Clear Sky Science · pl
Druk 3D DLP z cienką warstwą do części wielomateriałowych z zamkniętymi pustkami wewnętrznymi
Jak uzyskać lżejsze wydruki 3D z ukrytymi pustymi przestrzeniami
Wiele najciekawszych obiektów drukowanych w 3D — na przykład sztuczne kości, miękkie roboty czy drobne kanały płynów — wymaga pustych przestrzeni ukrytych wewnątrz. Popularne dziś drukarki żywiczne mają problem z takimi projektami, ponieważ ciekła żywica zostaje uwięziona w tych zamkniętych kieszeniach i trudno ją usunąć. Artykuł przedstawia nową metodę druku 3D z użyciem światłoczułej cieczy nazwaną „DLP z cienką warstwą”, która utrzymuje te wnętrza naprawdę puste, a jednocześnie ułatwia łączenie wielu materiałów w jednej części.
Dlaczego uwięziona ciecz to poważny problem
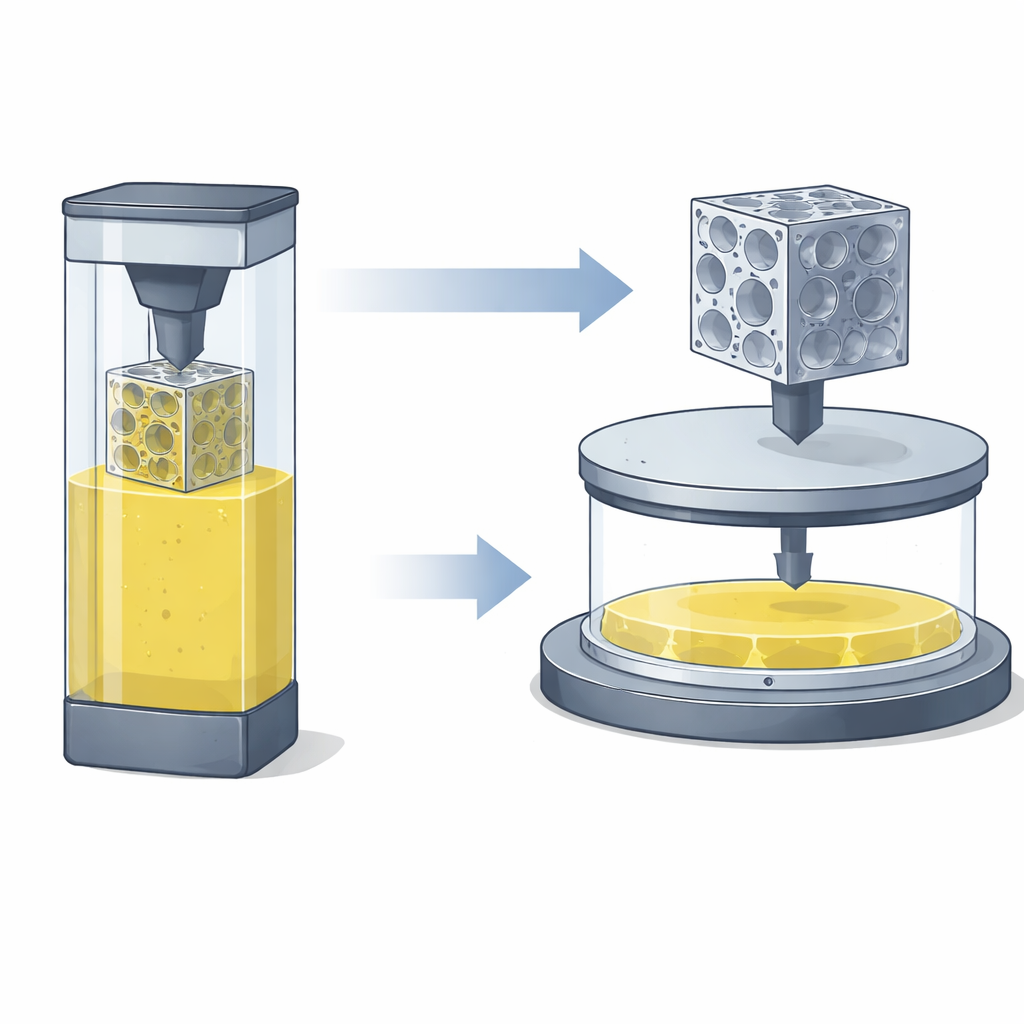
Większość domowych i przemysłowych drukarek żywicznych działa przez zanurzanie platformy w wannie wypełnionej płynną żywicą, a następnie naświetlanie wzorów światłem, aby utwardzić każą warstwę. Ten klasyczny układ jest świetny do uzyskiwania gładkich powierzchni i szczegółów, lecz ma ukrytą wadę: gdy projekt zawiera zamknięte wnęki, kieszenie te napełniają się żywicą, która nie ma gdzie odpłynąć. Dodatkowa uwięziona żywica zwiększa masę części ponad zamierzony poziom, może zmieniać jej właściwości mechaniczne, a z czasem nawet przeciekać lub wypływać. Inżynierowie radzili sobie z tym przez otwory drenażowe lub częściowe otwarcia, ale często zmuszało to do kompromisów w projekcie.
