômicas. De modo geral, o trabalho mostra que, embora ferramentas poliméricas impressas em 3D não substituam o aço temperado em produção de alto volume, elas oferecem uma opção atraente para prototipagem inicial, estudos experimentais e pequenas séries. Na prática, isso significa que fabricantes podem iterar mais projetos, mais rapidamente e com menos desperdício — ajudando a levar produtos melhores e mais personalizados ao mercado mais cedo.
Citação: Bhatia, C.V., Patel, D., Vats, R. et al. Polymer additive manufacturing tools for sheet metal forming: a combined simulation and experimental study. Sci Rep 16, 9293 (2026). https://doi.org/10.1038/s41598-025-30841-5
Palavras-chave: manufatura aditiva, ferramentas impressas em 3D, conformação de chapas metálicas, protótipagem rápida, matrizes e punções poliméricas