Nowy sposób nanoszenia cieczy
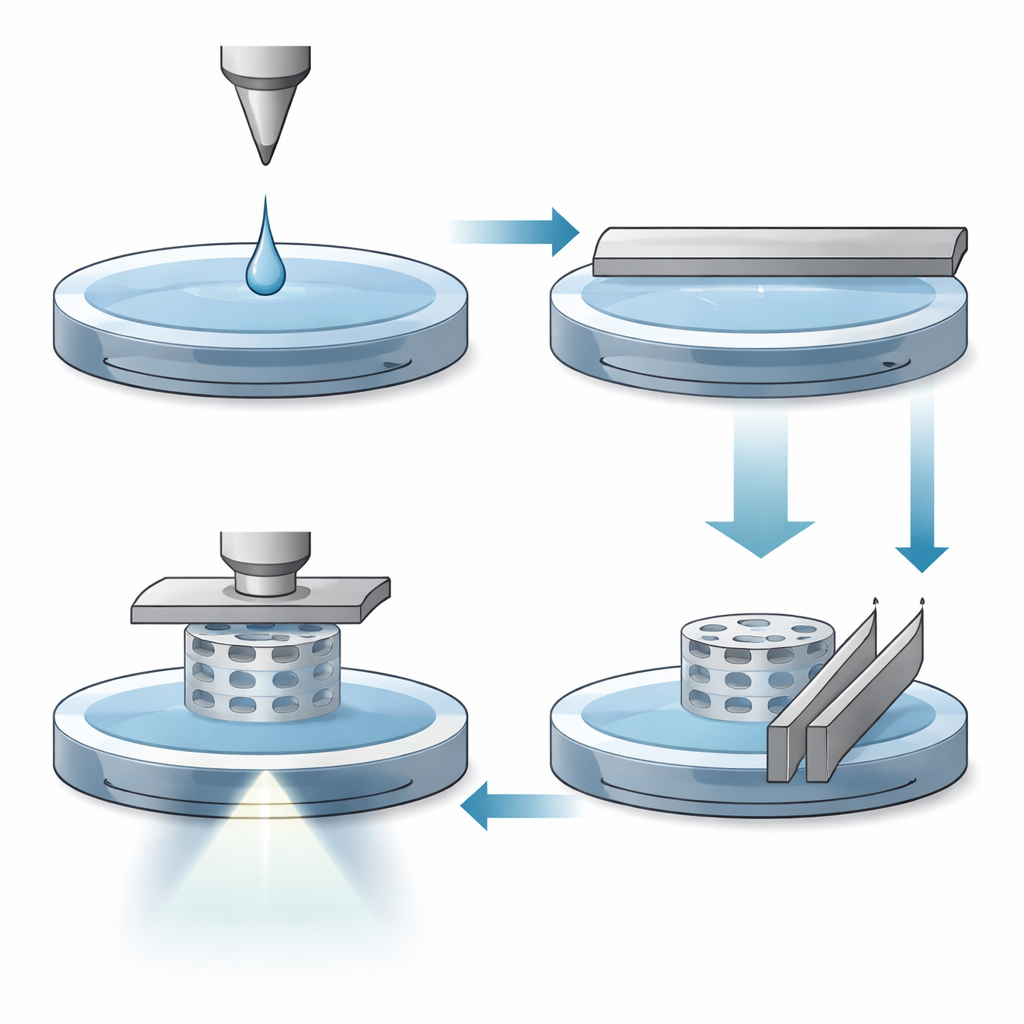
Metoda DLP z cienką warstwą eliminuje konieczność używania wanny. Zamiast zanurzać rosnącą część w głębokiej kałuży żywicy, system rozprowadza bardzo cienką, precyzyjnie kontrolowaną warstwę cieczy na przezroczystej folii plastikowej. Obracająca się platforma dociska wtedy część w tę cienką powłokę, podczas gdy projektor cyfrowy naświetla ultrafioletem od spodu, utwardzając tylko te obszary, które są potrzebne dla danej warstwy. Ponieważ każda warstwa zaczyna się od niewielkiej ilości żywicy na folii, pozostaje bardzo mało cieczy we wnętrzu zamkniętych jam po odklejeniu utwardzonej warstwy. Zestaw miękkich wycieraczek i, gdy trzeba, krótkie płukanie łagodnym rozpuszczalnikiem pomaga usunąć pozostałe krople przed uformowaniem kolejnej warstwy.
Czyste puste przestrzenie i regulowana sztywność
Dzięki temu procesowi badacze byli w stanie wydrukować kule i inne puste kształty, których końcowa masa była niemal dokładnie taka, jak przewidywałaby pustka w środku — mniej niż jeden procent dodatkowej masy z pozostałej żywicy, w porównaniu z ponad dwukrotną masą w tradycyjnym druku z wanną. Skanowanie rentgenowskie bloków testowych z wewnętrznymi pęcherzykami wykazało, że jamy o średnicy już trzech czwartych milimetra mogły być tworzone niezawodnie, gdy między warstwami dodano szybkie płukanie rozpuszczalnikiem. Układając te małe zamknięte pęcherzyki w regularny wzór wewnątrz małych kostek, zespół mógł precyzyjnie regulować, czy kostka jest sztywna czy sprężysta, po prostu zmieniając rozmiar pęcherzyków. W niektórych materiałach uzyskano do 25-krotnej zmiany sztywności bez zmiany zewnętrznego kształtu.
Mieszanie materiałów w jednym wydruku
Ponieważ system operuje jedynie cienkimi warstwami cieczy naraz, ogranicza też nieporządne mieszanie, które zwykle występuje przy przełączaniu między różnymi żywicami. Autorzy użyli wielokanałowego dostarczania żywic, aby drukować części łączące twardy plastik, miękkie materiały przypominające gumę oraz specjalną rozpuszczalną w wodzie żywicę podporową. Wytworzyli kratową strukturę typu „krzywa Hilberta” podpartą całkowicie materiałem rozpuszczalnym, który zniknął w czystej wodzie, pozostawiając czystą, samonośną konstrukcję. Zademonstrowali też model protezy z twardymi zębami, miękkimi dziąsłami i podporami jednorazowymi, wydrukowany jako jeden spójny element zamiast składać go później. W innym przykładzie drukowali żywicę przewodzącą jako wbudowane ścieżki wewnątrz izolującej obudowy, tworząc czujnik zbliżeniowy, który wykrywa metalowy przedmiot poruszający się do czterech centymetrów od niego.
Dokąd to może prowadzić
Podejście DLP z cienką warstwą pokazuje, że druk żywiczny 3D nie musi być ograniczony przez uwięzioną ciecz ani kłopotliwe usuwanie podpór. Poprzez ostrożne dawkowanie ilości żywicy w każdej warstwie i zmiatanie nadmiaru, metoda ta umożliwia budowę lekkich obiektów z zamkniętymi pustkami, regulowanie ich sztywności od wnętrza oraz łączenie funkcjonalnych materiałów, takich jak przewodniki i miękkie podpory, w tym samym wydruku. Dla nie-specjalistów wniosek jest prosty: przyszłe urządzenia drukowane w 3D — od implantów medycznych po miękkie roboty i osadzone układy elektroniczne — mogą być lżejsze, mądrzejsze i bardziej złożone wewnątrz, nie rezygnując z gładkich, precyzyjnych powierzchni, z których znany jest druk żywiczny.
Cytowanie: Sun, B., Diaco, N.S., Chen, X. et al. Thin-film DLP 3D printing of multi-material parts with closed-cell internal voids. npj Adv. Manuf. 3, 15 (2026). https://doi.org/10.1038/s44334-026-00076-x
Słowa kluczowe: druk 3D, digital light processing, powlekanie cienką warstwą, wytwarzanie wielomateriałowe, struktury lekkie